















































용접 로봇의 용접 공정에서 흔히 발생하는 문제들
로봇 용접의 품질은 여러 요인에 의해 영향을 받습니다. 많은 고객사가 용접 로봇을 숙련되게 사용하기에 이르기 전까지 다양한 문제를 겪게 됩니다. 이러한 문제들은 일반적으로 부적절한 조작 또는 부적합한 로봇 설정으로 인해 발생하며, 적절한 조정을 통해 해결할 수 있습니다. 아래에서는 용접 로봇 사용 시 흔히 발생하는 몇 가지 문제와 그 해결 방안을 살펴보겠습니다.
Ⅰ. 용접 중 아크 점화 실패
1. 아크가 아직 점화되지 않음

원인: 프로그램에 아크 종료 명령을 실행하기 전에 해당하는 아크 점화 명령이 누락됨.
해결 방법: 추가적인 아크 종료 명령 또는 추가적인 아크 시작 명령이 입력되었는지 확인하세요.
2. 아크 시작 실패, 신호 감지 오류

고장 해결 방법:
1) 매개변수 설정 페이지에서 용접 중단 시간 설정을 확인하세요. 일반적으로 5000ms의 시간 설정이 적절합니다.
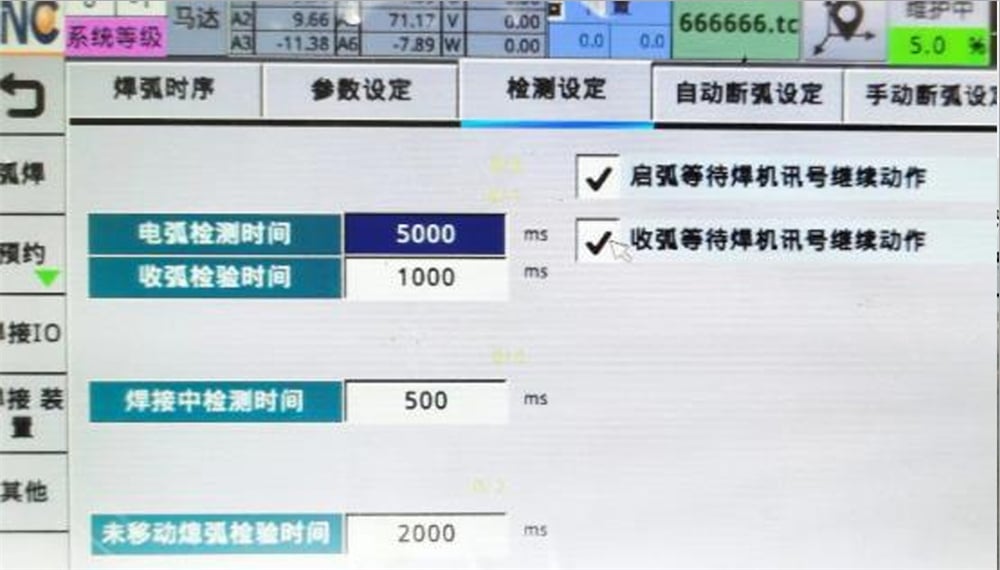
2) 용접기 신호가 시스템으로 성공적으로 전송되는지 확인하세요.
3) 피용접물이 접지되었는지 확인하세요.
3. 아크 발생 및 와이어 파단
원인:
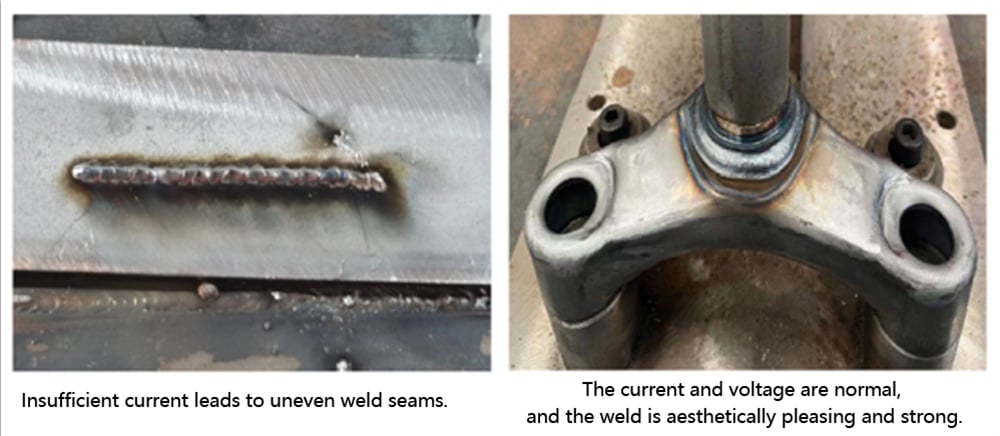
1) 전류 및 전압 불일치
해결 방법: 실제 피용접물 두께와 용접기 사양에 따라 적절한 전류 및 전압을 설정해야 합니다.
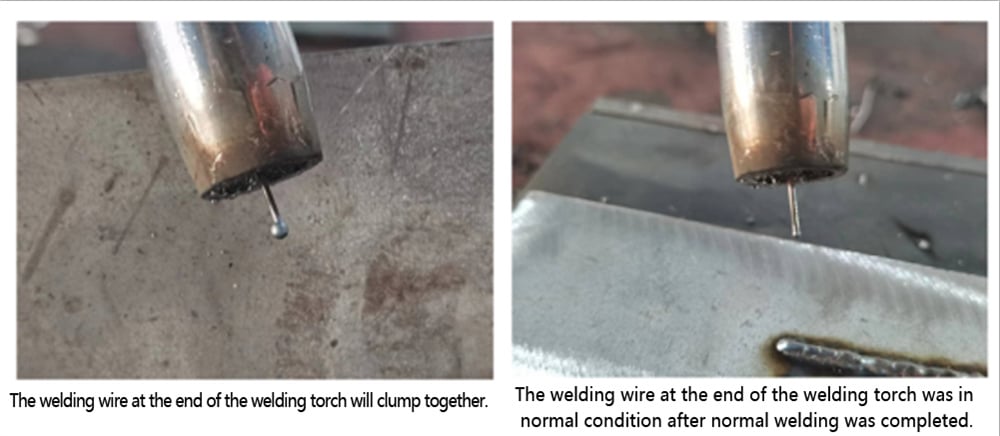
2) 용접 와이어 길이가 너무 깁니다.
해결 방법: 일반적으로 용접 와이어 산출 길이는 용접 와이어 지름의 10~15배여야 합니다. 용접 와이어 지름에 따라 적절한 용접 와이어 길이를 선택하세요.
4. 아크 점화 후 자동 아크 소멸이 발생합니다.

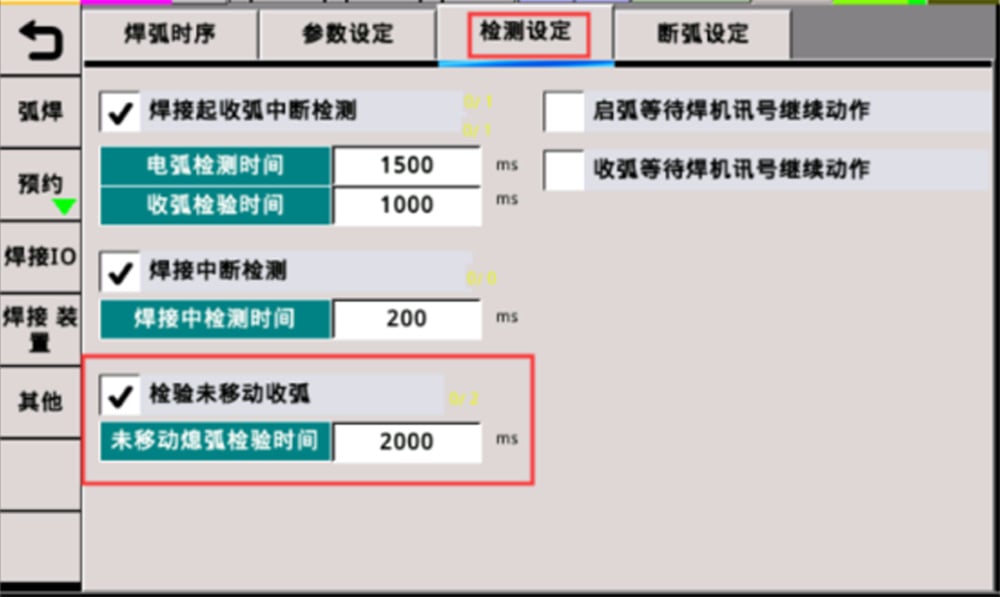
문제 해결: 매개변수 시간 설정에 문제가 있는지 확인하고, 용접 토치가 이동했는지 확인하세요.
II. 용접 중 아크 차단이 발생합니다.
원인:
1. 용접 와이어가 작업물에 접촉하지 않아 아크 차단 경보가 작동합니다.
해결 방법: 용접 와이어와 작업물의 위치를 재조정하여 용접 중 완전한 접촉을 보장합니다. (다만 와이어가 작업물에 지나치게 가까우면 용융 천공이 발생할 수 있으므로 주의해야 합니다.)
2. 부적절한 용접 경로로 인해 용접 토치가 충돌하여 자동으로 상승합니다.
해결 방법: 용접 경로를 재설정합니다.
3. 용접기의 양극 및 음극 전극 간 접촉 불량.
해결 방법: 양극 및 음극 전극의 배선 상태를 점검합니다.
III. 용접 후 아크 종료 실패의 원인:
1. 신호 감지 오류로 인한 아크 종료 실패.
원인: 용접기에서 로봇으로부터 신호를 수신하지 못하여 로봇의 아크 종료가 실패함.
문제 해결:
(1) 설정 파라미터가 적절한지 확인하세요.
(2) IO 신호를 점검하고, 아크 종료 I-포인트 신호가 비정상인지 확인하세요. I-포인트 신호가 항상 ON 상태를 나타내는 경우...
(3) 회로에 단락이 있는지, 그리고 접지선이 비정상적으로 연결되어 있는지 확인하세요.
2. 아크 개시 후 아크 종료 명령이 설정되지 않음.

원인: 이 경보가 티치펜던트에 표시될 경우, 아크 종료 명령을 누락했는지 확인하세요.
해결 방법: 프로그램 내에서 아크 개시 명령 다음에 아크 종료 명령을 추가하세요.
본 문서는 용접 로봇의 용접 과정 중 아크 개시, 아크 종료 및 아크 중단과 관련된 문제들을 주로 다룹니다. 사용자는 이러한 문제가 발생할 경우 제시된 해결 방안을 참조할 수 있습니다. 문제 해결이 불가능한 경우, 주가오(JUGAO) 기술 담당자에게 문의해 주세요.
용접 로봇은 가스 실드 용접, 아르곤 아크 용접, 플라즈마 절단, 레이저 용접 등 다양한 용접 기능을 통합한 자동화 로봇입니다. 이 로봇은 높은 유연성, 강력한 적응성, 높은 용접 효율, 안정적인 용접 품질을 갖추고 있어 기계 제조, 자동차 제조, 정밀 전자, 석탄 채광 등 다양한 분야에 광범위하게 활용될 수 있습니다.

