















































Metodikuri CNC press brake-ების გამრუდების კუთხის ზუსტად განსაზღვრა
Გერძის გაღდომის გადახრები შეიძლება მიიყვანონ უგანსაზღვრობას ნაწილების ფორმირებაში და ხარისხის პრობლემებს. CNC ჩანაწერის ზუსტი კორექციის მეთოდების მასტერი არის გასარკვევი იდეალური შედეგების მიღებისთვის ყოველ გერძის გაღდებისას. ამ სტატიაში დetail-ით განიხილება, როგორ შეიძლება მიიღოს ზუსტი კონტროლი გერძის გაღდომის კუთხეზე სინქრონიზაციის როდის კორექციის საშუალებით, რათა დაგეხმაროთ გამოსავალის ზუსტებისა და მუშაობის ეფექტიურობის გაუმჯობეს.
Გერძის გაღდომის კუთხის კორექციის ნაბიჯები
1. გაიგეთ სინქრონიზაციის როდის როლი
Სინქრონიზაციის როდი არის ძველი კომპონენტი CNC ჩაჭრის მანქანაში, რომელიც უბრალოდ გარანტირებს, რომ ორივე მხარეს მყარი ცილინდრები მოძრაობენ სინქრონულად, რათა დაცული პროცესში მართულობა ინახოს. ნებისმიერი გადახრა გაუმჯობეს ჩაჭრის კუთხის ზუსტებაზე.
2. ბეზრის მზადღება
Გამოთვალეთ ჩაჭრის ელექტროენერგია და დარწმუნდით, რომ მანქანა სრულიად ჩამორთულია.
Დაასაფუძვეთ დაცვილი გლოვი და სახის გადაწყვეტილები უსაფრთხო მოქმედების გარანტირებისთვის.
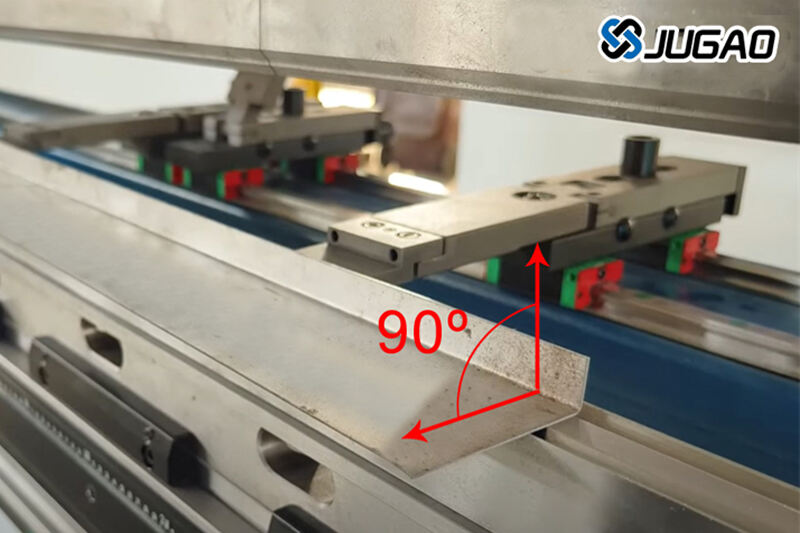
3. განაპირობეთ საწყისი კუთხე
Განსაზღვრეთ ტესტირების თაფლი ყოველ ცილინდრის ქვემოთ ორივე მხარეს.
Შეასრულეთ ორი გამრუდება იგივე პროცედურის გამოყენებით და გაზომეთ გამრუდების კუთხეები ორივე მხარეზე შესაბამისად.
Ჩაწერეთ ორივე მხარის კუთხეებს შორის სხვაობა განსაზღვრის საფუძველად.
Გამრუდების კუთხის ზომის სქემა
4. დაარგეთ სინქრონიზაციის როდი
Განსხვავებული სინქრონიზაციის როდი: მიუთითეთ სინქრონიზაციის როდის გამოყენების პოზიცია მაღაზიის დიზაინის მიხედვით.
Გადაადგილეთ კავშირის გარი: გადაადგილეთ ჰექსაგონური კავშირის გარი მითითებულ პოზიციამდე როტაციის გამოსავალი:

Სინქრონიზაციის როდის წარიმობით მარჯვნივ შეიძლება გაიზარდეს გამრუდების სიღრმე, რათა შემცირდეს გამრუდების კუთხე.
Ჩვეულებრივ, გამრუდების კუთხე ცვლილება 1 გრადუსით თითოეული როტაციისთვის (V16 საველი და 1.8mm ფულის მაგალითად).

Გადაადგილეთ ბლოკირების გარი: გამოსავალში გადაადგილეთ ბლოკირების გარი, რათა დარწმუნდეთ, რომ სინქრონიზაციის როდი არის მუდმივი.

5. ტესტირება და ვერიფიკაცია
Გამოიყენეთ გადაშლილი მასალა ტესტური გაღებისთვის, რათა გაზომოთ, WHETHER ჩანაწერილი კუთხე შეადგენს მოთხოვნებს.
Თუ მა/MPL არსებობს მიმართულება, განახლეთ გამოსავალი პასუხი მიმართულების მისაღებად.
6. საბოლოო შემოწმება და მაინტენანსი
Დარწმუნდით, რომ ყველა გამოსავალი ნაწილი დახურულია და არ განვითარდება მუშაობის დროს.
Რეგულარულად შემოწმეთ სინქრონიზაციის როდის მდგომარეობა, რათა დარწმუნდетесь, რომ ზუსტი კუთხე განავითარებული იქნება გრძელი პერიოდის განმავლობაში.
Მოცულებები
Მოდით გამავრცელეთ და ზედსართავი იყოთ ჩასწორებისას, რათა არ გამოიწვიოთ მეტი როტაცია, რომელიც მიიღებს მეტ კუთხის გადახრას.
Განსხვავებული ფლატრის thicness-ი და slot-ის ტიპი გავლენა იქნება ჩასწორების ეფექტზე, და საჭიროა ლექსი მოქმედება ფაქტიური პირობების მიხედვით.
Რекომენდებული არის ჩაწეროთ პარამეტრები თითოეული ჩასწორების შემდეგ, რათა შესაძლოა შემდგომი მართვა და ოპტიმიზაცია.
Აღარის ეტაპების მეშვეობით, შეგიძლიათ ეფექტურად ამოხსნათ კუთხეების განსხვავების პრობლემა და აღსარ汀ეთ პროდუქტის ხარისხი და წარმოების ეფექტი.
JUGAO CNC MACHINE-ის ძირითადი პროდუქტები მოიცავს ლაზერულ ჭრის მაशინებს, CNC ჰიდრაულიკურ გამრუდების მაშინებს, ლაზერულ კავშირის მაშინებს, ჭრის მაშინებს და ტუბის გამრუდების მაშინებს და ა.შ., რომლებიც გამოიყენება ფერო მეტალის გამუშავებაში, ჩასართავი კაბინეტებში, სვეტის მოწყობაში, მობილურ ტელეფონებში, 3C-ში, სამზარეულო ინსტრუმენტებში, ბანიოში, ავტო კომპონენტების მუშაობაში და მეტალურგიულ ინდუსტრიაში. მოგვიანებით კონსულტაცია მიიღეთ მაშინის ინფორმაციის შესახებ.

