















































DELEM DA-66T programavimo panaudojimas efektyvumui didinti
Kai kalbama apie jūsų veiklos efektyvumo didinimą naudojant presus lankstymui, svarbu suprasti DELEM DA-66T produkto programavimą. Ši sistema ne tik supaprastina darbo eigą, bet ir užtikrina tikslią lenkimo kokybę bei sutrumpina paruošimo laiką. Visiškai integruojant DELEM DA-66T įrankių konfigūraciją, galite maksimaliai padidinti našumą ir pagerinti išvesties kokybę.
Šiame vadove pateiksiu žingsnis po žingsnio instrukcijas, kaip DELEM DA-66T produkto programavimas gali ženkliai padidinti jūsų metalo apdirbimo procesų efektyvumą. Pradedant nuo pagrindų ir baigiant specifiniais lenkimo parametrais bei funkcijomis, sužinosite, kaip pasinaudoti šio pažangaus valdiklio visu potencialu.
Pradėkite naudoti produkto programavimą
Norėdami pradėti DELEM DA-66T produkto programavimą, svarbu susipažinti su jo funkcijomis ir parametrais. Programos sąsaja yra patogia vartotojui, sukurtos lengvam naršymui ir konfigūracijai.

Norėdami sukurti arba modifikuoti skaitmeninę programą, pradėkite naują programą iš Produkto režimo arba naudokite Programą, kad patektumėte tiesiogiai.
Norėdami redaguoti esamą CNC programą, pasirinkite produktą Produkto apžvalgos lange ir pasirinkite navigacijos mygtuką Programa. Pradedant naują programą, pasirinkite Nauja programa ir įvedus pagrindinius produkto parametrus sistema automatiškai perjungs į Programą.
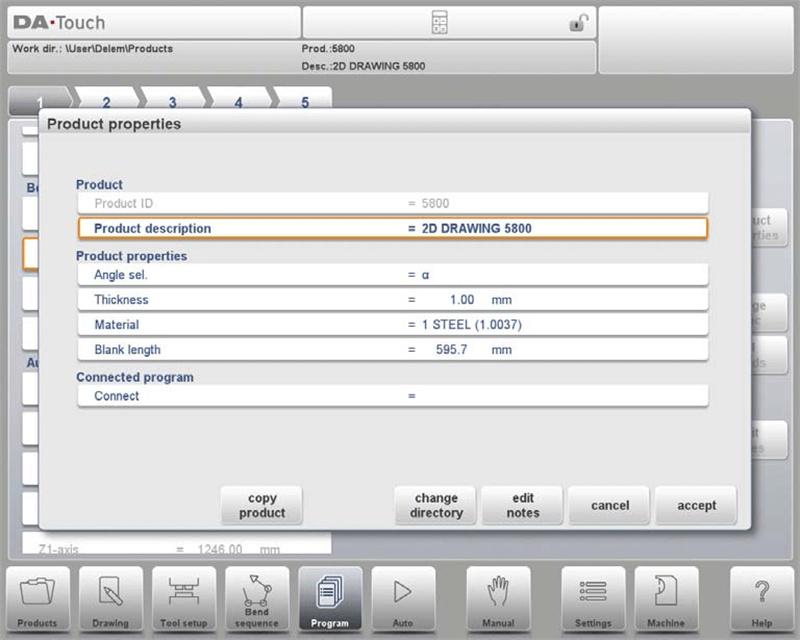
Norėdami pakeisti pagrindinius produkto parametrus, palieskite Produkto parametrai. Šie programos parametrai yra vienodi kiekvienam lenkimui visoje programoje (programos pagrindiniai duomenys).
Pradėkite tyrinėdami pagrindines funkcijas: medžiagos įkėlimą, formos pasirinkimą ir būtinų nurodymų įvedimą. Kiekvienas parametras, tokiu kaip medžiagos storis, ruošinio ilgis ir įrankių sąrankos parametrai, yra svarbus tiksliai gaminio kūrimui.
Parametrų paaiškinimas:
Gaminio ID: Priskirkite unikalų identifikatorių kiekvienai programai, iki 25 simbolių, naudodami raides ir skaitmenis.
Gaminio aprašymas: Pateikite aprašomąjį pavadinimą ar numerį programai, taip pat apribotą iki 25 simbolių, leidžiantį naudoti raides ir skaitmenis.
Kampo pasirinkimas: Pasirinkite tarp dviejų Y ašies programavimo režimų:
0 = Absoliuti pozicija lenkimui.
1 = α, kai nurodomas kampas, o Y ašies pozicija apskaičiuojama.
Storis: Lakšto storis.
Medžiagos pasirinkimas: Pasirinkite iš 6 iš anksto nustatytų arba 99 programuojamų medžiagų, kad būtų galima apskaičiuoti lenkimo gylį. Medžiagas sukonfigūruokite skirtuke „Medžiagos“ skyriuje „Nustatymai“.
Lakšto ilgis: Nustatykite pradinį lakšto ilgį, reikalingą gaminiui, kuris apskaičiuojamas, jei remiamasi 2D brėžiniu.
Jungti programas: Susieti programas 3D produktams kurti iš kelių žingsnių.
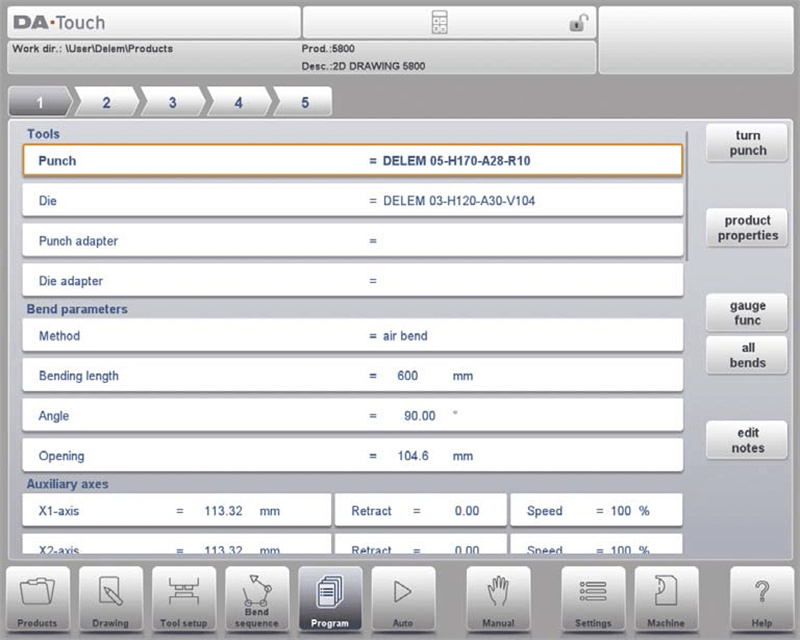
Pagrindiniame ekrane rodomi turimi lenkimo etapai, ir iš šio pagrindinio ekrano galima peržiūrėti ir redaguoti specifinius parametrus kiekvienam turimam lenkimo etapui.
Ekrano viršuje esantis lenkimo etapų parinktuvas naudojamas naršyti po lenkimo etapus DELEM DA-66T produkto programavime. Rodyti lenkimo etapai gali būti paliesti, kad būtų lengva pasirinkti norimus lenkimo duomenis.
Atveria naują langą, kuriame rodomos ir gali būti redaguojamos produkto savybės, galiojančios visiems lenkimo etapams.
Matavimo funkcijos: Atveria langą, kuriame galima programuoti ašių padėtis santykiui su pirštų padėtimis.
Visi lenkimo etapai: Atveria naują langą, kuriame visi lenkimo etapai rodomi lentelėje.
Redaguoti pastabas: Atveria langą, leidžiantį peržiūrėti ir redaguoti pastabas apie dabartinį produktą.
Šis struktūruotas požiūris padeda optimizuoti operacinius darbo procesus, didinti tikslumą ir padidinti našumą pramoninėse aplinkose.
Susipažinimas su šiomis funkcijomis užtikrina, kad tinkamai pradėtumėte ir pasinaudotumėte efektyvaus produkto programavimo pranašumais.
Lenkimo parametrų supratimas
DELEM DA-66T įrenginys turi išsamų lenkimo parametrų sąrašą, kurie yra būtini tiksliai veiklai. Produkto ID ir produkto aprašymas rodomi ekrano viršutinėje eilutėje.
Pradėsite parinkdami tinkamus įrankius, atsižvelgdami į medžiagos tipą ir storį.
Įstrižo parinkimas: programuojant DELEM DA-66T produktą, įstrižo pavadinimas (ID) yra svarbus. Paspauskite, kad jį pakeistumėte, arba pasirinkite iš bibliotekos, kad palengvintumėte įrankių valdymą.
Išpilamosios matricos parinkimas: lengvai paspauskite, kad pasirinktumėte arba pakeistumėte išpilamosią matricą iš matricų bibliotekos.
Įstrižo adapteris: pasirinkite ir suprogramuokite įstrižo adapterį iš bibliotekos. DELEM DA-66T produkto programavimas priklauso nuo mašinos režimo nustatymų, kad efektyviai naudotų adapterį.
Išpilamosios matricos adapteris: panašiai, pasirinkite išpilamosios matricos adapterį per DELEM DA-66T produkto programavimą, atsižvelgiant į mašinos režimo parametrus optimaliam veikimui.
Įrankių programavimas: Efektyviai programuokite įrankių ID arba naršykite bibliotekoje ieškodami įrankių parinkčių. Naudokite „ Turn Punch “ arba „ Turn Die “, kad sureguliuotumėte įrankio orientaciją.
Lenkimo parametrai, tokie kaip lenkimo kampas, spindulys ir flanšo ilgis, yra koreguojami pagal pageidaujamą išvestį.
Lenkimo Parametrai
Metodas
Pasirinkite reikiamą lenkimo metodą. Valdiklis palaiko 5 metodus:
• oro lenkimas
• apatinis lenkimas
• sulankstymas
• kraštavimas ir įspaudimas
• apdorojimas
Toliau pateikiami išsami detalės:
Oro lenkimas:
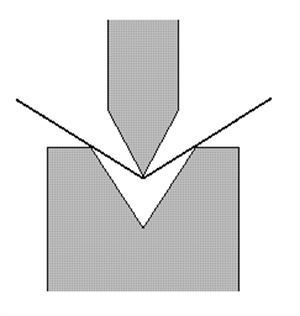
DELEM DA-66T produkto programavimas efektyviai apskaičiuoja reikiamą Y ašies padėtį, kad būtų pasiekiamas suprogramuotas kampas, įspaudžiant įrankį į būtiną gylį.
Įspaudimas iki galo:
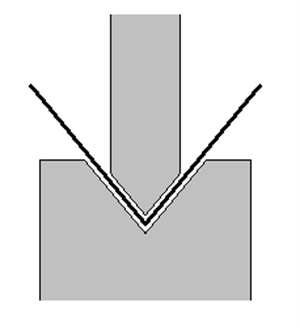
DELEM DA-66T produkto programavime lakštas lenkiamas jį spaudžiant tarp įstrižainės ir formos, priimant, kad formos dugnas yra būtina Y ašies padėtis tiksliajam lenkimui.
Žiedavimas:
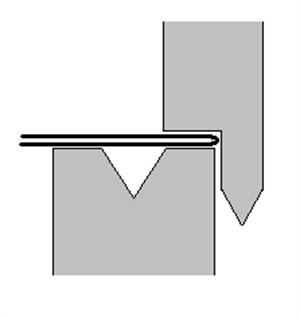
NAudojant DELEM DA-66T produkto programavimą, po ankstesnio aštraus kampo sulenkimo lakštas sulankstomas du kartus. Sistema tiksliai apskaičiuoja Y ašies padėtį kaip formos paviršius plius du kartus lakšto storis, naudodama „krašto atvartų“ programavimą korekcijoms atlikti.
Kraštavimas ir įspaudimas:
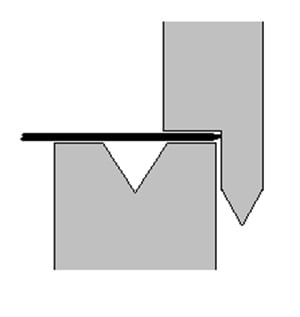
Panašiai kaip kraštavimas, tačiau DELEM DA-66T produkto programavimas priima, kad formos viršus yra Y ašies padėtis, užtikrindamas tikslų lankstymą ir spaudimą tarp įstrižainės ir formos.
Valdymas: DELEM DA-66T produkto programavimas leidžia atlikti ne lenkimo žingsnius, paliekant Y ašį stacionarią, kad galiniai matavimo įrenginiai galėtų judėti pagal suprogramuotas reikšmes. Norint pagerinti produkto tvarkymo efektyvumą, reikalingas išorinis žingsnio keitimas (C įvestis).
Pastaba 1: Čia rodomi kraštų lenkimo lenkimai su specialiu kraštų lenkimo įrankiu, tačiau tai nėra būtina.
Pastaba 2: Kai pasirenkama apatinio paviršiaus operacija, Y ašies sijos lenkimo pabaigos padėtis priklauso nuo darbinės jėgos. Tačiau jei jėga yra pakankama, kad sija pasiektų apskaičiuotą Y ašies lenkimo pabaigos padėtį, sijos eiga bus ribojama nustatytos padėties reikšmės.
Lenkimo ilgis: Lapo ilgis tarp įrankių.
Kampas: Reikiamas šio lenkimo kampas. Šis parametras rodomas tik tada, kai su parametru „Angle sel.“ pasirinktas kampo programavimas ir lenkimo metodas yra orinis lenkimas.
Hem Opening: DELEM DA-66T produkto programavimas apskaičiuoja sijos padėtį kraštų lenkimo lenkimams pagal atstumą tarp flanšų.
Lenkimo padėtis: Y ašies padėtis, reikalinga lenkimui, atsiranda naudojant absoliučiąją programavimo sistemą arba kai aktyvūs apvaramo / sulankstymo metodai.
Atidarymas: Šis parametras nurodo tarpą tarp įspaudos ir matricos po lenkimo. DELEM DA-66T produkto programavime teigiama reikšmė nurodo tarpą virš „Mute“, o neigiama – žemiau.
Papildoma ašis: DELEM DA-66T produkto programavimas interpretuoja neigiamas X ašies reikšmes kaip reliatyvias, atimdamos jas iš esamos padėties, kas yra naudinga operacijų grandinėms.
Atbulinis judesys: Pasirinktos ašies atbulinis judesio atstumas esamame lenkime pagal DELEM DA-66T produkto programavimą prasideda tuomet, kai sija suspaudžia lakštą, taip optimizuojant apdorojimo laiką.
Ašių greičiai: Greičiai DELEM DA-66T produkto programavime gali būti nustatomi kaip procentinė maksimalios reikšmės dalis, užtikrinant tikslų kontrolę per gamybos procesus. Suprasdami ir panaudodami šias DELEM DA-66T produkto programavimo funkcijas, gamintojai gali ženkliai padidinti efektyvumą ir našumą.
Redaguoti pastabas
Redagavimo pastabų funkcija leidžia pateikti išsamią informaciją, specifinę kiekvienam darbui, kuri gali būti naudinga ateities nuorodai.
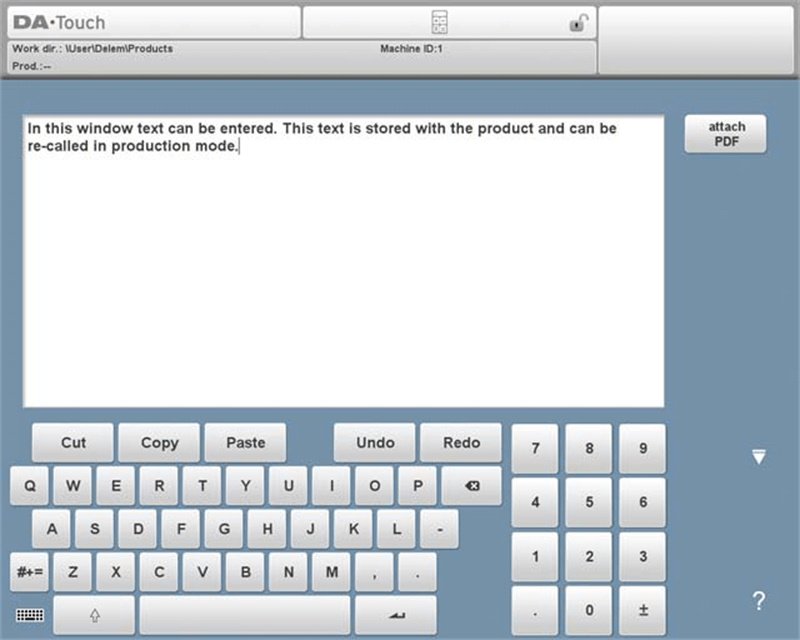
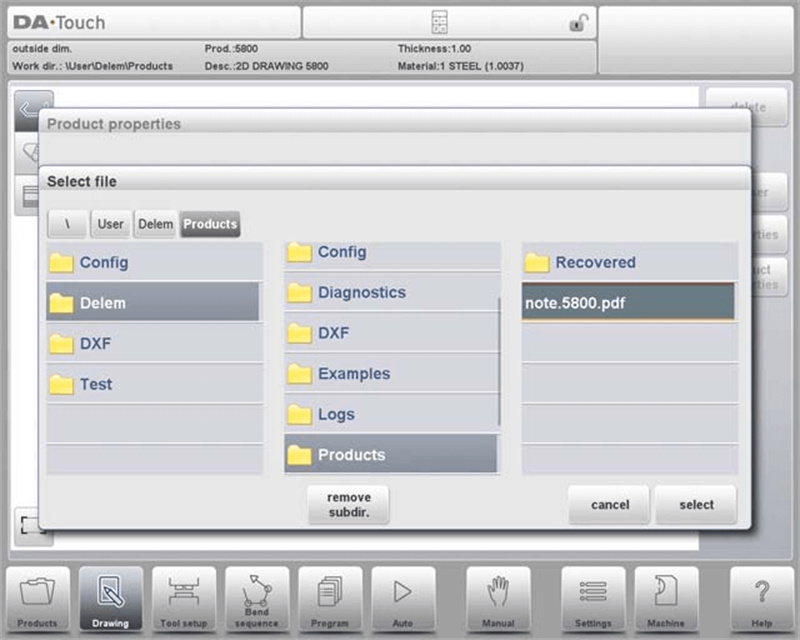
Norėdami prie pastabos pridėti PDF failą, paspauskite „Pridėti PDF“. Per katalogo naršyklę galima pasirinkti PDF failą, kuris bus įtrauktas į produkto failą.
Kai prie pastabos pridedamas tik PDF failas be tekstinės pastabos, PDF bus rodomas nedelsiant, kai vartotojas Auto režime paspaus Pastabų indikatorių.
Matavimo funkcija
Be to, matavimo funkcija padeda tinkamai pozicionuoti medžiagą, užtikrinant nuoseklią tikslumą kartotinėse operacijose.
DELEM DA-66T produkto programavime „Gauge Func“ atveria langą, skirtą valdyti atbulinio slankiklio parametrus, svarbius programuojant pageidaujamus pirštų padėtis kiekvienam lenkimui.
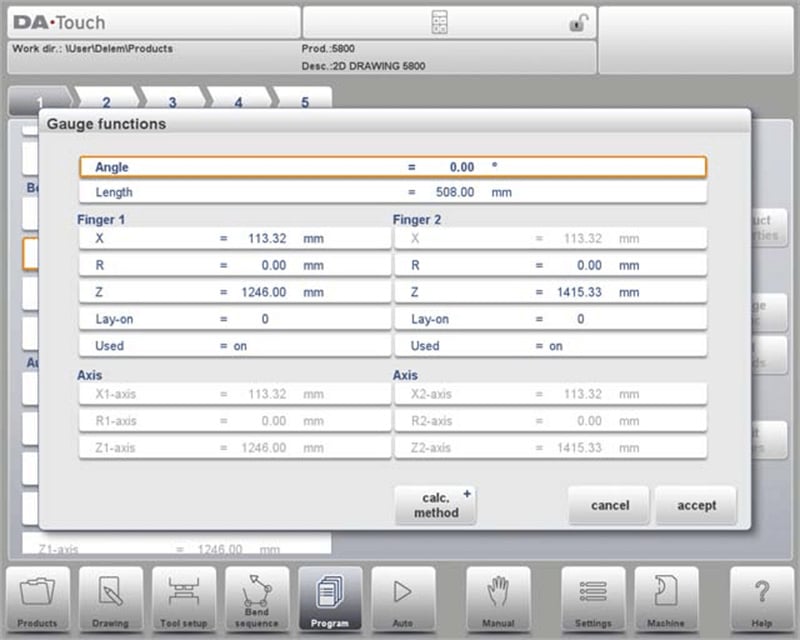
Kampas: Nustato atbulinio slankiklio pirštų kampą tiksliai kampinei pozicijai nustatyti.
Ilgis: Nustato produkto šoninį ilgį atbulinio slankiklio pozicionavimui, ypač Z-pozicionavimui.
X: Rankiniu būdu reguliuojama pirštų padėtis X kryptimi lakšto dėjimui.
R: Rankomis reguliuojama padėtis R kryptimi, leidžianti tiksliau kontroliuoti pozicionavimą.
Z: Z krypties reguliavimas leidžia optimizuoti pirštų pozicionavimą.
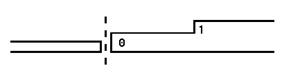
Lay-on: Leidžia programuoti kelias pirštų pozicijas naudojant DELEM DA-66T produkto programavimą, veikiant ašių pozicijas, išlaikant matmenų poziciją.
Lay-on = 0: be lay on (numatytoji reikšmė)
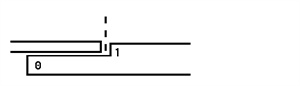
Lay-on = 1: pirmo lygio lay on
Lay-on = 2: antro lygio lay on
Lay-on = 3: trečio lygio lay on
Naudojimo parametras: Stovėjimo funkcionalumas DELEM DA-66T produkto programavime; sustabdo pirštus pagal Z padėtį, kai jie nenaudojami. Taikoma, kai yra daugiau nei du pirštai.
Keitimų poveikis: Keičiant „Lay-on“ reikšmes, keičiasi X ir R ašių pozicijos, išlaikant pastovią matmens padėtį, supaprastinant programavimo procesą DELEM DA-66T produkto programavime.
Lay-on = 0
Gulintis = 1
Lenkimo funkcijų tyrinėjimas
Lenkimo funkcijos yra svarbios DELEM DA-66T produkto programavimui optimizuoti. Pagalbinės funkcijos atlieka svarbų vaidmenį, automatiškai prisitaikydamos prie konfigūracijos pokyčių, todėl sumažinamas rankinis kišimasis.
1. Tylos taško nustatymas:
Paskirtis: Perjungti Y ašį iš greito užsidarymo į spaudimo greitį.
Detalės: Programuokite tylos taško atstumą virš lakšto. Numatytoji tylos reikšmė nustatoma pagal programuojamą įveržtą formą.
Pastabos: Prieinamumas priklauso nuo mašinos nustatymų.
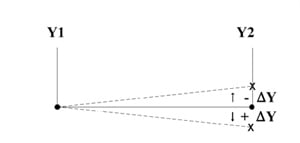
2. Lygiagretumas: Skirtumas tarp kairiosios ir dešiniosios pusės cilindrų (Y1 ir Y2). Jei reikšmė teigiama, dešinioji pusė žemiau. Jei neigiama, dešinioji pusė aukščiau. Programuota reikšmė aktyvi žemiau spaustuvės taško.
3. Pakartojimas:
0 = lenkimas praleidžiamas.
1–99 = kiek kartų bus kartojamas šis lenkimas.
4. Palaukite atbulinės eigos konfigūracijos
Paskirtis: valdyti Y ašies laukimą metu, kai vyksta atbulinė eiga.
Parinktys:
Ne: atbulinė eiga prasideda, kai Y ašis praeina spaustuvę, nesustojo.
Taip: Y ašis sustoja spaustuvėje ir laukia, kol bus baigta atbulinė eiga.
5. Žingsnio keitimo kodas:
Paskirtis: nustatyti, kada įsigalios kiti lenkimo parametrai.
Nustatymai:
0 – ER: keisti pasibaigus dekompresijai.
1 – MUTE: keisti tylos pozicijoje atveriant.
2 – VAK: Pakeitimas viršutiniame mirties taške.
3 – VAK STOP: Pakeitimas viršutiniame mirties taške be ašies judėjimo.
4 – IŠORINIS: Pakeitimas su aktyviu C-įėjimu; be sijos ar atbulinio judėjimo.
5 – VAK IŠORINIS: Pakeitimas su C-įėjimu viršutiniame mirties taške, leidžiantis sijos ir atbulinį judėjimą.
6. Vėlinimo laikas: Programuojamas vėlinimo laikas prieš žingsnio keitimą (0–30 sek).
7. Jėga: Maksimali sureguliuota jėga lenkimo metu (automatiškai apskaičiuota).
8. Išlaikymo laikas: Skvarstyklos išlaikymo laikas lenkimo taške.
9. Dekompresija: Dekompresijos eiga po lenkimo, kad būtų pašalintas darbinis slėgis.
10. Spaudimo ir dekompresijos greitis:
Spaudimo greitis: Darbinis greitis iš numatytųjų nustatymų.
Dekompresijos greitis: Programuojamas greitis per dekompresiją.
11. Detalės atramos grąžinimo greitis:
Paskirtis: Nustatyti detalės atramos grąžinimo greitį po lenkimo.
Pastaba: Galima naudoti su detalės atramos sistema.
Lenkimo parametrai – visi lenkimai
Svarbus aspektas yra lenkimo parametrų programavimas visiems lenkimams, užtikrinant vientisumą ir minimalias klaidų ribas gamybos metu. Ši funkcija ne tik sumažina medžiagų švaistymą, bet ir pagreitina bendrą lenkimo procesą.
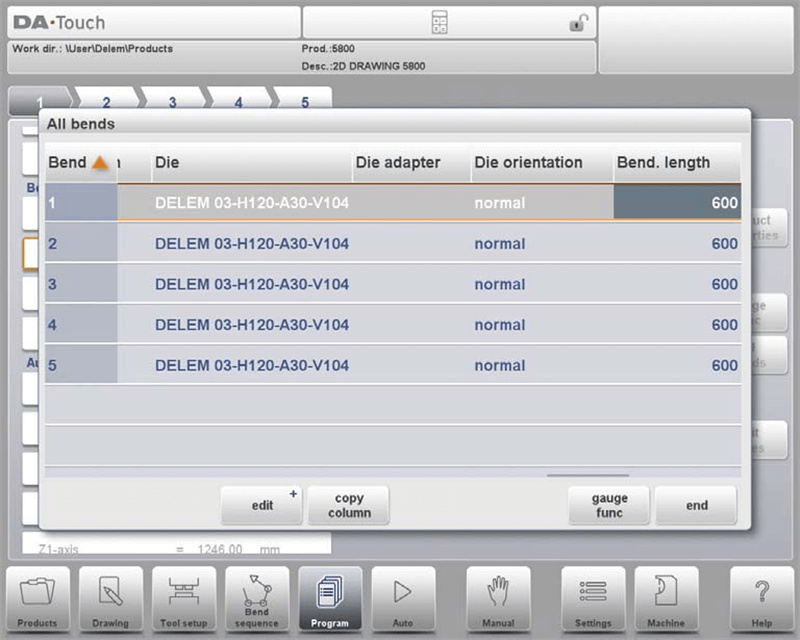
Konkrečūs lenkimai gali būti pasirinkti ekrane, pastatant paryškintą juostą ant to lenkimo, tada pasirinkus END. Iš šio ekrano galima redaguoti visą CNC programą naudojant DELEM DA-66T produkto programavimą. Visi lenkimo parametrai gali būti redaguojami lentelėje, o lenkimai gali būti keičiami, perkeliama, pridedami ir ištrinami. Galimi stulpeliai gali būti slankiojami piršto judesiu/braukimu.
Funkcijos:
Redaguoti: Keisti programą naudojant komandas, tokias kaip įterpti, ištrinti ir pažymėti lenkimą.
Kopijuoti stulpelį: Tai leidžia nukopijuoti dabar pasirinkto parametro reikšmę į visus kitus lenkimus.
Matavimo funkcija: Programuokite matavimo pozicijas, kaip anksčiau paaiškinta.
Paspaudus Redaguoti funkciją, laikinai atsiranda mygtukų juosta su papildomomis parinktimis:
Įterpti lenkimą: Prideda naują lenkimą, kopijuodamas esamą.
Pažymėti lenkimą: Paruošia lenkimą veiksmams, pvz., perkelti ar sukeisti.
Ištrinti lenkimą: Pašalina šiuo metu pasirinktą lenkimą.
Papildomos funkcijos, kai naudojama Pažymėti lenkimą:
Perkelti lenkimą: Pakeiskite lenkimų tvarką, pasirinkdami ir perkeliant juos sekos viduje.
Keisti lenkimus: Pakeiskite dviejų lenkimų pozicijas.
Atšaukti žymėjimą: Pašalinkite lenkimo žymėjimą, galutinai patvirtindami ar atšaukdami veiksmą.
CNC programų jungimas
Naudodami DELEM DA-66T produktų programavimą, naudokite parametrą „Connect“ (Jungti), kad sukurtumėte 3D produktus, iš eilės vykdydami lenkimo sekas. Programuokite dvi kryptis:
1. Sukurkite ir suprogramuokite lenkimo seką kiekvienai krypčiai.
2. Sujunkite programas, pasirinkdami sekas per produkto biblioteką ir naudodami parametrą „Connect“ (Jungti).
3. Jungdami daugiau programų, kiekviena automatiškai bus suderinta su kitą sekančia, grįždama prie pirmosios.
Norėdami gaminti naudodami sujungtas programas:
1. Pasirinkite pirmąją programą.
2. Įveskite automatinį režimą.
3. Nustatykite produkto kiekį naudodami „atsargos skaičiavimą“.
4. Paspauskite Pradėti, kad prasidėtų seka.
Baigus pirmąją programą, automatiškai prasideda kita, rodydama likusį skaičių.
Specialūs redagavimo pastabos
DELEM DA-66T produktų programavime specialiosios redagavimo pastabos yra svarbios derinant prie konkrečių darbo reikalavimų. Ši funkcija leidžia operatoriams įvesti papildomas instrukcijas arba pakeitimus, kurie gali pritaikyti lenkimo procesą unikaliems poreikiams. Tai užtikrina, kad bet koks konkretus detales arba problemos būtų pažymėtos ir išspręstos, suteikiant asmeninį požiūrį gamybos procesui ir stiprinant gilesnį supratimą apie įrangos galimybes.
DELEM DA-66T Produktų programavime, pakeitus programos duomenis, sistema automatiškai neapskaičiuoja šių parametrų:
1. Jėga
2. Dekompresija
3. Išlinkimo įrenginio nustatymas
4. Z ašies padėties poslinkis
5. X ašies padėties korekcija
Štai kaip veikia perkėlimas DELEM DA-66T produkto programavime:
Parametrai nuo 1 iki 4 automatiškai perkeliami tik tada, jei nustatymuose įjungta parinktis „Auto Computations Edit“.
5 parametras perkeliamas, kai nustatymuose aktyvuojama „Active Bend Allowance Table“. X ašies korekcijos gali būti atliekamos naudojant „Corr.X“ atskiriems lenkimams ir „G-corr.X“ visiems lenkimams aktyvioje programoje.
Išimtiniais atvejais, kai keičiamas parametras „Bend Method“, jėga ir dekompresija sureguliuojama automatiškai. Tai pabrėžia, kaip DELEM DA-66T produkto programavimas supaprastina operacijas ir padidina efektyvumą efektyviai tvarkant parametro perkėlimą.
Išvada
Apibendrinant, DELEM DA-66T produkto programavimas tiesiogiai padidina gamybos efektyvumą. Pagrindiniai privalumai apima intuityvią sąsają, pažangias programavimo funkcijas, realaus laiko diagnostiką ir sklandų integravimą su automatizuotomis sistemomis.
Norėdami sužinoti, kaip DELEM DA-66T gali optimizuoti jūsų veiklą, susisiekite su mūsų JUGAO komanda. Mes esame pasiruošę suteikti išsamų palaikymą ir atsakyti į jūsų specifinius klausimus. Norėdami gauti daugiau informacijos, taip pat kviečiame peržiūrėti mūsų papildomus techninius išteklius.

