















































DELEM DA-52S programos konstantų konfigūravimo naudojimo vadovas
Konfigūruojant DELEM DA-52S programos konstantas, būtina suprasti pagrindinį nustatymą, kad būtų užtikrinta optimali lenkimo staklių veikla. Jei norite šiuos parametrus nustatyti kuo efektyviau, esate patekę į reikiamą vietą. Šiame vadove paeiliui paaiškinsiu, kaip konfigūruoti šiuos svarbiausius nustatymus, padėdamas maksimaliai padidinti jūsų lenkimo operacijų našumą ir tikslumą. Ar esate patyręs operatorius ar naujokas, kuris siekia tobulinti savo įgūdžius – ši straipsnis suteiks žinių, kurios leis jums su pasitikėjimu pritaikyti DELEM DA-52S sistemą konkrečioms jūsų reikmėms. Sekdami šiame vadove nurodytus veiksmus, galėsite užtikrinti, kad jūsų metalo apdirbimo užduotys būtų atliekamos su didžiausiu tikslumu ir nuoseklumu.
Įvadas
DELEM DA-52S yra galinga CNC valdymo sistema, kuri siūlo pažangias funkcijas lenkimo staklių veiklos optimizavimui. Teisingai suprantant ir konfigūruojant jos programos konstantas, galima pasiekti didesnį tikslumą, efektyvumą bei bendrą našumą.
Spustelėkite šį klavišą, kad įeitumėte į programos konstantas.
Programos konstantos paskirstytos keliuose puslapiuose. Jos aptariamos toliau pateiktuose skyriuose.
Bendras
Norėdami visiškai pasinaudoti DELEM DA-52S programos konstantomis, būtina suprasti daugybę nustatymų, kurie veikia jos veikimą. Šios konstantos nustato bendrą įrenginio elgesį, veikimo ribas ir naudotojo sąsajos konfigūracijas. Žemiau pateikiamas supaprastintas šių parametrų naršymo ir nustatymo vadovas:
Naršymui tarp įvairių parametrus turinčių puslapių naudokite kairės/dešinės rodyklės klavišus. Atskiriems parametrams pasirinkti naudokite aukštyn/žemyn rodyklės klavišus. Kai kuriems parametrams reikšmę galima keisti naudojant „konstantų“ klavišą, kuris pažymėtas specialiu simboliu.
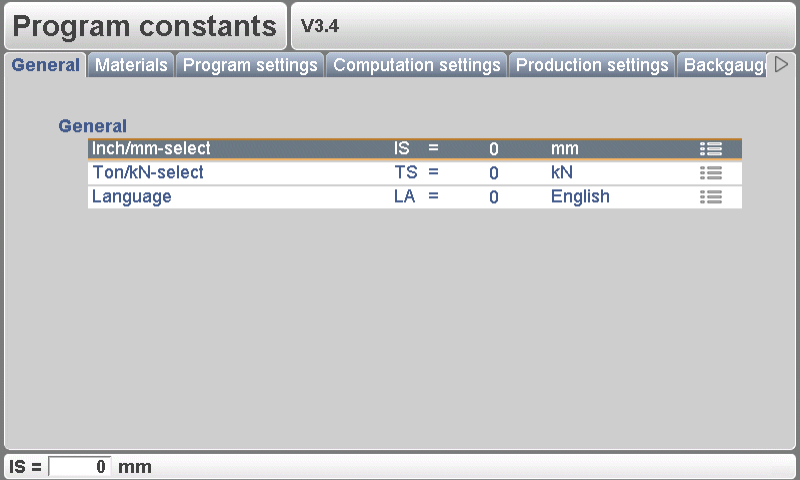
Pagrindinės programos konstantos
Colių/mm pasirinkimas (IS):
Pasirinkite pageidaujamą matavimo vienetą.
1 – matmenys coliais
0 – matmenys milimetrais
Tonų/kN pasirinkimas (TS):
Nustatykite vienetą, kuriuo pateikiami jėgos duomenys.
1 – tonomis
0 – kN
Kalba (LA):
Nustatykite pageidaujamą naudotojo sąsajos kalbą. DELEM DA-52S palaiko kelias kalbas, įskaitant:

Pritaikykite šiuos nustatymus pagal savo veiklos poreikius, kad užtikrintumėte sklandų ir tikslų apdirbimą.
Medžiagos
Medžiagų nustatymai yra būtini, kad DELEM DA-52S atliktų tikslų lenkimo operacijas. Teisingas konfigūravimas reiškia, kad įvedamos tinkamos medžiagos rūšis, storis ir tempimo stipris, kad sistema galėtų tiksliai apskaičiuoti reikiamus lenkimo parametrus.
1 žingsnis: Medžiagų nustatymų pasiekimas
Pradėdami, pereikite į medžiagų nustatymų meniu savo DELEM DA-52S valdymo pulte. Čia galite redaguoti esamas medžiagas, programuoti naujas arba ištrinti nebetinkamas medžiagas. Valdymo pulte vienu metu gali būti programuotos ne daugiau kaip šešios medžiagos.
2 žingsnis: Medžiagų savybių koregavimas
Šiame lange galite redaguoti ir įvesti medžiagos savybes, būtinas tiksliai lenkimo operacijoms:
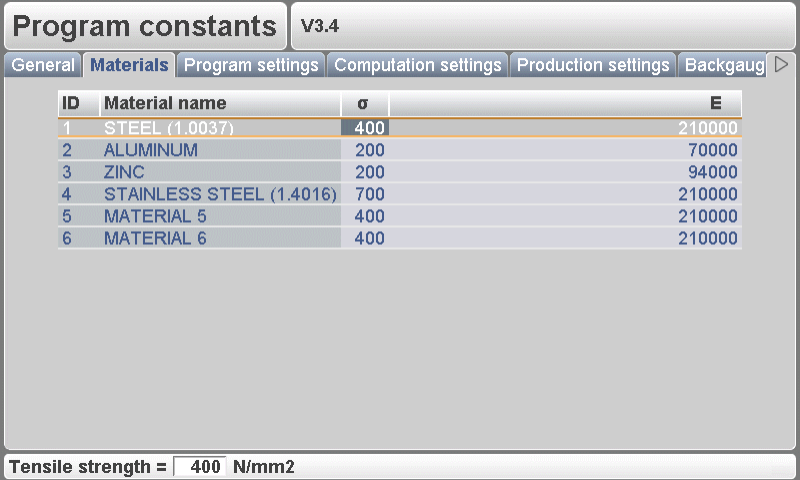
Medžiagos pavadinimas: Kiekvienai medžiagai turi būti priskirtas unikalus pavadinimas (iki 25 simbolių), kuris prasideda raide. Tai leidžia lengvai ją identifikuoti programuojant.
Tempiamasis stipris: Įveskite medžiagos tempiamąjį stiprį. Tai yra būtina, kad DELEM DA-52S sistema taikytų tinkamą jėgą lenkimo metu.
E modulis: Kiekvienos medžiagos E modulis taip pat turi būti nurodytas, kad būtų tiksliai apskaičiuojami lenkimo parametrai.
Medžiagos pradžioje išvardytos pagal jų ID numerius. Norėdami pakeisti esamą medžiagą, pasirinkite atitinkamą eilutę, keiskite reikiamas savybių reikšmes ir kiekvieną įvestį patvirtinkite paspausdami ENTER klavišą.
Norėdami ištrinti medžiagą, pastatykite žymeklį ant medžiagos eilutės ir paspauskite funkcijos klavišą „ištrinti medžiagą“ (S6). Norėdami pridėti naują medžiagą, perkelti žymeklį į tuščią įrašo vietą ir pradėti programuoti konkrečias tos medžiagos reikšmes.
Programos nustatymai
DELEM DA-52S programos konstantose nustatytos programos nuostatos apibrėžia, kaip lenkimo staklės veikia programuojant ir gaminant, padedant operatoriams pagerinti tikslumą, vientisumą ir našumą.
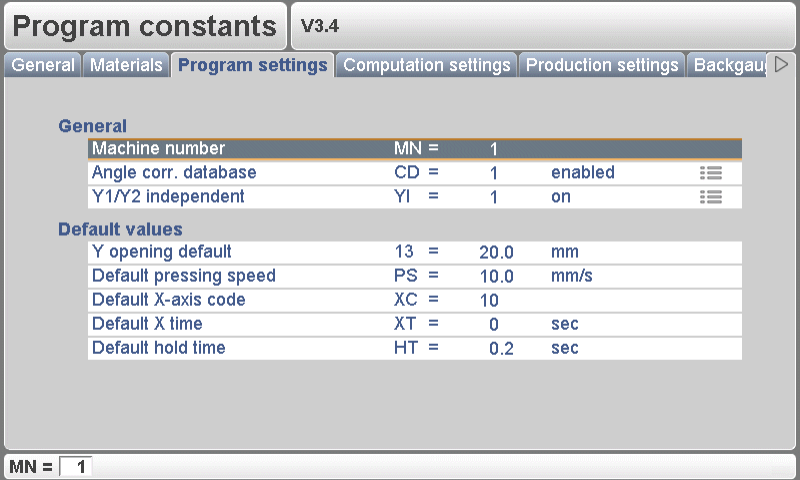
Staklių numeris (MN)
Unikalaus staklių numerio priskyrimas yra būtinas, kai toje pačioje patalpoje veikia kelios lenkimo staklės. Šis numeris saugomas kiekviename lenkimo programos ir įrankio failo pavadinime, užtikrinant teisingą staklių susiejimą.
Pagrindinės funkcijos:
Kiekvienas stakles identifikuoja unikaliai
Patikrina staklių numerį įkeliant programas iš USB laikmenos
Reikalauja patvirtinimo, jei numeriai nesutampa
Staklių numerio keitimas atnaujina visus įrankių failų pavadinimus ir reikalauja naujo įrankių atsarginės kopijos sukūrimo
Kampo taisymo duomenų bazė (CD)
Šis perjungiklis įjungia arba išjungia bendros kampo taisymo duomenų bazės naudojimą. Kai ji aktyvi, gamyboje įvestos kampo taisymo reikšmės saugomos ateities naudojimui ir automatiškai siūlomos panašiems lenkimams.
Valdiklis palygina šiuos lenkimo parametrus:
Medžiaga
Storis
Matricos atvira dalis
lenkimo spindulys
Stačiakampio įrankio spindulys
Kampiniai profiliai
Korekcijos pasiūlymai arba interpoliacijos vyksta, kai:
Aktyvusis kampas yra ne daugiau kaip 10° nuo dviejų žinomų lenkimų
Tų lenkimų korekcijos skiriasi ne daugiau kaip 5°
Numatytieji programos parametrai
Norint supaprastinti naujų lenkimo programų kūrimą, galima iš anksto nustatyti keletą numatytųjų parametrų:
Y-ašies atvirkštinės vertės numatytasis reikšmė – pradinė Y-ašies atvira reikšmė
Numatytasis X ašies kodas (XC) – numatytasis žingsnio pokyčio kodas (gamyklinė reikšmė: 2)
Numatytasis X laikas (XT) – laukimo laikas prieš žingsnio pokytį
Numatytasis laikymo laikas (HT) – išlaikymo laikas lenkimo padėtyje
Šiais optimizuotais DELEM DA-52S programos konstantomis operatoriai gali užtikrinti nuoseklią lenkimo kokybę, tuo pačiu sumažindami pakartotinius paruošimo darbus.
Skaičiavimo nustatymai
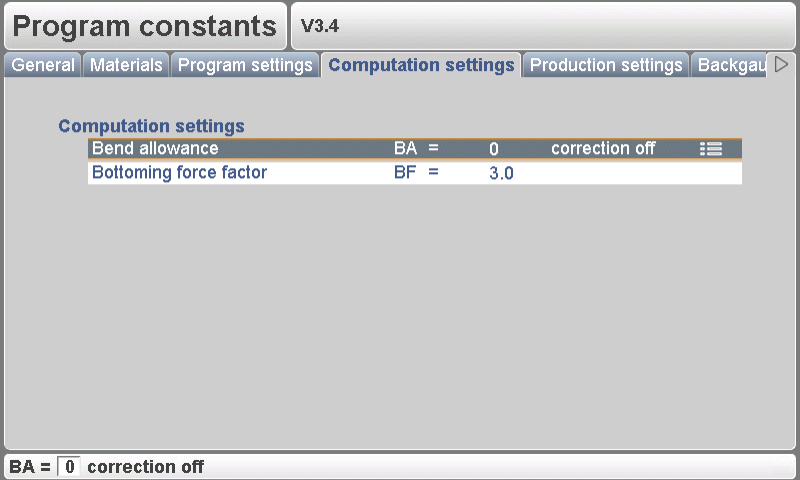
Tikslumas sudėtingose lenkimo operacijose priklauso nuo jūsų DELEM DA-52S efektyvių skaičiavimų nustatymų. Svarbu kalibruoti algoritmus ir laiku atnaujinti programinę įrangą.
1 žingsnis: Kalibruokite skaičiavimo algoritmus
Padidinkite greitį ir tikslumą kalibruodami skaičiavimo algoritmus. Atkreipkite dėmesį į lenkimo leidžiamąją nuokrypą (BA) nustatymą:
l 0 = Korekcija išjungta
l 1 = Korekcija įjungta
Šis nustatymas nurodo, ar programavimo metu taikyti korekcijas lenkimo leidžiamajai nuokrypai. Programavimo metu taikomos korekcijos yra apskaičiuojamos ir saugomos, o gamybos režime jas galima koreguoti.
Žingsnis 2: Atnaujinti programinės įrangos algoritmus
Reguliariai atnaujinkite programinę įrangą, kad pagerintumėte algoritmų našumą ir tikslumą. Atkreipkite dėmesį į apatinio jėgos koeficientą (BF), kuris naudojamas reguliuoti oro lenkimo slėgį siekiant pasiekti pageidaujamą monetinio spaudimo slėgį.
Šių nustatymų įdiegimas užtikrina, kad jūsų DELEM DA-52S veiktų išskliausčiai efektyviai ir tiksliai. Norėdami gauti papildomos pagalbos, peržiūrėkite mūsų dokumentaciją arba susisiekite su mūsų palaikymo komanda.
Gamybos nustatymai
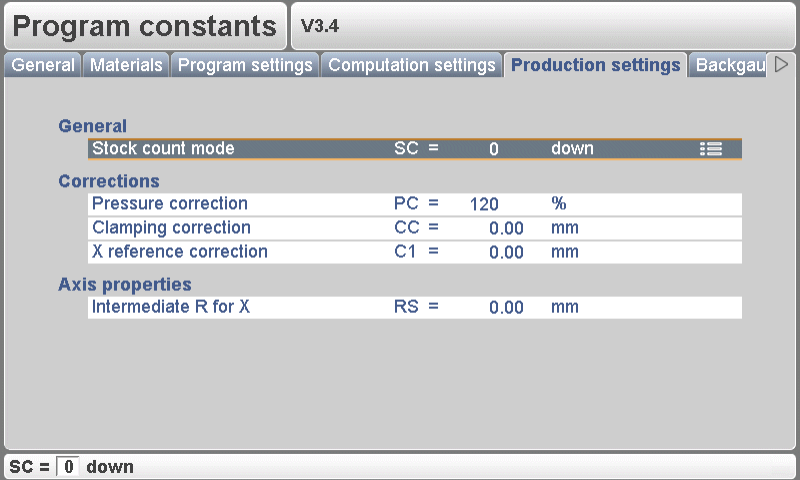
DELEM DA-52S gamybos nustatymai yra esminiai efektyviam darbo detalių gamybos valdymui naudojant preso lenktuvą. Teisingas konfigūravimas optimizuoja našumą ir kokybę.
Žingsnis 1: Nustatyti gamybos kintamuosius
Nustatykite tikslų gamybos kintamųjų reikšmes, pvz., partijos dydį ir greitį, kad pasiektumėte optimalią našumą. Naudokite atsargų skaičiavimo veikseną (SC), kad gamybos metu skaičiuotumėte gaminamus produktus į viršų arba į apačią. Skaičiavimas į apačią sustabdo įrenginį pasiekus nulį po to, kai iš anksto nustatytas kiekis yra pasiektas, o skaičiavimas į viršų suteikia nuolatines eigos ataskaitas. Reguliuokite slėgio korėkciją (PC), kad valdytumėte vožtuvo slėgį ir užtikrintumėte stabilumą.
Naudokite spaustuvo korėkciją (CC), kad tikslintumėte spindulio spaustuvo padėtį, pasiekdami patikimą laikymą poslinkio būdu, kuris keičia suspaudimo tašką; teigiamos reikšmės padėtį gilina, o neigiamos – pakelia. X-koordinatės nuorodos korėkcija (C1) ištaiso mechaninės ir ekrane rodomos X ašies pozicijų neatitikimus, užtikrindama tikslumą.
Žingsnis 2: Išvesties kokybės stebėjimas
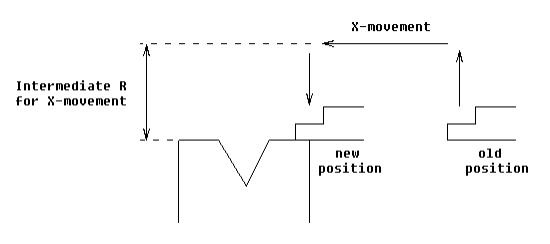
Reguliariai peržiūrėkite gamybos kokybę ir, jei reikia, atlikite koregavimus. Tarpinė R reikšmė X ašies judėjimui (RS) neleidžia susidūrimų, reguliuodama R ašį tuo metu, kai X ašis juda saugos zonoje, užtikrindama sklandų veikimą.
Tinkamai sukonfigūravę šiuos DELEM DA-52S programos konstantų parametrus, galite maksimaliai padidinti įrenginio našumą ir gaminamų gaminių kokybę.
Atgalinio matuoklio matmenys
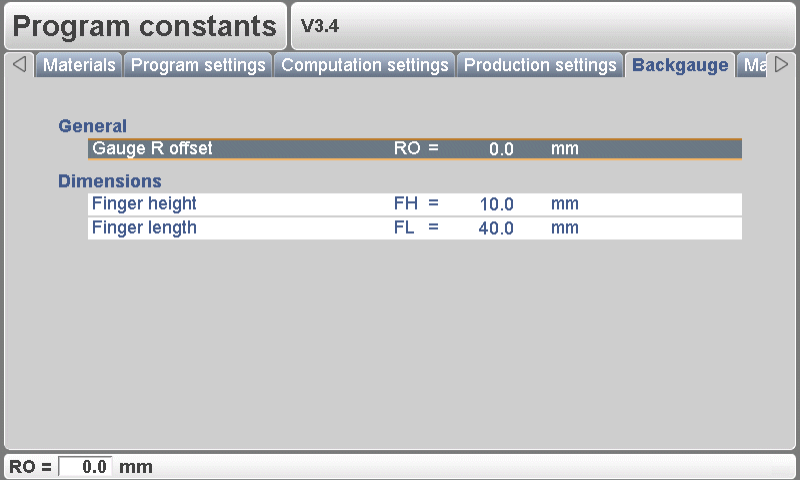
Teisingos atgalinio matuoklio konfigūracijos yra būtinos, kad būtų užtikrinta lenkimų tikslumas ir pakartojamumas.
1 žingsnis: Išmatuokite atgalinio matuoklio matmenis
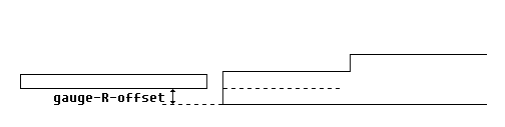
Matuoklio R ašies poslinkis (RO): Nustatykite R ašies poslinkį situacijoms, kai X ašis yra už šablonų saugos zonos ribų. Šis reguliavimas užtikrina žemesnius atgalinio matuoklio pozicijos reikšmes nulio matavimo taške, kad būtų pasiektas tikslus lenkimas.
Pirštų aukštis (FH): Pakeiskite numatytąjį pirštų lygio aukštį, kad pataikytumėte R ašį, kai medžiaga prileidžiama prie matuoklio, taip pagerindami lenkimo tikslumą.
Pirštų ilgis (FL): Pataisykite X ašies poziciją pagal pirmojo piršto lygio ilgį, kad užtikrintumėte tinkamą pozicionavimą vykdant operacijas.
2 žingsnis: Sureguliuokite atgalinio matuoklio mechanizmą
Atlikite reguliarius kalibravimus, kad užtikrintumėte, jog jūsų atgalinis matuoklis tiksliai išlaiko programuotas pozicijas, taip pagerindami lenkimo operacijų nuoseklumą.
Dėmesingai sukonfigūravę ir kalibruodami šiuos nustatymus, galite žymiai pagerinti savo DELEM DA-52S sistemos patikimumą ir našumą.
Išsilavinimas
DELEM DA-52S priežiūra užtikrina ilgą tarnavimo laiką ir optimalų našumą.
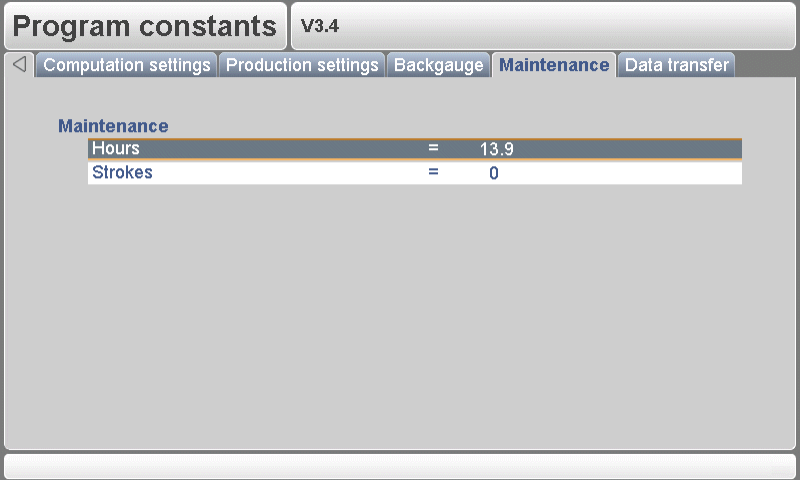
Žingsnis 1: Reguliarios apžiūros
Darbo valandos: stebėkite veikimo valandas, kad būtų galima laiku suplanuoti techninę priežiūrą.
Stūmimo ciklų skaičius: stebėkite spaudimo sijos atliktų stūmimų skaičių, kad ankstyvai aptiktumėte galimas problemas.
Žingsnis 2: Aplankymo protokolai
Užtikrinkite, kad visi judantys komponentai būtų reguliariai tepami, kad sumažėtų trintis ir ausis, laikydamiesi gamintojo nurodymų dėl tepalų tipų ir tepimo grafiko.
Duomenų perdavimas
Efektyvus ir saugus duomenų perdavimas yra būtinas valdant DELEM DA-52S programos konstantas, leidžiant beproblemės naujinti ir keistis programos duomenimis tarp įrenginių ir kompiuterių.
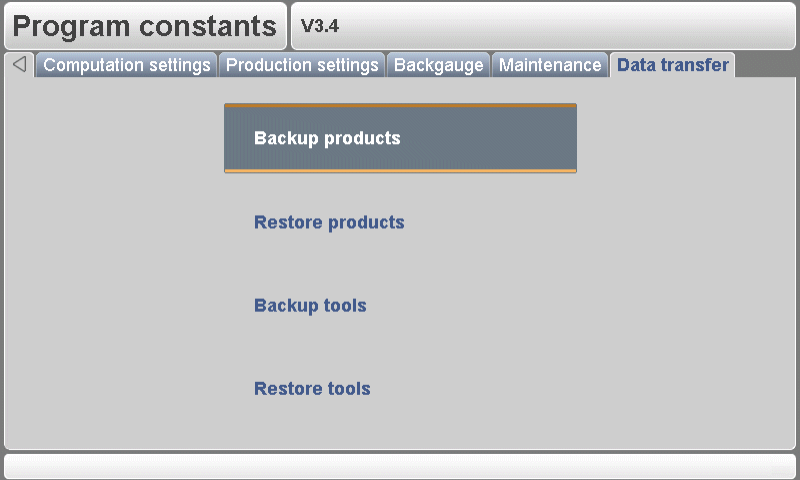
Iš šio meniu visi valdiklyje esantys programos duomenys gali būti išsaugoti išoriniame USB įrenginyje arba atkurti iš tokio įrenginio.
Atsarginiai produktai: nukopijuokite visus produktus iš valdymo į USB diską. Esami to paties pavadinimo produktai USB diske pakeičiami.
Atkurti produktus: nukopijuokite visus esamus produktus iš USB disko į valdymą. Esami to paties pavadinimo produktai valdyme pakeičiami.
Atsarginiai įrankiai: nukopijuokite visus įrankius iš valdymo į USB diską. Esami to paties pavadinimo įrankiai USB diske pakeičiami. Be įrankių, taip pat saugomi programos konstantos.
Atkurti įrankius: nukopijuokite visus esamus įrankius iš USB disko į valdymą. Esami to paties pavadinimo įrankiai valdyme pakeičiami.
Išvada
Santraukoje konfigūruojant DELEM DA-52S programos konstantas reikia atlikti keletą būtinų veiksmų, kad užtikrintumėte tikslumą ir efektyvumą savo lenkimo staklėse. Tiksliai nustatydami medžiagos savybes, programos parametrus, skaičiavimo nuostatas ir gamybos konfigūracijas galite žymiai pagerinti savo įrenginio našumą ir tikslumą. Reguliari priežiūra ir saugi duomenų tvarkymo praktika taip pat prisideda prie sistemos ilgalaikės patikimumo ir eksploatacinės stabilumo užtikrinimo.
Tinkamas įrenginio paruošimas ir nuolatinė priežiūra yra esminiai veiksniai, užtikrinantys jūsų DELEM DA-52S įrengtomis lenkimo staklėmis pasiektą našumą. Laikydamiesi šių rekomendacijų ir reguliariai aptarnaudami savo įrenginį galėsite sumažinti prastovas ir pagerinti bendrą gamybos efektyvumą.
Dėl išsamios techninės pagalbos ar kitų klausimų kviečiame susisiekti su mūsų ekspertais iš „HARSLE“. Taip pat galite apsilankyti mūsų dokumentacijos skyriuje, kur rasite papildomų išsamiai parengtų vadovų ir išteklių, susijusių su lenkimo staklių eksploatacija.

