















































CYBELEC CybTouch 12 įrankių valdymo ekspertų patarimai
Turinys
• Įvadas
• Kaladėlių konfigūracija
• Kaladėlių kūrimo ir modifikavimo žingsnis po žingsnio
• Šablonų konfigūracija
• Šablonų kūrimo ir modifikavimo žingsnis po žingsnio
• Standartinės įrankių pavadinimų taisyklės
○ Kaladėlių pavadinimų taisyklės
○ Šablonų pavadinimų taisyklės
• Atbulinio matavimo įtaiso valdymas ir sauga
• Dažniausiai užduodami klausimai (DUK)
○ Kaip optimizuoti CYBELEC CybTouch 12 įrankių valdymo našumą?
○ Ką daryti, jei sistema nepažįsta įrankio?
○ Ar įrankių nustatymus galima pritaikyti sistemoje?
• Išvados
Efektyvus įrankių valdymas yra svarbiausias CNC apdirbimo operacijų supaprastinimo pagrindas, o šios funkcijos įvaldymas CYBELEC CybTouch 12 sistemoje yra esminis metalo apdirbimo tikslumo ir našumo didinimui. Šiame vadove pateikiamos praktinės, taikomos strategijos įrankių valdymui CybTouch 12 platformoje, kurios pritaikytos tiek naujiems vartotojams, susipažįstantiems su sistema, tiek patyrusiems operatoriams, norintiems tobulinti savo darbo eigą. Sekdami šiuos nurodymus, išnaudosite visą sistemos įrankių valdymo galimybių potencialą ir sumažinsite klaidas savo lenkimo procesuose.
Įvadas
CYBELEC CybTouch 12 įrankių valdymo modulis leidžia vartotojams kurti ir konfigūruoti staklių įrankius – tai būtinas žingsnis tiksliai lenkimo skaičiavimui ir vykdymui. Pasirinkę ir sukonfigūravę tinkamą kalapą ir matricą, operatoriai turi įvesti pageidaujamą lenkimo kampą ir kraštinės ilgį (L). Tada CybTouch 12 sistema automatiškai apskaičiuos tikslų X ir Y ašių pozicijas, reikalingas lenkimui, užtikrindama nuolatinę tikslumą kiekvienoje apdirbimo operacijoje.
Kalapo konfigūravimas
Pagrindinės pasirinkimo instrukcijos
Norėdami pasirinkti iš anksto sukonfigūruotą kalapą, naršykite sistemos kalapų bibliotekoje naudodami rodyklių mygtukus sąsajoje, tada grįžkite į skaitinį lenkimo puslapį, kad taikytumėte pasirinkimą.
Žingsnis po žingsnio kalapo kūrimas ir redagavimas
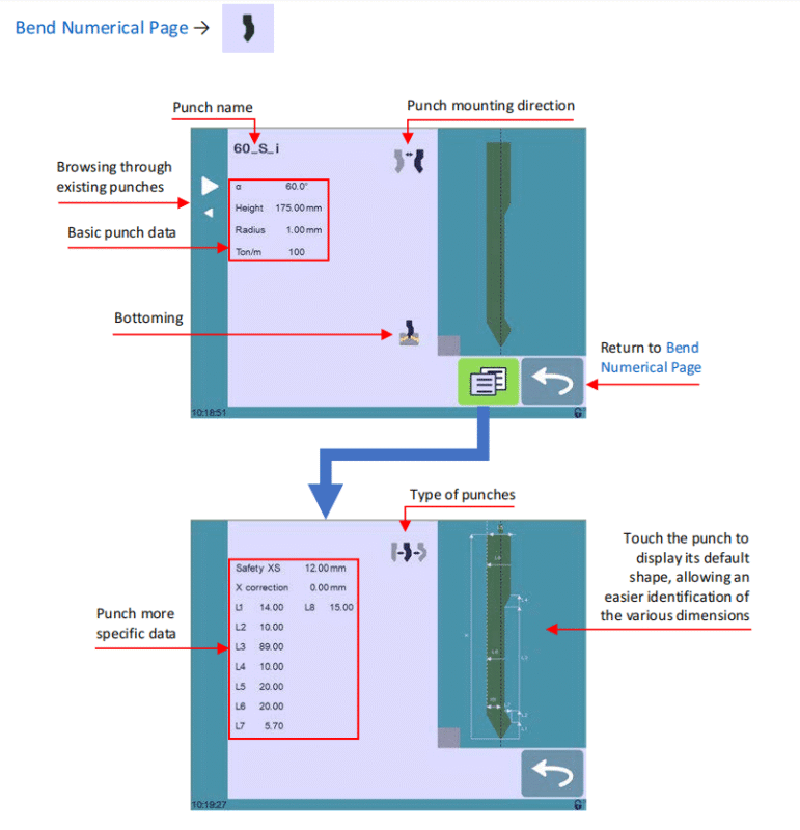
Jei sistemoje dar nebuvo sukurtas joks įrankis, įrankio laukas kaip numatytasis žymėjimas rodys „???“. Esamoms įrankių bibliotekoms sistema automatiškai pasirinks paskutinį naudotą įrankį (pvz., 60_S_i); atkreipkite dėmesį, kad bet kokie atlikti pakeitimai nepakeis pradinio įrankio, nes redaguoti nustatymai yra išsaugomi naujuose, vartotojo sukurtuose pavadinimuose. Sekite šiuos 13 žingsnių, kad sukurtumėte arba modifikuotumėte įrankį:
1. Palieskite įrankio piktogramą, kad atidarytumėte įrankio detalių konfigūracijos sąsają.
2. Įveskite naujo įrankio pagrindinius fizinio parametrus: įrankio kampą (α), aukštį, spindulį ir tonas per metrą (ton/m).
3. Naudokite įrankio montavimo krypties mygtuką, kad apverstumėte įrankį, jei apdirbimo įrenginys to reikalauja.
4. Pasirinkite „Bottoming“ (įgriovimo operacijoms) piktogramą, kad pažymėtumėte įrankį kaip nusidėvėjimui atsparų įrankį įgriovimo operacijoms.
5. Palieskite meniu mygtuką, kad pasiektumėte „Daugiau“ puslapį su išplėstiniais parametrais.
6. Naudokite įrankių rūšies piktogramą, kad pasirinktumėte įrankio konstrukcinę rūšį: tiesiąją, įprastąją arba žąsies kaklo formos.
7. Norėdami įvesti išsamiuosius matmeninius reikšmių (L1–Lx), naudokite ekrano dešinėje pusėje esantį grafinį įrankio vaizdą. Palietę grafiką, įkelsite įrankio numatytąjį matmenų išdėstymą, kuris supaprastins kiekvieno parametro nustatymą ir įvedimą.
Matmenų L1–Lx standartai yra tokie patys kaip PC 1200, DNC 880S ir ModEva sistemose. Norėdami naudoti įrankius kryžminėse sistemose, eksportuokite parametrų sąrašus iš PC1200 ir naudokite juos programuodami CybTouch 12 – dėl nuoseklumo rekomenduojame visose sistemose vienodus įrankius vadinti vienodais pavadinimais.
8. Įveskite svarbias saugos ir kalibravimo reikšmes:
○ Saugus atstumas XS: saugus atstumas tarp smigiklio ir atgalinio matuoklio X ašies kryptimi.
○ X pataisa: kalibravimo reikšmė, skirta kompensuoti bet kokį smigiklio nelygiagretumą.
9. Grįžkite į ankstesnį konfigūravimo puslapį (norėdami išsaugoti bet kokį įrankio konfigūravimą sistemoje, reikia lygio 2 prieigos slaptažodžio).

10. Palieskite dabartinį smigiklio pavadinimą (pvz., 60_S_i), kad pradėtumėte išsaugojimo procesą.
11. Pasirinkite „Išsaugoti skverbiklį“, kad pakeistumėte esamus įrankio parametrus, arba „Išsaugoti skverbiklį kaip“, kad išsaugotumėte modifikuotą / naują skverbiklį unikaliu pavadinimu.
12. Naudokite sistemos alfanumerinį klaviatūros skydelį, kad įvestumėte naują skverbiklio pavadinimą, laikydamiesi toliau nurodytų standartizuotų pavadinimų taisyklių.
13. Palieskite
grįžimo mygtuką, kad grįžtumėte į pagrindinį programos puslapį; naujai išsaugotas skverbiklis bus iš anksto pasirinktas ir paruoštas nedelsiant naudoti apdirbimo operacijose.
Matricos konfigūracija
Pagrindinės pasirinkimo instrukcijos
Matricos pasirinkimas vyksta taip pat kaip ir skverbiklio pasirinkimas: naršykite sistemos iš anksto įrašytą matricų biblioteką naudodami rodyklių mygtukus, tada grįžkite į lenkimo skaitmeninį puslapį, kad patvirtintumėte pasirinkimą.
Žingsnis po žingsnio matricos kūrimas ir modifikavimas
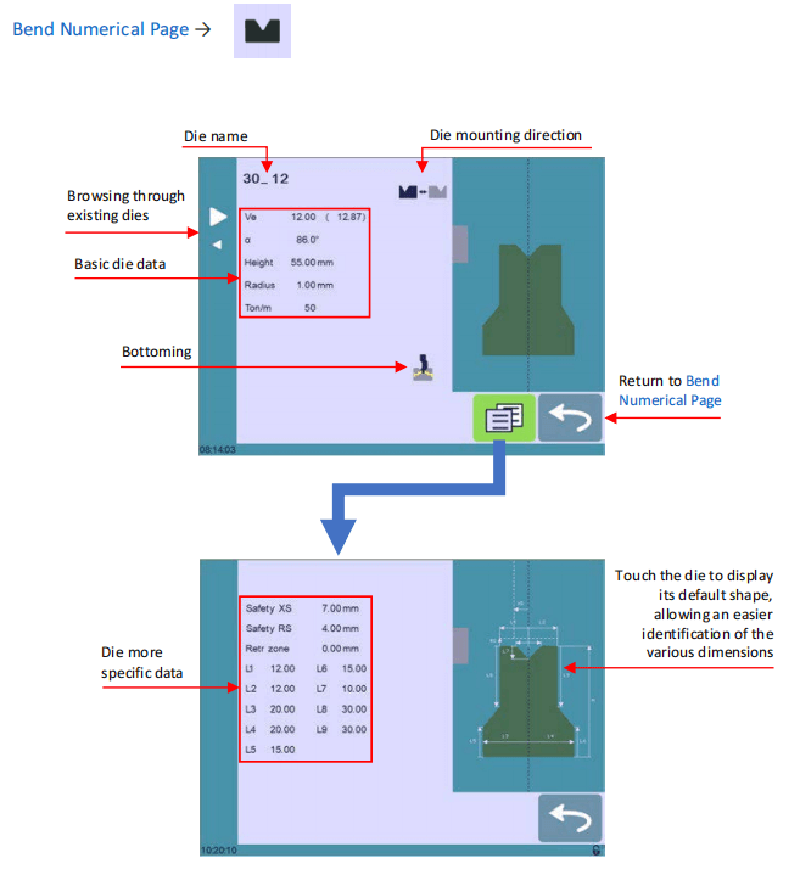
Jei sistemoje nėra sukonfigūruoto štampo, štampo laukas rodytų "???"; esamoms štampų bibliotekoms sistema įkels paskutinį naudotą štampą (pvz., 30_12). Esamo štampo modifikavimas nekeičia originalių parametrų, nes visos pakeistos reikšmės išsaugomos nauju pavadinimu. Norėdami sukurti arba modifikuoti štampą, atlikite šiuos 12 žingsnių:
1. Palieskite štampo piktogramą, kad atidarytumėte štampo detalių konfigūracijos sąsają.
2. Įveskite naujo štampo pagrindinius fizinio parametrus: štampo plotį (Ve), kampą (α), aukštį, spindulį ir tonas per metrą (Ton/m).
3. Naudokite štampo montavimo krypties mygtuką, kad, jei reikia, apverstumėte štampą mašininio apdirbimo sąrankoje.
4. Pasirinkite „Bottoming“ piktogramą, kad štampą klasifikuotumėte kaip dėvėjimui atsparų įrankį, skirtą įgriovimo procesams.
5. Palieskite MENU mygtuką, kad atidarytumėte papildomų matmenų ir saugos nustatymų puslapį.
6. Norėdami įvesti išsamiuosius matmenis (L1–Lx), naudokite ekrano dešinėje esantį grafinį štampo vaizdą. Palietę grafiką, pamatysite štampo numatytąjį matmenų išdėstymą, todėl bus lengviau įvesti tikslų reikšmes.
Kaip ir kalapai, štampų L1–Lx matmenys atitinka PC 1200, DNC 880S ir ModEva sistemų standartus. Kad būtų užtikrinta įrankių suderinamumas tarp sistemų, eksportuokite štampų parametrus iš PC1200 ir naudokite juos programuojant CybTouch 12, o identiškiems štampams visose sistemose naudokite tuos pačius pavadinimus.
7. Įveskite išplėstines saugos ir eksploatacijos reikšmes:
○ Saugus atstumas XS: Saugus atstumas tarp štampo ir atgalinio matavimo įtaiso X ašies kryptimi.
○ Saugus atstumas RS: Saugus atstumas tarp štampo ir atgalinio matavimo įtaiso R ašies kryptimi.
○ Atitraukimo zona: Numatytoji štampo atitraukimo zona veikimo metu.
8. Grįžkite į ankstesnį konfigūravimo puslapį (štampų konfigūracijoms išsaugoti būtina įvesti 2 lygio slaptažodį).
9. Palieskite dabartinį štampo pavadinimą (pvz., 30_12), kad pradėtumėte išsaugojimo procedūrą.
10. Pasirinkite „Išsaugoti šabloną“, kad pakeistumėte originalius šablono parametrus, arba „Išsaugoti šabloną kaip“, kad naują / modifikuotą šabloną išsaugotumėte su pasirinktiniu pavadinimu.
11. Naudokite alfanumerinį klaviatūros klavišų rinkinį, kad įvestumėte naują šablono pavadinimą, laikydamiesi sistemos standartizuotų pavadinimų taisyklių.
12. Palieskite
grįžimo mygtuką, kad grįžtumėte į pagrindinį programos puslapį; naujai išsaugotas šablonas bus iš anksto pasirinktas ir paruoštas nedelsiant naudoti.
Standartinės įrankių pavadinimų taisyklės
Nuoseklių smaigalių ir šablonų pavadinimų taisyklių taikymas yra būtinas efektyviam įrankių valdymui CYBELEC CybTouch 12 sistemoje. Aiškus ir vienodas pavadinimų sistema leidžia greitai ir tiksliai identifikuoti kiekvieną bibliotekoje esantį įrankį, o komandos gali nustatyti papildomas pritaikytas taisykles, grindžiamas jų konkrečiomis gamybos poreikiais, kad dar labiau padidintų organizacinę veiksmingumą ir sumažintų įrankių pasirinkimo klaidas.
Smaigalių pavadinimų taisyklės
Smaigalių pavadinimai turėtų būti sudaryti iš trijų nuoseklių dalių: smaigalio kampas → smaigalio tipas → apvertimo būsena.

Smaigalių tipų santrumpos:
• N = Įprastinis
• S = tiesus
• G = žąsies kaklo formos
Atpirkimo santrumpa:
• i = atvirkštinis (neįrašyti, jei kalta yra numatytoje neatsuktoje padėtyje)
Pavyzdžiai: 90_N_i, 60_G, 30_S
Štampų pavadinimo taisyklės
Štampų pavadinimas taip pat laikosi panašaus struktūruoto formato kaip ir kalta: štampo plotis (Ve matmuo) → štampo kampas → atvirkštinės padėties statusas. Štampams taip pat naudokite tą pačią atvirkštinės padėties santrumpą (i = atvirkštinis), o jei štampas yra numatytojoje montavimo padėtyje – santrumpą neįrašykite.
Pavyzdžiai: 12_86_i, 16_86, 20_30
Užpakalinio matuoklio valdymas ir saugos reikalavimai
Užpakalinio matuoklio ciklo funkcija yra būtina savybė saugiam ir efektyviam įrankių valdymui CYBELEC CybTouch 12 valdymo sistemoje, specialiai sukurtame užpakalinio matuoklio regulavimui. Ši funkcija visiškai perstumia užpakalinį matuoklį į priekį, leisdama operatoriams atlikti būtinus kalibravimus ir reguliavimus, nekeliant rankų ar rankų į priekinę mašinos įrankių zoną – taip pašalinamas vienas iš pagrindinių saugos pavojų apdirbant detalės.
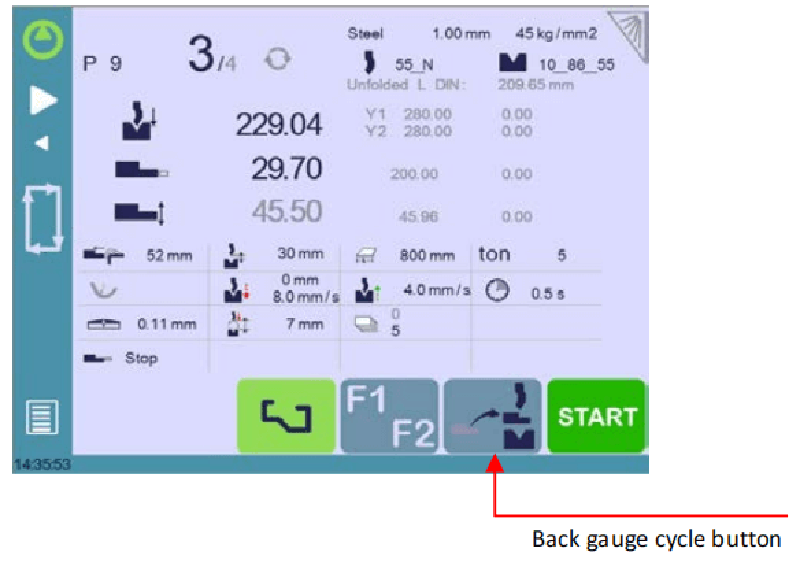
Svarbus pastabos: Atgalinio matavimo ciklo funkcijos matomumas ir prieinamumas priklauso nuo įrenginio dabartinės konfigūracijos ir indeksavimo būsenos, todėl ji gali būti nepasiekiama visuose veikimo režimuose.
Žingsnis po žingsnio: atgalinio matavimo ciklo valdymas
1. Įsitikinkite, kad įrenginys tinkamai suindeksuotas; jei indeksavimas nebaigtas, atgalinio matavimo ciklo mygtukas bus išblukęs ir nepasiekiamas.
2. Norėdami aktyvuoti šią funkciją, paspauskite ir laikykite atgalinio matavimo ciklo mygtuką ilgiau nei 2 sekundes.
3. Atgaliniai matavimo įtaisai pajudės į pilną priekinę padėtį tarp kalapo ir štampavimo įrankio. Jei įrenginio skersinys nėra viršutinėje mirčių padėtyje (TDC), jis pirmiausia visiškai pakils aukštyn, o tik po to pradės judėti atgaliniai matavimo įtaisai.
4. Atlikę visus atgalinio matavimo reguliavimus, dar kartą palieskite ciklo mygtuką, kad išjungtumėte šią funkciją, tada paspauskite START mygtuką, kad tęstumėte įprastą įrenginio veikimą.
Dažnai užduodami klausimai
Kaip optimizuoti CYBELEC CybTouch 12 įrankių valdymo našumą?
Norėdami pasiekti CybTouch 12 įrankių valdymo modulio aukščiausią našumą, įsitikinkite, kad kiekvienas bibliotekoje esantis įrankis būtų tiksliai atpažintas ir visiškai suparametrintas naujausiais fiziniais ir eksploataciniais duomenimis. Reguliariai tikrinkite įrankių duomenų tikslumą ir patikrinkite, ar įrankių nustatymai suderinami su visos mašinos konfigūracija – tai užtikrina beproblemę įrankių ir apdirbimo operacijų integraciją bei sumažina prastovas.
Ką daryti, jei sistema neatpažįsta įrankio?
Jei CYBELEC CybTouch 12 nepavyksta aptikti smigiklio ar štampavimo matricos, pirmiausia įsitikinkite, kad įrankis tinkamai įdėtas į mašiną ir mechaniniu požiūriu tinkamai sujungtas. Toliau patikrinkite įrankio parametrus sistemos įrankių valdymo sąsajoje ir, jei reikia, iš naujo įveskite arba pataisykite neteisingus duomenis. Galiausiai įsitikinkite, kad sistemos programinė įranga yra atnaujinta iki naujausios versijos, kad būtų išspręstos galimos programinės įrangos ir įrankių suderinamumo problemos.
Ar įrankių nustatymus galima pritaikyti sistemoje?
Taip, visiška įrankių nustatymų pritaikymo galimybė yra prieinama CYBELEC CybTouch 12 valdymo sistemoje. Pasiekite įrankių valdymo sąsają, kad koreguotumėte visus susijusius parametrus, įskaitant skverbiklio/matricos fizinį matmenis, apdirbamojo gaminio medžiagos tipą ir kompensavimo reikšmes, kad jie atitiktų konkrečius jūsų apdirbimo procesų reikalavimus. Visada įsitikinkite, kad visi pritaikyti nustatymai būtų tinkamai išsaugoti sistemoje, kad užtikrintumėte nuoseklius rezultatus visuose gamybos cikluose.
Išvada
CYBELEC CybTouch 12 įrankių valdymo galimybių įvaldymas reikalauja aiškaus supratimo apie sistemos pagrindines funkcijas, gerai organizuotos įrankių bibliotekos bei nuolatinės visų įrankių konfigūracijų priežiūros ir atnaujinimų. Taikydami šiame vadove pateiktus žingsnis po žingsnio nurodymus, pavadinimų naudojimo taisykles ir saugos protokolus, galėsite supaprastinti savo CNC apdirbimo darbo eigą, žymiai sumažinti eksploatacines klaidas ir padidinti tiek metalo apdirbimo tikslumą, tiek efektyvumą.
Norėdami gauti personalizuotą palaikymą, padedantį maksimaliai išnaudoti jūsų įrenginio galimybes arba išspręsti konkrečius įrankių valdymo iššūkius, susisiekite su mūsų techninės palaikymo komanda. Be to, peržiūrėkite mūsų biblioteką susijusių techninių dokumentų, kad giliau išnagrinėtumėte šią sritį ir pilnai išnaudotumėte CYBELEC CybTouch 12 įrankių valdymo sistemos galimybes.

