















































DELEM DA-53T რეჟიმის ხელით მორგების ნაბიჯები
Სარჩევი
• ნაბიჯი 1: რეგულირებადი რეჟიმის გაშვება
• ნაბიჯი 2: პარამეტრების გაგება
◦ ღეხვის პარამეტრები
◦ ძალის პარამეტრები
◦ სიჩქარის პარამეტრები
◦ ფუნქციების პარამეტრები
◦ პროდუქტის თვისებები
◦ ხელსაწყოს ინფორმაცია
◦ დამხმარე ღერძები
◦ ხელსაწყოს მორგება
• ნაბიჯი 3: პარამეტრების კონფიგურირება
◦ მაკრო ფუნქცია
• ნაბიჯი 4: ღერძების ხელით გადაადგილება
• კორექციის ფუნქცია
• დიაგნოსტიკური ფუნქცია
• IO სტატუსი
• ხშირად დასმული კითხვები (FAQ)
• დასკვნა
DELEM DA-53T კონტროლერის ხელით შესვლის რეჟიმის კონფიგურირებისას მნიშვნელოვანია თითოეული ოპერაციული ნაბიჯის მკაფიოდ განსაზღვრა, რათა მიიღოთ პრეს-მაგიდის ოპტიმალური წარმადობა. ეს სტატია თქვენ მიყვანს DELEM DA-53T-ის ხელით შესვლის რეჟიმის მორგების პროცესში ნაბიჯ-ნაბიჯ, რაც დაგეხმარებათ მოწყობილობის პარამეტრების ეფექტურად გასაზუსტებლად და პრეს-მაგიდის შესრულების პოტენციალის სრულად გასათავისუფლებლად.
Ხელით შესვლის რეჟიმის საშუალებით თქვენ შეგიძლიათ მოიპოვოთ მთლიანი მუშაობის პროცესის სრული კონტროლი, რაც ზუსტ კორექტირებებს უზრუნველყოფს და მაქსიმალურად ამაღლებს დამუშავებული პროდუქციის ხარისხს. გამოიყენებთ თუ არა DELEM კონტროლერს პირველად ან ცდილობთ თქვენი არსებული მუშაობის პარამეტრების ოპტიმიზაციას, ეს სტატია გაძლევთ დეტალურ ინსტრუქციებს, რომლებიც სწრაფად დაგეხმარებათ და სრულად გამოიყენოთ პრეს-მაგიდის ფუნქციონალური შესაძლებლობები.
Ნაბიჯი 1: რეჟიმში ხელით მუშაობის გაშვება
Ჯერ ჩართეთ DELEM DA-53T კონტროლერი. როდესაც მოწყობილობა სრულად ჩაირთვება, ინტერფეისის ღილაკების გამოყენებით გადადით მთავარ მენიუზე.
Მენიუს სიაში იპოვნეთ და აირჩიეთ „ხელით მუშაობის რეჟიმი“; კონტროლერის ინტერფეისი ავტომატური რეჟიმიდან გადავა ხელით მუშაობის რეჟიმის სეთინგების ინტერფეისზე.
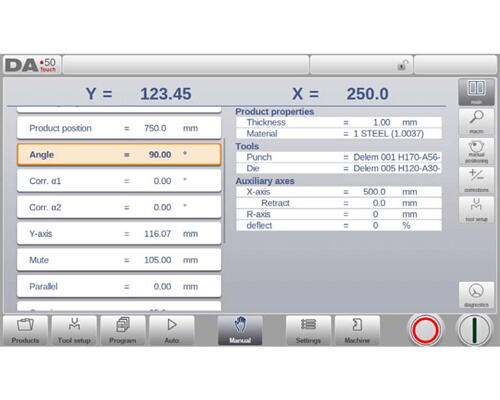
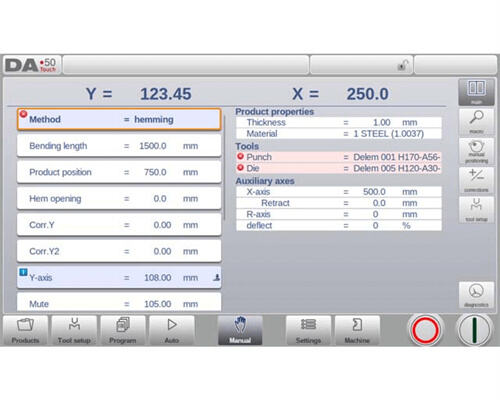
Ხელით მუშაობის რეჟიმის ეკრანის ზედა ნაწილში თქვენ შეგიძლიათ პირდაპირ ნახოთ Y-ღერძისა და ძირეული X-ღერძის მიმდინარე პოზიციები; ყველა სხვა ღერძი და ფუნქცია ეკრანის ქვედა ნაწილში მოცემული იქნება ორ სვეტში, ერთი ერთის შემდეგ. თუ Y-ღერძისა და X-ღერძის მნიშვნელობები გამუქებულია, ეს ნიშნავს, რომ ამ ორ ღერძს წარმატებით აღიარებული აქვს საწყისი ნიშნები და მიმდინარე პოზიციები შეესაბამება პროგრამირებულ მნიშვნელობებს.
Ნაბიჯი 2: პარამეტრების გაგება
Როდესაც შეიყვანეთ რეჟიმი ხელით მართვის, თქვენ უნდა შეიყვანოთ პარამეტრები, რომლებიც საჭიროა მიმდინარე დამუშავებისთვის, როგორიცაა სიარული, სიჩქარე და პრეს-გადამყვანის პოზიციონირების პარამეტრები — ეს პარამეტრები საკმაოდ მნიშვნელოვანია ხელით შესრულებული ოპერაციების სიზუსტის უზრუნველსაყოფად. ხელით მართვის რეჟიმი ჩვეულებრივ გამოიყენება მოწყობილობის ტესტირების, კალიბრაციის და ერთჯერადი მოღუნვის ოპერაციების შემთხვევაში.
Თქვენ შეგიძლიათ შეიყვანოთ რიცხვითი მნიშვნელობები, რომლებიც შეესაბამება თქვენს მოსალოდნელ პარამეტრებს, მონაცემთა შეყვანის ღილაკების გამოყენებით. ხელით მართვის რეჟიმში ხელმისაწვდომი პარამეტრების დეტალური აღწერა მოცემულია ქვემოთ:
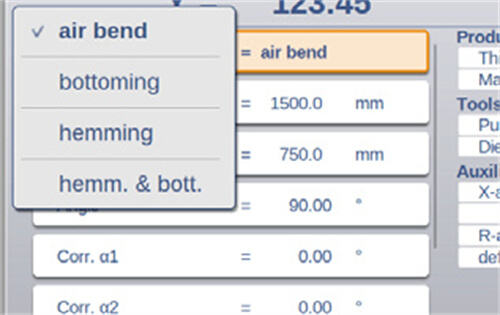
Მოღუნვის პარამეტრები
• მეთოდი: აირჩიეთ საჭირო მოღუნვის მეთოდი. DELEM DA-53T-ის ხელით მართვის რეჟიმი მხარს უჭერს რამდენიმე მეთოდს, როგორიცაა Air Bend, Bottoming, Hemming და Hemming & Bottoming. თითოეული მეთოდის დეტალური აღწერა შეგიძლიათ იხილოთ პროგრამული რეჟიმის დოკუმენტაციაში.
• მოღუნვის სიგრძე: შეიყვანეთ ფურცლის მოღუნვის სიგრძე, რათა დაზუსტოთ დამუშავების მონაცემები.
• პროდუქტის პოზიცია: დააყენეთ და მონიტორინგი შეასრულეთ Z-მიმართულების აბსოლუტური პოზიციის, როგორც სა-reference წერტილის მანქანის მარცხენა მხარეს.
• კუთხე: განსაზღვრეთ საჭირო მოღუნვის კუთხე. თუ არსებობს გადახრა ფაქტობრივ მოღუნვის კუთხესა და მოსალოდნელ კუთხეს შორის, გაუსწორეთ იგი შესწორების მნიშვნელობების მეშვეობით α1 (Corr.α1) და α2 (Corr.α2). მაგალითად, თუ პროგრამირებული კუთხე 90 გრადუსია, მაგრამ ფაქტობრივად გაზომილი კუთხე 92 გრადუსია, მაშინ Corr.α დააყენეთ -2-ზე.
• ჩაღუნვის გახსნა: დააყენეთ მანძილი კიდეებს შორის ჩაღუნვის მოღუნვის პროცესში. ნაგულისხმევი პარამეტრები შეგიძლიათ იხილოთ „პარამეტრების“ რეჟიმში.
•
• Corr.Y: თუ არჩეულია Bottoming მეთოდი, ეს პარამეტრი შეგიძლიათ გამოიყენოთ Y-ღერძის პოზიციის შესასწორებლად.
• Y-ღერძი: პროგრამირებული ან გამოთვლილი Y-ღერძის მნიშვნელობა, რომელიც საჭიროა კონკრეტული მოღუნვის კუთხის მისაღებად.
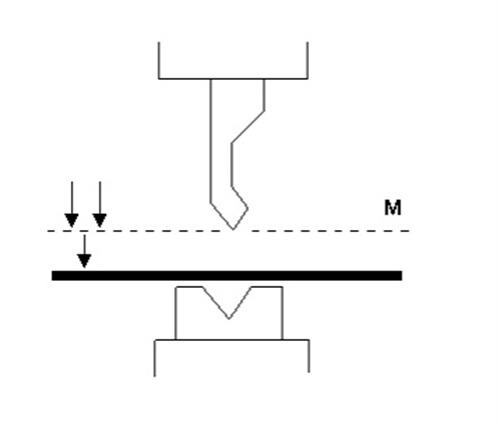
• ჩაქრობა: ის წერტილი, რომელშიც Y-ღერძი გადაключდება სწრაფი დახურვის სიჩქარიდან ზემოქმედების სიჩქარეზე, რომელიც აქ პროგრამირდება, როგორც Y-ღერძის პოზიციის მნიშვნელობა. ეს პროგრამირებული მნიშვნელობა შეესაბამება Y-ღერძის პოზიციას ფურცლის ზემოთ.
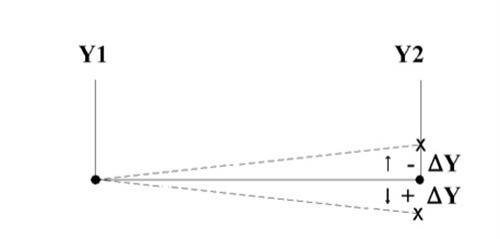
• პარალელურობა: მარცხენა და მარჯვენა ცილინდრებს შორის (Y1 და Y2) არსებული პოზიციის სხვაობა. თუ მნიშვნელობა დადებითია, მარჯვენა ცილინდრი ქვემოთ არის; თუ მნიშვნელობა უარყოფითია, მარჯვენა ცილინდრი მაღლაა. ეს პროგრამირებული მნიშვნელობა მოქმედებს დაკეცვის წერტილის ქვემოთ.
• გახსნა: ეს პარამეტრი გამოიყენება დამუშავების შემდეგ მატრიცასა და მატრიცის შემსრუოლელს შორის სივრცის მისაღებად. დადებითი მნიშვნელობა ნიშნავს, რომ სივრცე ჩაქრობის წერტილის ზემოთ მდებარეობს; უარყოფითი მნიშვნელობა ნიშნავს, რომ სივრცე ჩაქრობის წერტილის ქვემოთ მდებარეობს. თუ გსურთ პროდუქის დამუშავების დროის შემცირება, შეგიძლიათ ამ პარამეტრის მცირე დადებით ან უარყოფით მნიშვნელობაზე დაყენება.
Ძალის პარამეტრები
• ძალა: დააპროგრამირეთ ზეწოლის ძალა, რომელიც საჭიროა მოღუნვის ოპერაციისთვის, რათა უზრუნველყოთ წნეხის მოთხოვნების შესაბამისობა და მიიღოთ საუკეთესო შედეგი.
• დაყოვნების დრო და დეკომპრესია: დააყენეთ დაყოვნების დრო მოღუნვის წერტილში და დეკომპრესიის მანძილი, რათა გააკონტროლოთ წნეხის გათავისუფლების პროცესი გონივრულად და უზრუნველყოთ დამუშავების სტაბილურობა.
Სიჩქარის პარამეტრები
• სიჩქარე: Y-ღერძის მოძრაობის სიჩქარე მოღუნვის პროცესში.
• დეკომპრესიის სიჩქარე: სახელურის პროგრამირებადი მოძრაობის სიჩქარე დეკომპრესიის მანძილზე.
Ფუნქციის პარამეტრები
• მოუთმინეთ შეკუმშვას: დააყენეთ, მოუთმინებს თუ არა Y-ღერძი შეკუმშვის მოქმედების დასრულებას მოძრაობამდე, თუ იწყებს მოძრაობას შეკუმშვის დაწყებისთანავე, რათა გააუმჯობინოთ სამუშაო პროცესის ეფექტიანობა.
Პროდუქტის თვისებები
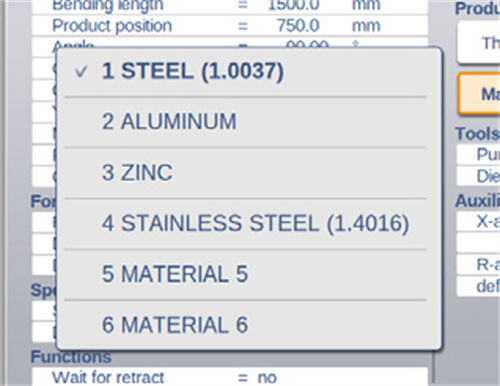
• სისქე და მასალა: შეიყვანეთ ფილის სისქე და აირჩიეთ შესაბამისი მასალა 99 მომხმარებლის მიერ შექმნილი მასალის ვარიანტიდან კონტროლერში, რათა მოაგვაროთ მოღუნვის სიღრმის გამოთვლისთვის საჭირო ძირეული მონაცემები.
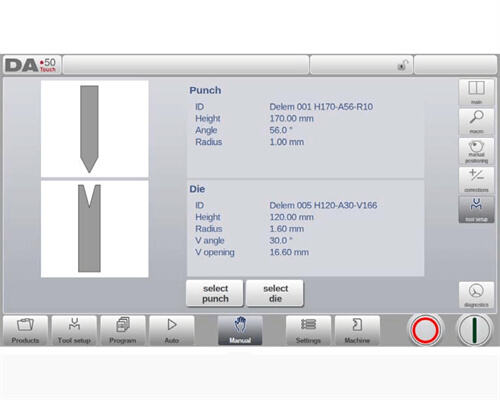
Ინსტრუმენტის ინფორმაცია
• ჭრის და მატრიცის შერჩევა: ამოირჩიეთ ან შეცვალეთ ჭრისა და მატრიცის ID-ები, რომლებიც საჭიროა მიმდინარე ოპერაციისთვის, შესაბამისი ხელსაწყოთა ბიბლიოთეკებიდან, რათა დარწმუნდეთ, რომ ხელსაწყოები შეესაბამება მასალის დამუშავების მოთხოვნებს.
Დამხმარე ღერძები
• დამხმარე ღერძის პარამეტრები: თუ მოწყობილობა აღჭურვილია ერთი ან მეტი დამხმარე ღერძით (მაგ. X-ღერძი, R-ღერძი ან Z-ღერძი), მათი შესაბამისი პარამეტრები აქ გამოჩნდება.
• გადმოხვევა: დამხმარე ღერძის გადმოხვევის მანძილი ზეწოლის პროცესში. მათ შორის, "Backgauge Retract" იწყება მიმაგრების წერტილიდან.
• სიჩქარე: დამხმარე ღერძის მოძრაობის სიჩქარე მიმდინარე ზეწოლის ოპერაციაში, რომელიც შეიძლება დაპროგრამდეს მაქსიმალური სიჩქარის პროცენტულად.
DELEM DA-53T-ის ხელით რეჟიმში ზემოთ მოცემული პარამეტრების შესწორებით შეგიძლიათ უზრუნველყოთ ზეწოლის ოპერაციის სიზუსტე. ყველა პარამეტრის დადასტურების შემდეგ დააჭირეთ ღილაკს დაწყება, რათა გაააქტიუროთ ეს კონფიგურაციები.
Ხელსაწყოების მორგება
DELEM DA-53T რეჟიმში ხელოვნური პროგრამირების ინსტრუმენტის დაყენება ძალიან ჰგავს ავტომატურ რეჟიმში არსებულ პროცედურას. ორივე რეჟიმი აძლევს შესაძლებლობას ინსტრუმენტის დაყენების დამოუკიდებლად მორგებისა, ხოლო ავტომატური რეჟიმიდან ინსტრუმენტის დაყენება შეიძლება პირდაპირ გამოყენებულ იქნეს ხელოვნურ რეჟიმში. როდესაც გადართავთ ხელოვნურ რეჟიმზე, DELEM DA-53T კონტროლერი მოგცემთ ვარიანტს "გამოიყენოთ არსებული ინსტრუმენტის დაყენება". თუმცა, გაითვალისწინეთ, რომ თუ მიმდინარე დაყენება განსხვავდება წინა პროგრამირებისგან, მომხმარებელმა ფრთხილად უნდა იმოქმედოს, რათა არ შეეხოს დამუშავების სიზუსტეს.
• ინსტრუმენტების დამატება (შტანცები/დიზები): შეესაბამება ოპერაციას "ინსტრუმენტის დაყენება" ფუნქციაში, საჭირო შტანცები ან დიზები შეიძლება დაემატოს "დამატების" ფუნქციით.
Ნაბიჯი 3: პარამეტრების მორგება
DELEM DA-53T-ის ხელოვნურ რეჟიმში თითოეული პარამეტრი შეიძლება დამოუკიდებლად იქნეს პროგრამირებული. სისტემა ავტომატურად გამოითვლის თითოეული პარამეტრის გავლენას სხვა პარამეტრებზე, ხოლო პარამეტრებს შორის ურთიერთობები სიმბოლოებითა და ფონის ფერებით ინტუიციურად გამოისახება, რათა მომხმარებელმა ის მარტივად განიზრდეს.
• პარამეტრის შეცვლის შემდეგ ინტერფეისზე გამოჩნდება ინფორმაციული სიმბოლო, რომელიც აღნიშნავს, რომ პარამეტრი განახლდა.

• თუ პარამეტრის მნიშვნელობა განსხვავდება სისტემის მიერ გამოთვლილი კონტროლური მნიშვნელობისგან, გამოჩნდება ვარსკვლავის სიმბოო — ეს ფუნქცია განსაკუთრებით სასარგებლოა, როდესაც პარამეტრები სპეციალურად სხვადასხვა მნიშვნელობებით უნდა დაყენდეს ან შეზღუდულია.

• თუ პარამეტრის მნიშვნელობა არასწორად არის დაყენებული (მაგალითად, ჩამოღუნვის მოღუნვა პროგრამირებულია, მაგრამ ჩამოღუნვის ინსტრუმენტები არ არის მიმაგრებული), გამოჩნდება შეცდომის სიმბოლო, რომელიც მომხმარებელს შესწორების შესახებ შეახსენებს.
Ხედის ვარიანტები
Ეკრანის მარჯვენა მხარეს არსებული ბრძანების ღილაკები მაინ ხედის გარდა სხვა ხედებთან წვდომას უზრუნველყოფს, როგორიცაა მაკრო ხედი, ხელით პოზიციონირების ხედი, შესწორებების ხედი და დიაგნოსტიკის ხედი.
Მაკრო ფუნქცია
Როდესაც ჩართულია მაკრო ფუნქცია, DELEM DA-53T რეჟიმი გადაлючდება ახალ ხედზე და ეკრანზე გადიდებული ღერძების მნიშვნელობები გამოისახება. ასეთი განლაგების დიზაინი საშუალებას აძლევს ოპერატორებს ნათლად წაიკითხონ ღერძების მნიშვნელობები, მიუხედავად იმისა, რომ მათ შესაძლოა უფრო შორს იმყოფებოდნენ კონტროლერიდან, რაც აადვილებს ოპერირებას.
Ნაბიჯი 4: ღერძების ხელით გადაადგილება
Გადაადგილების პროცედურა
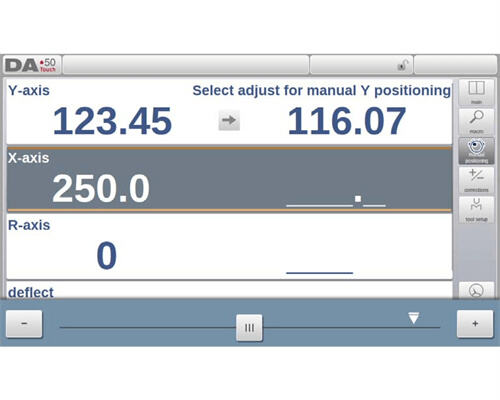
Იმისათვის, რომ ხელით გადააადგილოთ ღერძი DELEM DA-53T ხელით რეჟიმში, გამოიყენეთ სლაიდერი ეკრანის ფსკერზე. მთავარ ეკრანზე "Manual Pos" (ხელით პოზიციონირება) არჩევის შემდეგ, გამოჩნდება ახალი ოპერაციული ინტერფეისი. შეცვალეთ სლაიდერის მდებარეობა შუა პოზიციიდან სასურველი მიმართულებით, რათა გადააადგილოთ ნებისმიერი ღერძი, რომელიც ინტერფეისზეა გამოსახული; სლაიდერი თავისი თავით დაბრუნდება შუა პოზიციაში, როდესაც გაათავისუფლებთ.
Დამხმარე ღერძების გადაადგილება
Დამხმარე ღერძის გადაადგილებამდე დარწმუნდით, რომ კონტროლერი შეჩერებულ მდგომარეობაშია (დააჭირეთ Stop ღილაკს). ჯერ აირჩიეთ საჭირო უკანა ზომის ღერძი, გადაიტანეთ კურსორი ამ ღერძზე და შემდეგ მართეთ ღერძის გადაადგილება სლაიდერის საშუალებით.
Y-ღერძის გადაადგილება
Პრეს-შიშის (Y-ღერძი) ხელით გადაადგილების ოპერაცია მსგავსია დამხმარე ღერძების მუშაობის, მაგრამ შემდეგი პირობები უნდა დაკმაყოფილდეს:
1. კონტროლერი უნდა იმყოფებოდეს აქტიურ მდგომარეობაში (დააჭირეთ გაშვების ღილაკს).
2. გაააქტიურეთ „გასწორების“ ფუნქცია – თუ ეს ფუნქცია არ არის გააქტიურებული, ეკრანის ზედა მარჯვენა კუთხეში გამოჩნდება შესაბამისი შეტყობინება.
3. Y-ღერძი უნდა იმყოფებოდეს „Mute“ წერტილის ქვემოთ.
4. უნდა იყოს გაცემული CNC პრესინგის ბრძანება.
Პოზიციის შენახვა (Teach)
Ღერძის ხელით გადაადგილების შემდეგ, თუ საჭიროა მიმდინარე პოზიციის შენახვა, დააჭირეთ ღერძის სახელს "პროგრამირებული" სვეტში. სისტემა შემდეგ გადაიკოპირებს მნიშვნელობას "აქტუალური" სვეტიდან (მარცხენა მხარე) "პროგრამირებული" სვეტში (მარჯვენა მხარე).

Როდესაც დაბრუნდებით ნაგულისხმევ ხელით რეჟიმის ეკრანზე, ამ ღერძის პარამეტრი შეინახავს ბოლოს შენახულ მნიშვნელობას.
Ზემოთ მოყვანილი ნაბიჯების შესრულება უზრუნველყოფს DELEM DA-53T-ის ხელით რეჟიმში ღერძების ზუსტ და უწყვეტ მოძრაობას.
Корректировка функции
DELEM DA-53T რეჟიმში ხელით მუშაობისას ამ რეჟიმში დაპროგრამებული მოღუნვის ოპერაციის კორექტირების პარამეტრები გამოჩნდება.
Რადგან ხელით მუშაობის რეჟიმი, ჩვეულებრივ, მოიცავს მხოლოდ ერთ მოღუნვის ოპერაციას, ინტერფეისზე გამოჩნდება მხოლოდ ერთი ხაზი კორექტირების ინფორმაციით. ხელით მუშაობის რეჟიმში დაპროგრამებული კორექტირების მნიშვნელობები შეგიძლიათ შეამოწმოთ ისევე, როგორც ავტომატურ რეჟიმში. ამასთან, აქ ხილულია კორექტირების ბაზის ჩანაწერები და საწყისი კორექტირების მნიშვნელობებიც. კორექტირების ბაზაში წვდომა საკმაოდ მნიშვნელოვანია, რადგან მის ჩანაწერებს დიდი გავლენა აქვს საბოლოო მოღუნვის შედეგებზე. ეს ფუნქცია განსაკუთრებით სასარგებლოა კორექტირების მნიშვნელობების მორგებისას საცდელი მოღუნვის დროს და ოპტიმალური შედეგების ბაზაში შენახვისას.
Დიაგნოსტიკური ფუნქცია
DELEM DA-53T რეჟიმში დაწკაპებით "დიაგნოსტიკა" საშუალებას გაძლევთ ნახოთ თითოეული ღერძის სტატუსი. ეს ფანჯარა აჩვენებს ყველა ხელმისაწვდომი ღერძის მიმდინარე სტატუსს და აქტიური რჩება კონტროლერის ჩართვის შემდეგაც. ამ ფუნქციის გამოყენებით შესაძლებელია კონტროლერის მუშაობის სტატუსის რეალურ დროში მონიტორინგი მორჩენის ციკლის განმავლობაში, რაც კიდევ უფრო ამაღლებს ოპერაციულ სიზუსტეს.
Შესასვლელი/გამოსასვლელი სტატუსი
DELEM DA-53T რეჟიმში, დიაგნოსტიკის ინტერფეისში "I/O" ჩანართზე დაწკაპებით მომხმარებელი იღებს შესასვლელების (I) და გამოსასვლელების (O) მიმდინარე სტატუსის სრულ გადახედვას. ეს ინტერფეისი აქტიური რჩება კონტროლერის ჩართვის შემდეგაც, რაც საშუალებას აძლევს ოპერატორებს ეფექტურად მონიტორინგი განახორციელონ სისტემის მუშაობის სტატუსი მორჩენის ციკლის განმავლობაში და დროულად გამოავლინონ ანომალიები.
Გადიდებული I/O ხედი
Თუ გამოიყენებთ ერთ ან მეტ (5-მდე) საშუალებას, სისტემა შექმნის დამატებით „გაზრდილი IO“ გვერდს, რომელიც აჩვენებს არჩეულ IO-ს გაზრდილ ხედში. არჩეული პინები გამოჩნდება უფრო დიდ ზომაში, რაც შესაძლებლობას მისცემს ოპერატორებს მანძილიდან მონიტორინგის გაკეთებას და აუმჯობესებს ოპერაციულ მოქნილობას.
Ხშირად დასმული კითხვები (FAQ)
1. რა საზღვრები უნდა გაითვალისწინოთ DELEM DA-53T-ის მანუალურ რეჟიმში გამოყენებისას?
Ექსპლუატაციის დროს უნდა დაცული იყოს ყველა უსაფრთხოების ნორმა: ყურადღებით შეამოწმეთ სამუშაო ზონა, რომ დარწმუნდეთ, რომ არ არის შეშლილობები; ატარეთ დამცავი აღჭურვილობა; და გაეცანით მანუალური კონტროლის ღილაკების ფუნქციებს, რათა თავიდან აიცილოთ შემთხვევები ექსპლუატაციის დროს.
2. რა არის რეკომენდებული მოვლის სიხშირე DELEM DA-53T-ისთვის მანუალურ რეჟიმში?
Რეგულარული მოვლა უნდა შესრულდეს მოწყობილობის 500 საათიანი ექსპლუატაციის შემდეგ, რასაც შედის საშუალების ძირეული კომპონენტების მთლიანობის შემოწმება, მოწყობილობის ზედაპირის გაწმენდა და მოძრავი ნაწილების სმინვა, რათა უზრუნველყოთ მოწყობილობის უფრო კარგი მუშაობა და გაგრძელდეს მისი სერვისული სიცოცხლე.
შეიძლება თუ არა DELEM DA-53T ხელით მართვის რეჟიმის გამოყენება ყველა ტიპის ზეწოლის ოპერაციებისთვის?
Მიუხედავად იმისა, რომ DELEM DA-53T ხელით მართვის რეჟიმი საკმაოდ მრავალფუნქციურია, იგი ძირითადად განკუთვნილია იმ სცენარებისთვის, რომლებიც საჭიროებენ ხელით გასწორებას და სინქრონულ მონიტორინგს. უფრო რთული ან ავტომატიზირებული ოპერაციებისთვის რეკომენდებულია DA-53T-ის CNC ფუნქციების გამოყენება, რათა გაუმჯობინდეს ეფექტიანობა და სიზუსტე.
Დასასრული
DELEM DA-53T ხელით მართვის რეჟიმის კონფიგურირებისას სტატიაში მოცემული ნაბიჯების მიმდევარობა აუცილებელია მანქანის ნორმალური მუშაობის უზრუნველსაყოფად და მაქსიმალური შედეგების მისაღებად. მთელი პროცესი შეიცავს კონტროლერის ჩართვას, ხელით მართვის რეჟიმის არჩევას და პარამეტრების მიმართებას პრეს-მანქანის კონკრეტული მოთხოვნების შესაბამისად. ეს მოკლე და სისტემატური მუშაობის მეთოდი ეხმარება სამუშაო ეფექტიანობის ამაღლებას და შეცდომების შეცდომების შემცირებას.
Საჭიროა აპარატული უზრუნველყოფის შესწორება და რეგულარული მოვლა, რათა გააგრძელდეს პრეს-მაგიდის სერვისული ცხოვრება და უზრუნველყოთ მისი შესრულება. თუ ამ სტატიის მითითებების მიხედვით მოვლას ჩაუტარდებით და რეგულარულად შეასრულებთ მოვლას, შეძლებთ შეამციროთ აპარატული დაქვეითების დრო და გააუმჯობინოთ წარმოების ეფექტიანობა. თუ შემდგომ დაემხვდებით დეტალურ პრობლემებს ან დაგჭირდებათ ტექნიკური მხარდაჭერა, გთხოვთ დაგვიკავშირდეთ. გარდა ამისა, გირჩევთ იხილოთ სხვა დოკუმენტები, რომლებიც ხელმისაწვდომია ჩვენს ოფიციალურ ვებგვერდზე, რათა მიიღოთ უფრო პროფესიონალური ინსაიტები და ტექნიკური დახმარება.

