















































Pagrindiniai DELEM DA-66S įrankių konfigūravimo žingsniai
Turinys
1. Įvadas
2. Pagrindiniai konfigūravimo veiksmai
2.1 Prieiga prie DELEM DA-66S įrankių konfigūravimo sąsajos
2.2 Įrankių nustatymo funkcijos aktyvinimas
2.3 Naujų įrankių pasirinkimas ir pridėjimas
3. Įrankių vietos ir ilgio parametrų nustatymas
3.1 Įrankių ilgio ir vietos pozicijos programavimas
3.2 Automatinio pasirinkimo funkcijos maksimalus naudojimas
4. Išplėstinis konfigūravimas ir įrankių segmentavimo valdymas
4.1 Įrankių segmentavimo valdymas
4.2 Įrankių stočių pasirinkimas ir perkėlimas
5. Dažniausiai užduodami klausimai (DUK)
6. Išvados
Tiksliai konfigūruojant DELEM DA-66S valdymo sistemos įrankius ir laikantis standartinių veiksmų, galima padidinti lenkimo presų eksploatacinę efektyvumą ir apdirbimo tikslumą. Ar keičiate esamą įrankių sąranką, ar sukuriate visiškai naują – kiekvienas konfigūravimo proceso žingsnis turi būti atliekamas labai tiksliai, kad būtų pasiekti optimalūs gamybos rezultatai.
Įrankių konfigūravimo pagrindas yra tikslus kalapų, matricų ir visų reikiamų adaptorių programavimas mašinoje. Pasinaudoję produktų biblioteka ir pasirinkę tinkamą įrankių sąrankos schemą, galėsite tiksliai sukonfigūruoti šiuos pagrindinius komponentus. Ši instrukcija palydės jus per visus būtinus DELEM DA-66S įrankių konfigūravimo žingsnius, supaprastins sąrankos darbo eigą ir padidins lenkimo preso bendrą eksploatacinę efektyvumą.
Įvadas

DELEM DA-66S yra pažangi skaitmeninio valdymo sistema, plačiai naudojama šiuolaikinėje gamyboje, ypač metalo apdirbimo pramonėje. Jos tikslus įrankių konfigūravimas yra pagrindinis garantas, kad lenktuvas pasiektų aukštą tikslumą lenkiant ir stabilią veikimą. Neteisinga konfigūracija ne tik paveiks detalių apdirbimo tikslumą, bet taip pat sumažins gamybos našumą ir net sukels nereikalingą įrenginio bei įrankių dėvėjimąsi. Todėl kiekvienam operatoriui būtina įvaldyti mokslinį konfigūravimo procesą.
1. Prieiga prie DELEM DA-66S įrankių konfigūravimo sąsajos
Norėdami redaguoti arba keisti įrankių parinktį tam tikram produktui, pirma turime rasti ir pasirinkti atitinkamą produktą iš sistemos produktų bibliotekos, tada pasiekti įrankių parinkties modulį, kad pradėtume tolesnį konfigūravimą. Tai yra pirmasis žingsnis į profesionalios įrankių konfigūravimo sąsajos įėjimui ir visų tolesnių operacijų pagrindas.
2. Įrankių parinkties funkcijos aktyvinimas
Įrankių konfigūracijos funkcijos aktyvavimas yra būtina sąlyga įrankių konfigūracijai atlikti DELEM DA-66S valdiklyje. Po aktyvavimo sistemos sąsaja rodo išsamią vaizdinę esamos įrankių konfigūracijos schemą, kuri yra būtina tiksliai programuoti skylučių, matricų, adaptorių ir kitų įrankių vietą.
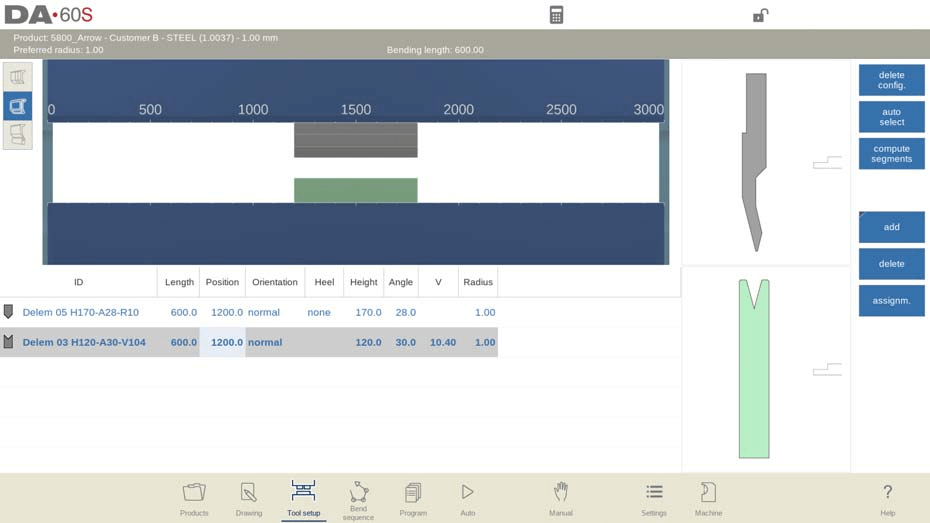
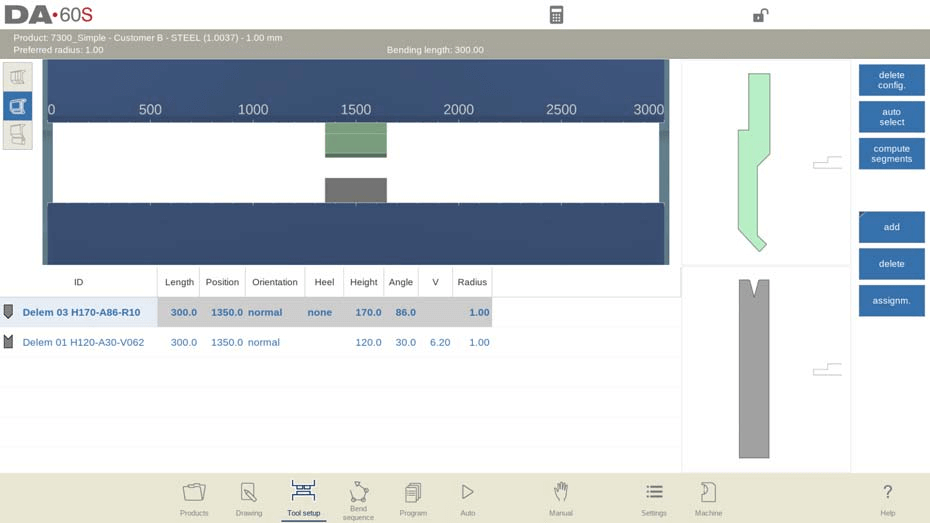
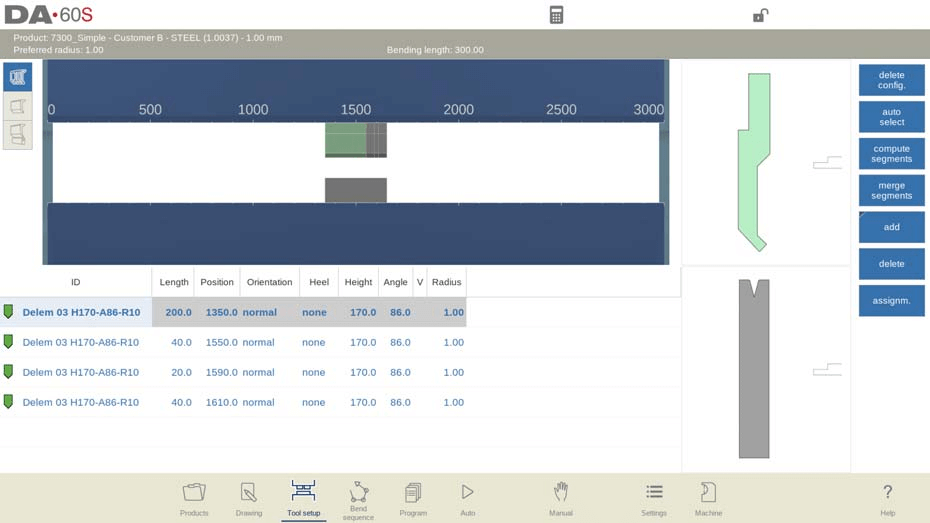
Po įrankių konfigūracijos funkcijos įjungimo ekrano viršutinė pusė rodo esamos konfigūracijos priekinį vaizdą, o apatinė – visų sukonfigūruotų įrankių išsamią informaciją. Būtent šioje integruotoje sąsajoje operatoriai gali programuoti įvairių įrankių vietą lenkimo presuose.
Priekinė mašinos vaizdo dalis rodo pagrindinius konstrukcinius elementus nuo viršaus iki apačios šia tvarka: preso skersinė, smigdymo įtaiso adapteris (jei iš anksto suprogramuotas), smigdymo įtaisas, matricos įtaisas, matricos įtaiso adapteris (jei iš anksto suprogramuotas) ir darbo stalas. Šie mašinos komponentai iš anksto parinkti sistemos „Mašina“ režime ir paprastai nereikalauja koregavimo kasdienėje konfigūracijoje. Ar adapteris gali būti suprogramuotas ir pridėtas į nustatymus, priklauso nuo tokių pat parametrų nustatymų tame pačiame „Mašina“ režime.
3 Naujų įrankių pasirinkimas ir pridėjimas
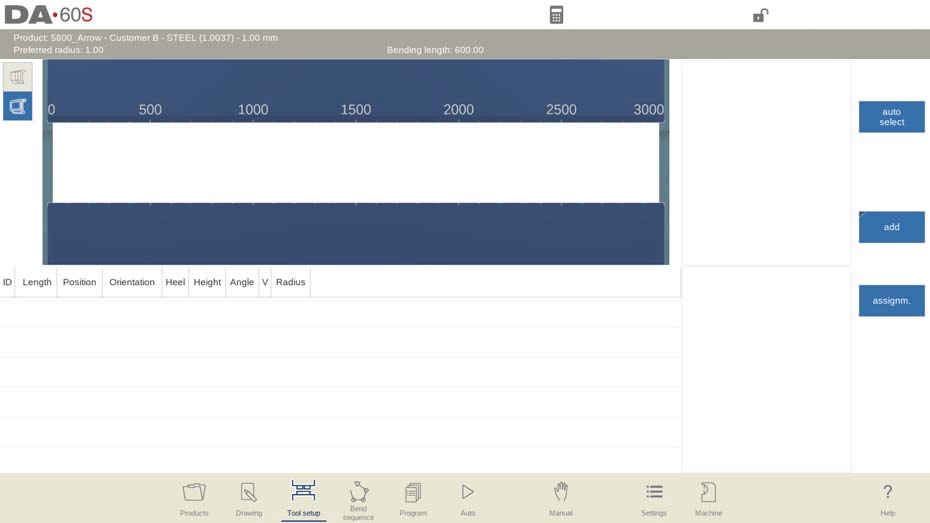
Kuriant naują įrankių konfigūracijos schemą, mašinos įrankių montavimo sritis numatytoji būsenoje yra tuščia. Operatoriams reikia rankiniu būdu pridėti reikiamus įrankius – tai gali būti smigdymo įtaisai, matricos įtaisai ar adapteriai (jei sistema leidžia naudoti adapterius). Po įrankio pridėjimo jis numatytoji būsenoje įmontuojamas į mašiną maksimaliu galimu ilgiu, o vėliau operatorius gali tiksliai parinkti ir valdyti įrankį, keisdami įrankio identifikacinį numerį (Tool ID) sąrašo rodinyje.
Konkretus veiksmų vykdymo procesas yra toks:
1. Įėjus į naujos įrankių konfigūracijos režimą, patvirtinkite, kad įrankių atvėrimas mašinoje yra tuščioje būsenoje;
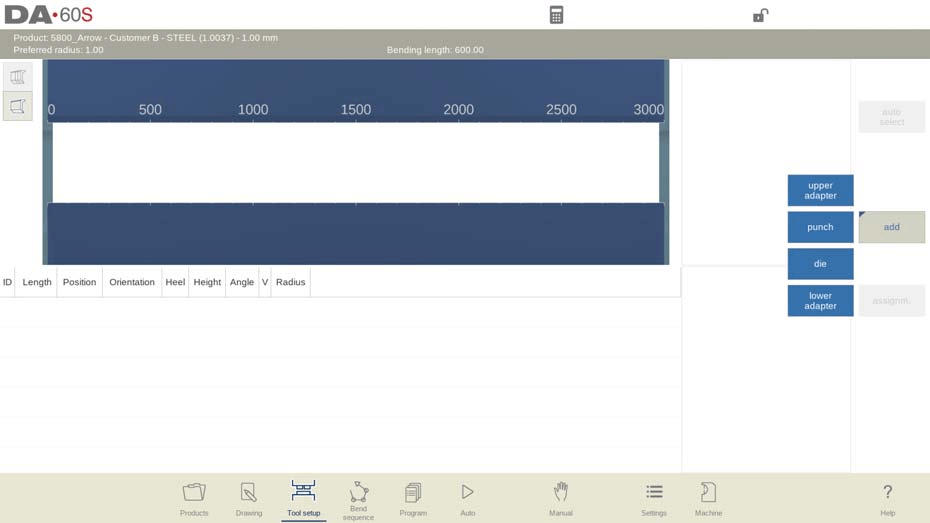
2. Spustelėkite mygtuką „Pridėti“, kad pasirinktumėte pridedamą įrankių tipą (skobtuvas, štampas arba aktyvuotas adapteris);
3. Pasirinkus įrankį (pvz., skobtuvą), sistema automatiškai įdės jį į mašinos nurodytą poziciją su maksimalia galima ilgio verte;
4. Pasirinkite sąsajos ekrane Skobtuvo ID ir spustelėkite „Sąrašo rodinys“, kad pakeistumėte įrankio unikalų ID, kuris vėliau bus naudojamas identifikavimui ir valdymui.
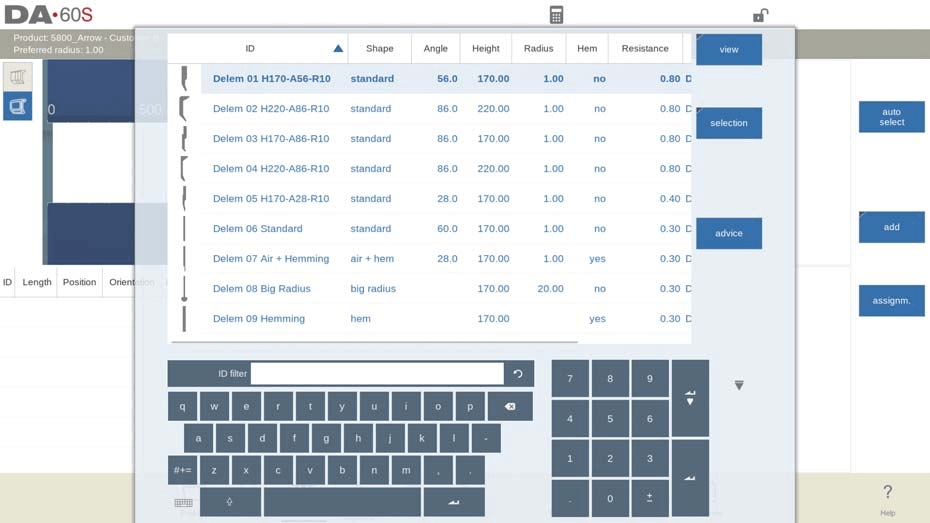
Sistemoje įdiegta protingoji įrankių ID filtravimo funkcija: kai įvedama tik dalis įrankių ID, valdymo sistema automatiškai parinks ir rodis įrankių sąrašą, kuriame bus įvesti simboliai, dėl ko žymiai pagreš įrankių pasirinkimo procesą.
Spustelėjus sąsajos mygtuką „Patarimas“, sistema atliks viso įrankių bibliotekos filtravimą ir rodyti ribotą tinkamų įrankių skaičių pagal nustatytus kriterijus, padedant operatoriams greitai pasirinkti geriausias parinktis. Filtravimo kriterijai yra šie:
• Gaminio spindulio atitikimas: pasirinkto įrankio apdorotas gaminys turi turėti spindulį, artimą nustatytam pageidaujamam spinduliui, o faktinis gautasis spindulys turi būti ne daugiau kaip ±50 % nuo pageidaujamo spindulio;
• Lenkimo jėgos atitikimas: apdorojimui reikalinga lenkimo jėga negali viršyti pasirinkto įrankio laikymo galios;
• Įrankio kampo pritaikymas: pasirinkto įrankio kampas turi būti mažesnis arba lygus produktui apdoroti reikiamam kampui;
• Lenkimo metodo atitikimas: pavyzdžiui, kai produktui reikia krašto suvyniojimo (hemming) lenkimo procesų, automatiškai rekomenduojami krašto suvyniojimo įrankiai.
Spustelėjus mygtuką „Rodyti viską“, ekranavimas bus atšauktas ir operatoriams bus rodomas visų įrankių bibliotekoje sąrašas, iš kurio jie gali pasirinkti.
3.1 Daugiau nei vienos V formos štampų pirminis pasirinkimas
Daugiau nei vienos V formos štampui (štampui su daugiau nei vienu V arba U formos įpjovimu) operatoriai gali pasirinkti konkrečią V/U įpjovą arba visą daugiau nei vienos V formos štampą (pažymėtą kaip V = *). Jei pasirenkama konkreči įpjova, sistema naudos šią įpjovą visam lenkimo sekos skaičiavimui; jei pasirenkamas visas daugiau nei vienos V formos štampas, valdymo sistema automatiškai pasirinks tą įpjovą, kuri leis gauti gaminių spindulį kuo arčiau iš anksto programuotos reikšmės.
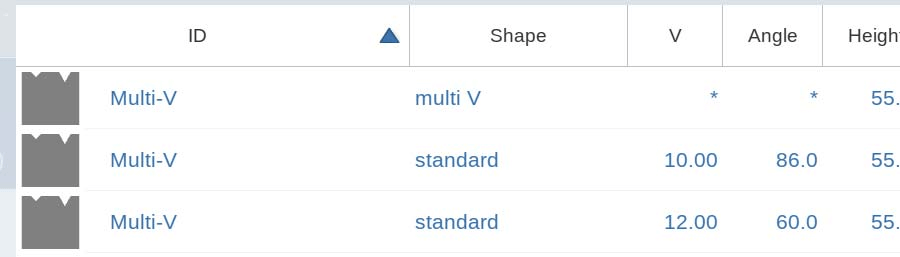
Jei sistema skaičiuodama lenkimo seką pasirenka kitą V/U įpjovą, ši naujai pasirinkta įpjova bus taikoma visiems tolesniems lenkimo procesams, kurie dar nebuvo įtraukti į pradinę seką.
3.2 Kintamosios V formos štampo pasirinkimas ir parametrų nustatymas
Pradinis Vario-V štampų (štampų su reguliuojamu V/U formos atvėrimu) pasirinkimas DELEM DA-66S valdymo sistemoje yra toks pat kaip ir įprastų štampų. Pasirinkus Vario-V štampą, jo V-reikšmė numatytuoju būdu nenusistato. Operatoriai gali tiesiogiai pradėti kurti lenkimo seką, o sistema automatiškai pasirinks tinkamiausią V-reikšmę remdamasi turimomis Vario-V štampo reguliavimo pozicijomis.

Jei operatorius iš anksto nustato konkrečią V-reikšmę, sistema naudos šią reikšmę visiems tolesniems lenkimo skaičiavimams. Diskrečiomis reguliavimo pozicijomis pasižyminčiams Vario-V štampams galima pasirinkti tik iš anksto nustatytas fiksuotas reikšmes; jei įvedama ne iš anksto nustatyta V-reikšmė, sistema automatiškai numatytuoju būdu pasirinks artimiausią turimą fiksuotą reikšmę.
Lankymo sekos veiksenoje operatoriai gali keisti daugiau nei vieno V įpjovimo štampų V atvėrimą arba Vario-V štampų V reikšmę naudodami sąsajos funkcijas „Keisti“ arba „Perkelti štampą“.
Įrankių vietos ir ilgio parametrų nustatymas
1 Programavimo įrankio ilgio ir vietos padėtis
Įrankių ilgio ir vietos padėties reguliavimas DELEM DA-66S yra paprastas ir intuityvus. Operatoriai gali pasirinkti norimą įrankį ir tiesiogiai įvesti naujas skaitines reikšmes ilgiui ir pozicijai arba vilkti įrankį vizualioje sąsajoje, kad pakeistų jo padėtį. Sistemos vilkimo funkcija optimizuota su greičio reguliavimo funkcija: kuo žemiau vilkiamas įrankis, tuo lėčiau jis juda, todėl galima pasiekti itin tikslų įrankių išdėstymą ir žymiai pagerinti konfigūracijos tikslumą.
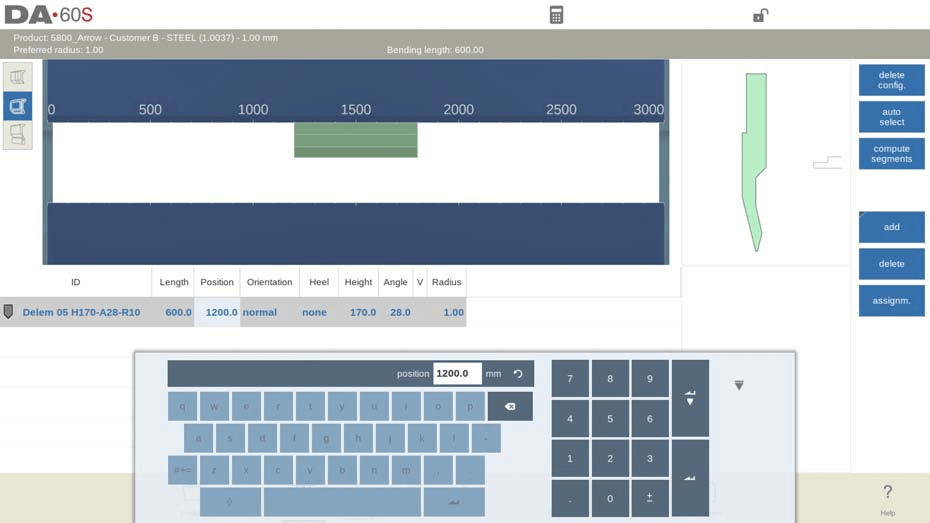
„Prisijungimo“ funkcija yra ryški ir būtina savybė tiksliai įrankių išdėstymo konfigūracijoje DELEM DA-66S. Temdant įrankius ar įrankių stotis sąsajos lange, „prisijungimo“ funkcija automatiškai sujungs tikslą su mašinos centru tiek vertikaliai, tiek horizontaliai. Kai įrankis perkeltas į „prisijungimo“ zoną, ekrane pasirodo raudona vedamoji linija, nurodanti optimalią paleidimo poziciją tiksliai išdėstymui – ši funkcija yra pagrindinis veiksnys, užtikrinantis įrankių tikslų išdėstymą ir vėlesnio apdirbimo stabilumą.
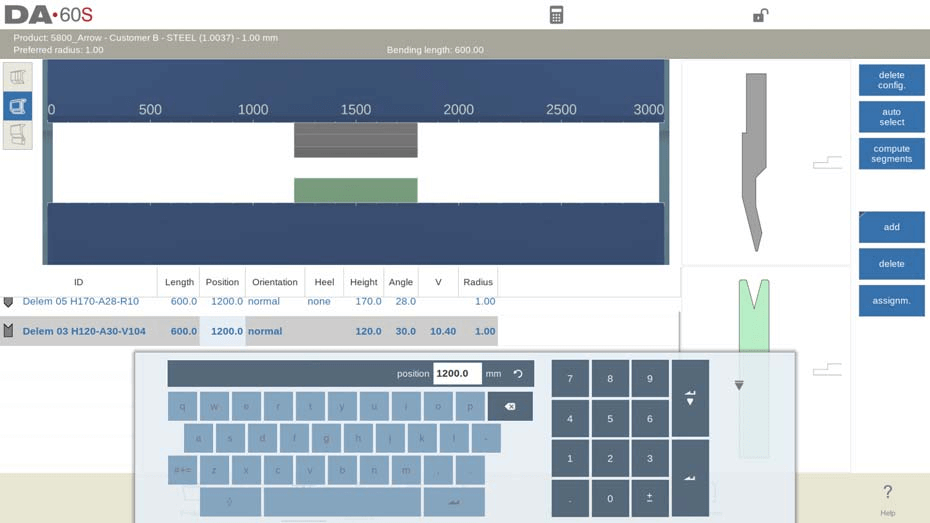
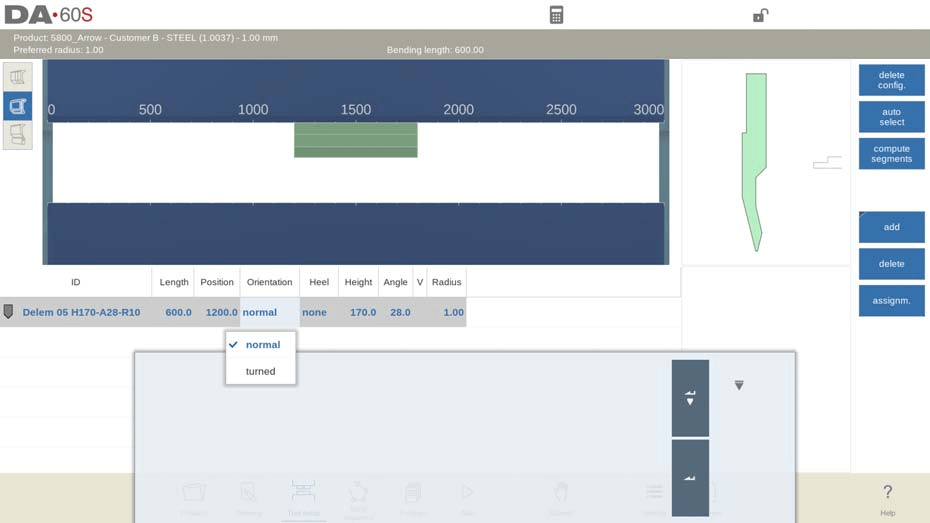
Be to, DELEM DA-66S sistema turi išmaniąją pritaikymo funkciją: įdėjus smigiklį, sistema automatiškai įdeda po juo atitinkamą matricą, o matricos ilgis ir padėtis visiškai atitinka smigiklį. Šioje pagrindu operatoriai gali atlikti asmeninį pritaikymą pagal gamybos poreikius, pavyzdžiui, pridėti ar pašalinti smigiklius ir matricas, perkelti įrankių pozicijas, reguliuoti įrankių ilgius, keisti įrankių orientacijos kampus arba modifikuoti papildomų elementų tipus. Šios lankstios reguliavimo funkcijos leidžia įrankių konfigūracijai prisitaikyti prie įvairių sudėtingų gamybos ir apdirbimo reikalavimų.
Šio žingsnio pagrindiniai valdymo mygtukai:
• Ištrinti konfigūraciją: išvalyti esamą visą įrankių konfigūracijos schemą ir pradėti naują konfigūraciją nuo nulio;
• Pridėti: pridėti naują įrankį prie dabartinės konfigūracijos; spustelėkite, kad pasirinktumėte įrankio tipą (viršutinis adapteris (jei įgalintas), smigiklis, matrica, apatinis adapteris (jei įgalintas));
• Ištrinti: pašalinti šiuo metu pasirinktą vieną įrankį iš konfigūracijos.
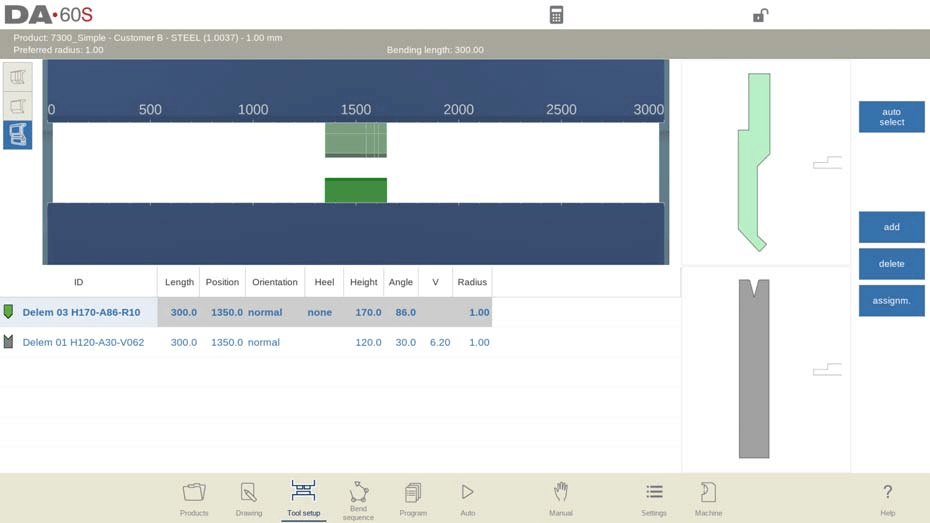
2. Kaip maksimaliai pasinaudoti „Auto select“ funkcija
„Auto select“ funkcija prieinama pagrindiniame įrankių konfigūracijos interfeise ir skirta padėti operatoriams greitai pasirinkti tinkamiausią skylės ir matricos kombinaciją iš anksto suprogramuotam lenkimo procesui, remiantis gaminio maksimaliu lenkimo linijos dydžiu.
Sistema automatiškai iš įrankių bibliotekos pasirinks ir pritaikys optimalų įrankių rinkinį vienam lenkimo procesui, siekdama pasiekti kuo tobulesnį gaminio spindulį. Reikia pažymėti, kad ši funkcija pritaiko įrankius tik vienam lenkimo žingsniui ir nesugeneruoja viso gamybos proceso įrankių sąrankos schemos – nes lenkimo seka yra pagrindinis visos sąrankos apribojimas ir ją operatoriams reikia suformuoti rankiniu būdu. Aktyvavus „Automatinio pasirinkimo“ funkciją sistema automatiškai pakeis esamą įrankių sąranką nauju optimaliu įrankių deriniu.
Išplėstinė konfigūracija ir įrankių segmentavimo valdymas
1. Įrankių segmentavimo valdymas
Segmentuotiems įrankiams DELEM DA-66S sistema gali automatiškai apskaičiuoti optimalų segmentavimo schemą remdamasi iš anksto nustatytais segmento ilgio parametrais, užtikrindama, kad segmentuoti įrankiai būtų visiškai pritaikyti lenkimo staklių konstrukciniams apribojimams ir veiksmingai padidintų lenkimo proceso našumą.
Šios sistemos palaikymas segmentuotų įrankių konfigūracijai suteikia gamybai didelės lankstumo ir tikslumo: operatoriai gali sujungti reikiamų dydžių įrankius racionaliai segmentuodami juos, kas ypač praktiška susidūrus su įvairiais įrankių reikalavimais skirtingiems darbams ir daro įrankių konfigūraciją tikslingesnę bei efektyvesnę.
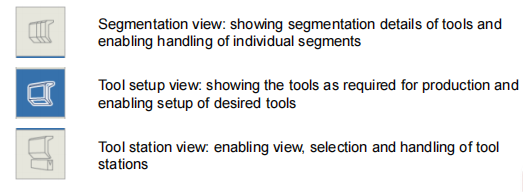
DELEM DA-66S įrankių nustatymo sąsaja turi tris skirtingus rodymo režimus, kiekvienas iš jų suteikia unikalų operacinį požiūrį, padedant operatoriams atlikti įrankių nustatymą ir segmentavimo valdymą. Šiuos rodymo režimus galima perjungti spustelėjus pasirinkimo mygtukus mašinos priekinio vaizdo kairėje pusėje, todėl segmentuotų įrankių valdymas tampa paprastas ir intuityvus.
1.1 Pagrindinės operacijos atskirų įrankių segmentavimui
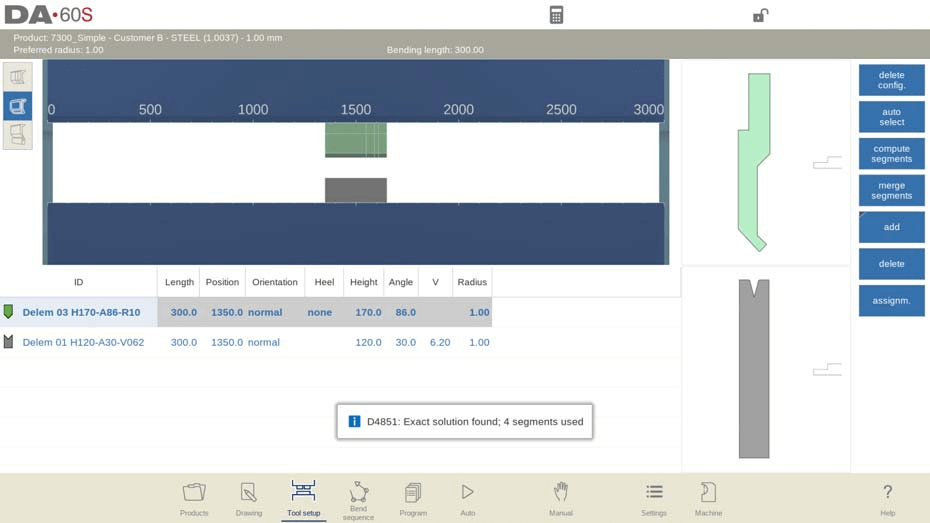
• Lenkimo sekos apskaičiavimas: baigus pagrindinį įrankių nustatymą, perjunkite į lenkimo sekos režimą, ir sistema automatiškai apskaičiuos efektyviausią lenkimo seką sukonfigūruotiems įrankiams, taip žymiai supaprastindama visą gamybos procesą;
• Rankinis įrankių segmentavimas: jei numatytasis įrankio ilgis neatitinka apdorojimo poreikių, operatoriai gali rankiniu būdu segmentuoti įrankius, kad juos pritaikytų tiksliai reikiamam ilgiui, dar labiau padidindami konfigūracijos lankstumą;
• Automatinis segmentavimo skaičiavimas: sistemos įmontuotoji segmentavimo funkcija gali automatiškai nustatyti optimalų segmentavimo schemą pagal faktines gamybos parametrus. Skaičiavimui naudojami pagrindiniai parametrai, tokie kaip „didžiausias tarp įrankių atstumas“ ir pasirinktinis „įrankio ilgio nuokrypis“, todėl segmentavimas tampa moksliškesnis, o valdymas – patogesnis vartotojui.
Operatoriams, kuriems reikia išsamios įrankių segmentavimo pritaikymo, DELEM DA-66S palaiko tiesioginį segmento parametrų programavimą „Machine“ (mašinos) režime. Šiame režime operatoriai gali keisti kalapų ir matricų segmento parametrus įrankių bibliotekoje, kad įrankių paruošimas visiškai atitiktų specialių gamybos procesų tikslų reikalavimus. Įrankių bibliotekos segmento programavimo metodo įvaldymas yra raktas, leidžiantis pilnai panaudoti DELEM DA-66S įrankių konfigūravimo funkcijų potencialą.
1.2 Įrankių rodinys: priskyrimo parametro nustatymas
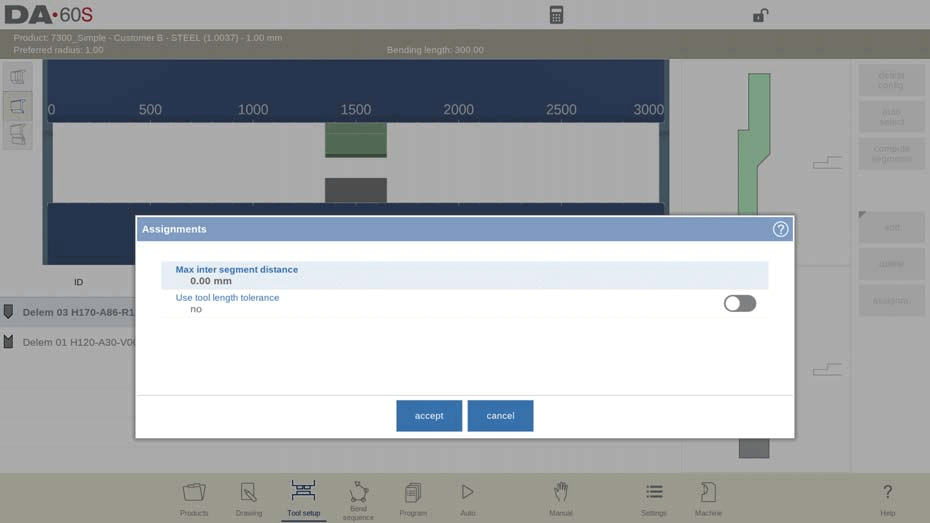
Spustelėkite sąsajos mygtuką „Priskyrimai“, kad peržiūrėtumėte ir nustatytumėte pagrindinius parametrus, naudojamus segmentavimo skaičiavimui. Konfigūruojami priskyrimo parametrai apima:
• Didžiausias atstumas tarp segmentų: nustatykite maksimalų leistiną atstumą tarp gretimų įrankio segmentų;
• Naudoti įrankio ilgio nuokrypio ribą: įjunkite arba išjunkite nuokrypio parametrą, kad valdytumėte leistiną nuokrypių diapazoną įrankio segmentavimo metu.
1.3 Segmentavimo rodinys: segmentų koregavimas ir valdymas
Perjungus į segmentavimo rodinį, sąsaja grafinėje ir sąrašo formoje rodo įrankių segmentų informaciją; rodoma tik šiuo metu pasirinkto įrankio segmentų informacija. Operatoriai gali vilkti ir keisti atskirų segmentų padėtį bei dydį grafinėje sąsajoje, o sąraše aiškiai pateikiama visų esamo įrankio segmentų sudėtis ir parametrų detalės.
Turėtų būti pažymėta, kad koreguojant segmentus Segmentavimo peržiūroje sistema neatsižvelgs į faktinį segmentų likutį sandėlyje; suderintos schemos ir faktinio likučio atitiktis gali būti patikrinta pakartotinai vykdant segmentavimo skaičiavimą. Be to, keičiant įrankio ilgį ar įrankio tipą esama segmentavimo schema bus išvalyta, todėl operatoriui reikės iš naujo sugeneruoti segmentavimo parametrus.
1.4 Segmento parametrų nustatymas įrankių bibliotekoje
Kad sistema galėtų naudoti segmentuotų įrankių funkciją ir apskaičiuotų segmentavimo schemą remdamasi faktiškai prieinamais segmentais, operatoriams pirma reikia užpildyti segmentų bibliotekos informaciją. Šią operaciją galima atlikti įrankių programavimo modulyje, kuris yra įrankių savybių nustatymuose (kaltymo ir štampavimo įrankių) mašinos režime.
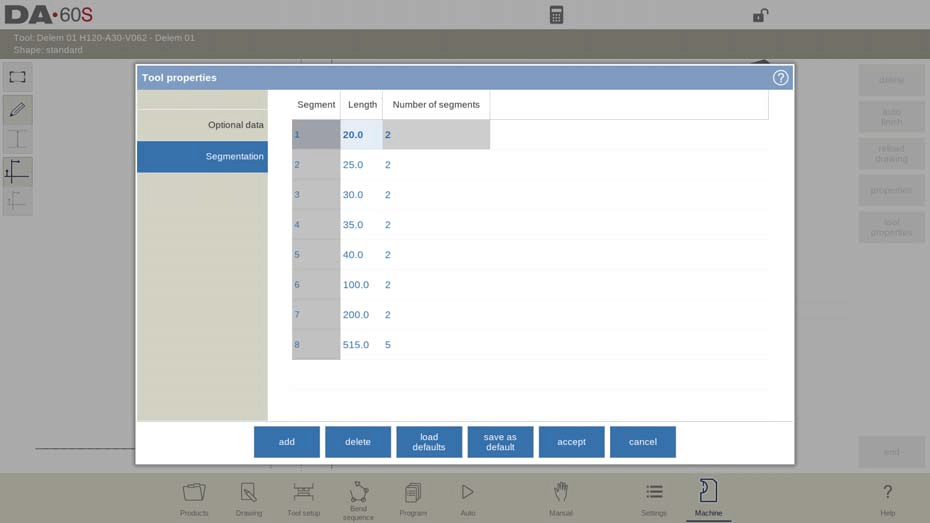
Kiekvieno įrankio savybių nustatymuose perjunkite į segmentavimo skirtuką, kur operatoriai gali programuoti ir nustatyti segmento ilgį, pasirinktiną kulno formą bei įrankiui prieinamą segmentų kiekį, taip sukuriant sistemai automatinio segmentavimo skaičiavimų pagrindą.
2. Įrankių stoties pasirinkimas ir perkėlimas
Stoties rodinio naudojimo įvaldymas yra svarbi išplėstinės įrankių konfigūracijos dalis DELEM DA-66S valdiklyje, kuri daugiausia naudojama visų įrankių stočių bendram valdymui; jos pagrindinės funkcijos ir valdymo ypatybės yra tokios:
1. Paryškinimas ir perkėlimas: Stoties rodinyje visa įrankių stotis rodoma kaip vienetas, kurį galima paryškinti, kad operatoriai greitai ją pasirinktų. Įrankių stoties perkėlimas gali būti atliekamas dviem būdais: tiesiogiai programuojant naują koordinačių poziciją arba vilkant stotį į tikslinę poziciją vizualioje sąsajoje, kas žymiai padidina bendros įrankių konfigūracijos lankstumą;
2. Automatinis įrankių stoties apibrėžimas: Sistema automatiškai atpažins ir apibrėš įrankių stotį, kai bus susiklojimo sritis tarp smūgio įrankio ir štampavimo matricos. Šis susiklojimas gali būti tikslus lygiavimo padėties sutapimas arba šiek tiek pasislinkusi padėtis – abi situacijos bus pripažintos kaip galimos įrankių stotys. Netgi speciali konfigūracija, kurioje du smūgio įrankiai atitinka vieną štampavimo matricą, taip pat gali būti apibrėžta kaip įrankių stotis, kas ypač naudinga lankymo procesams su erdvinėmis apribojimomis;
3. Įrankių stočių valdymas: Stoties peržiūros lange operatoriai gali kopijuoti esamą įrankių stotį naudodami mygtuką „pridėti“ arba ištrinti nereikalingą stotį naudodami mygtuką „ištrinti“. Svarbiausia šios peržiūros funkcija ta, kad ji valdo įrankių stotį kaip visumą ir nekeičia atskirų įrankių stotyje esančių detalių parametrų, todėl bendrojo nustatymo koregavimas tampa efektyvesnis, nepaveikiant tikslaus atskiro įrankio konfigūravimo.
Dažnai užduodami klausimai
Klausimas 1: Kaip realizuoti efektyvią įrankių parinktį DELEM DA-66S įrankių konfigūracijoje?
Atsakymas 1: Norėdami maksimaliai padidinti įrankių parinkties efektyvumą, pirmiausia perjunkite į lenkimo sekos (Bend Sequence) režimą, kad sistema apskaičiuotų efektyviausią lenkimo seką konkrečiai gamybos užduočiai. Toliau naudokite sistemos įrankių segmentavimo funkciją, kad pritaikytumėte įrankių segmentus ir sukurtumėte tikslų įrankio ilgį, reikalingą apdorojimui. Šių dviejų funkcijų derinys leidžia žymiai sutrumpinti paruošimo laiką ir pagerinti konfigūravimo efektyvumą.
Klausimas 2: Kaip apibrėžti įrankių stotis DELEM DA-66S įrankių konfigūracijoje?
Atsakymas 2: DELEM DA-66S sistemoje įrankių stotis automatiškai apibrėžiama, kai yra susiklojimo sritis tarp kalapo ir matricos. Ši apibrėžtis apima tiek tikslų susiklojimo pozicijų, tiek poslinkio susiklojimo pozicijų nustatymą, todėl ji veiksmingai prisitaiko prie sudėtingų lenkimo procesų ir įvairių įrankių konfigūracijų apdorojimo poreikių.
Klausimas 3: Ar galima keisti atskiro įrankio išsamiuosius parametrus Stoties rodinyje konfigūruojant?
Atsakymas 3: Ne. Stoties rodinys naudojamas tik įrankių stočių bendram valdymui ir palaiko tokias operacijas kaip stočių kopijavimas, trynimas bei perkėlimas į kitą vietą, tačiau jame negalima keisti atskirų įrankių išsamiųjų parametrų. Ši projektavimo sprendžiamoji priemonė užtikrina, kad bendrosios įrankių stočių koreguotės neįtakotų atskiro įrankio tikslaus sukonfigūravimo.
Išvada
Tikslus CNC įrankių konfigūravimas DELEM DA-66S yra pagrindinis garantas, užtikrinantis preso lenktuvo aukštą tikslumą ir efektyvumą. Griežtai laikantis aukščiau nurodytų pagrindinių konfigūravimo žingsnių galima užtikrinti, kad įrankių parinkimas visiškai atitiktų konkrečius gaminio apdirbimo reikalavimus, taip veiksmingai pagerinant apdirbimo tikslumą ir gamybos našumą. Kasdienėje gamyboje operatoriams reikia reguliariai peržiūrėti ir koreguoti įrankių konfigūravimo parametrus, remiantis faktinėmis apdirbimo sąlygomis ir detalių reikalavimais, kad būtų išlaikytas preso lenktuvo optimalus darbo režimas.
Giliausiems profesionaliems įžvalgams ir techninei pagalbai, susijusiai su DELEM DA-66S įrankių konfigūravimu, kreipkitės į JUGAO profesionalios techninės komandos narius. Mes pasiryžę suteikti išsamų palaikymą jūsų įrenginio konfigūravimui ir kasdieniam naudojimui, užtikrindami jūsų viso gamybos proceso sklandų vykdymą.

