















































DELEM DA-66T-ის პროგრამირების გამოყენება ეფექტიანობის ამაღლებისთვის
Როდესაც პრეს-გადამყვანებით თქვენი ოპერაციების ეფექტიანობის ამაღლებაზე ხართ, DELEM DA-66T პროდუქის პროგრამირების გაგება მნიშვნელოვანია. ეს სისტემა არა მარტო ამარტივებს თქვენს სამუშაო პროცესს, არამედ უზრუნველყოფს ზუსტ მოღუნვებს და ამცირებს მორგების დროს. DELEM DA-66T-ის ხელსაწყოთა კონფიგურაციის სრული ინტეგრაციით შეგიძლიათ მაქსიმალურად გაზარდოთ პროდუქტიულობა და გააუმჯობინოთ გამოშვებული პროდუქციის ხარისხი.
Ამ განმარტებაში მე გაჩვენებთ, თუ როგორ შეიძლება DELEM DA-66T პროდუქის პროგრამირება მნიშვნელოვნად ამაღლოს თქვენი მეტალგადამუშავების პროცესების ეფექტიანობა. საბაზისოდ დაწყებიდან დაწყებული კონკრეტული მოღუნვის პარამეტრებისა და ფუნქციების შესწავლით დასრულებული, თქვენ შეისწავლით, თუ როგორ გამოიყენოთ ამ მაღალი დონის კონტროლერის სრული პოტენციალი.
Დაწყება პროდუქის პროგრამირებით
DELEM DA-66T პროდუქის პროგრამირების დასაწყებად, მნიშვნელოვანია გაეცნოთ მის ფუნქციებს და პარამეტრებს. პროგრამის ინტერფეისი მომხმარებელისთვის მეგობრულია და შექმნილია იოლი ნავიგაციისა და კონფიგურაციის მიზნით.

Რიცხვითი პროგრამის შესაქმნელად ან შესაცვლელად, დაწყებული პროდუქების რეჟიმიდან შექმენით ახალი პროგრამა ან გამოიყენეთ ღილაკი „პროგრამა“ პირდაპირ შესასვლელად.
Არსებული CNC პროგრამის ჩასასწორებლად, აირჩიეთ პროდუქი პროდუქების მიმოხილვაში და აირჩიეთ ნავიგაციის ღილაკი „პროგრამა“. ახალი პროგრამის დაწყებისას აირჩიეთ „ახალი პროგრამა“ და ძირეული პროდუქის თვისებების შეყვანის შემდეგ სისტემა ავტომატურად გადავა პროგრამაზე.
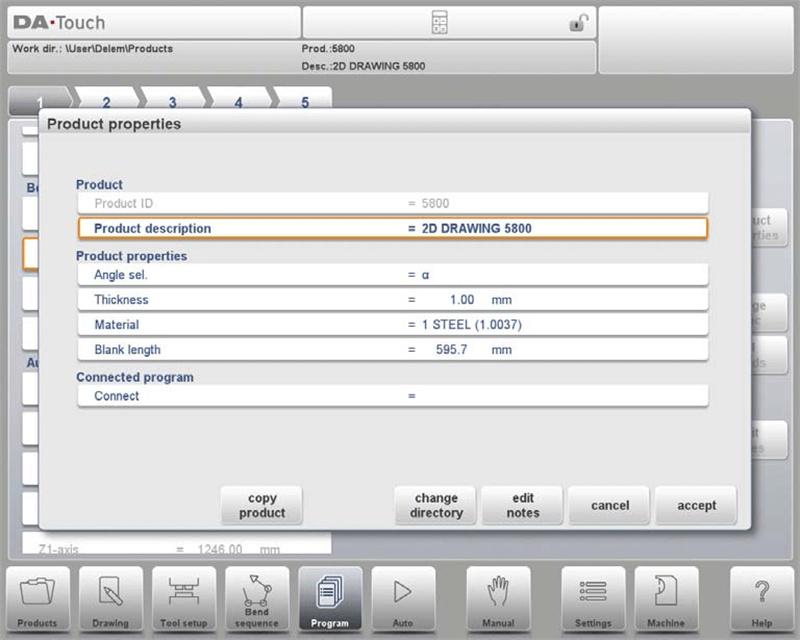
Ძირეული პროდუქის თვისებების შესაცვლელად დააწკაპუნეთ „პროდუქის თვისებები“. ეს პროგრამის პარამეტრები პროგრამის ყოველი გადაღუნვისთვის ერთი და იგივეა (პროგრამის ძირეული მონაცემები).
Დაიწყეთ ძირეთადი ფუნქციების გამოკვლევით: მასალის ჩატვირთვა, დიეზის არჩევა და საჭირო სპეციფიკაციების შეყვანა. თითოეული პარამეტრი, როგორიცაა მასალის სისქე, ნაგულისხმევი ნაწილის სიგრძე და ინსტრუმენტების კონფიგურაციის პარამეტრები, ზუსტი პროდუქტის შექმნისთვის მნიშვნელოვანია.
Პარამეტრების ახსნა:
Პროდუქტის ID: მიანიჭეთ უნიკალური იდენტიფიკატორი თითოეულ პროგრამას, მაქსიმუმ 25 სიმბოლო, ასოების და ციფრების გამოყენებით.
Პროდუქტის აღწერა: მიუთითეთ აღწერითი სახელი ან ნომერი პროგრამისთვის, ასევე შეზღუდული 25 სიმბოლოთი, რომელშიც დასაშვებია ასოები და ციფრები.
Კუთხის არჩევა: აირჩიეთ ორ შესაძლო Y-ღერძის პროგრამირების რეჟიმიდან:
0 = აბსოლუტური პოზიცია მოღუნვისთვის.
1 = α, სადაც მითითებულია კუთხე და Y-ღერძის პოზიცია გამოითვლება.
Სისქე: ფილის სისქე.
Მასალის არჩევა: აირჩიეთ 6 წინასწარ განსაზღვრული ან 99 პროგრამირებადი მასალიდან მოღუნვის სიღრმის გამოსათვლელად. მასალების კონფიგურაცია შესაძლებელია პარამეტრებში მასალების გვერდზე.
Ფილის სიგრძე: განსაზღვრეთ საწყისი ფილის სიგრძე, რომელიც საჭიროა პროდუქტისთვის, გამოთვლილი 2D ნახაზზე დაყრდნობით.
Პროგრამების დაკავშირება: პროგრამების დაკავშირება 3D პროდუქების შესაქმნელად რამდენიმე ეტაპიდან.
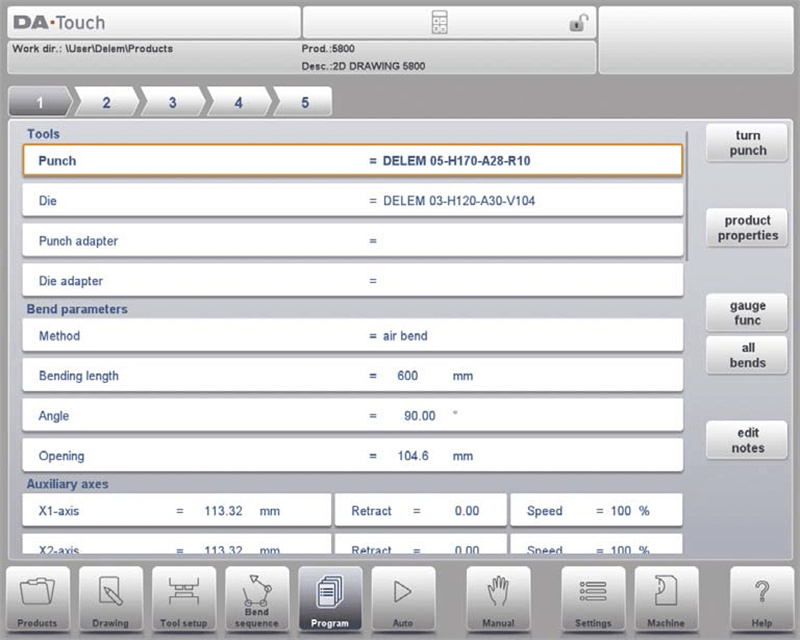
Მთავარ ეკრანზე ჩვენდება ხელმისაწვდომი მოღუნვები და ამ მთავარი ეკრანიდან, ყოველი ხელმისაწვდომი მოღუნვიდან, შესაძლებელია კონკრეტული პარამეტრების დათვალიერება და რედაქტირება.
Ეკრანის ზედა ნაწილში მოღუნვის ამომრჩევი გამოიყენება DA-66T პროდუქტის პროგრამირებაში მოღუნვებში ნავიგაციისთვის. მითითებულ მოღუნვებზე შეგიძლიათ დააწკაპუნოთ სასურველი მოღუნვის მონაცემების მარტივად არჩევისთვის.
Გადაიღებს ახალ ფანჯარას, რომელშიც ნაჩვენებია პროდუქის თვისებები, რომლებიც გამომდინარეობს ყველა მოღუნვიდან და შესაძლებელია მათი რედაქტირება.
Გეიჯის ფუნქციები: გადაიღებს ფანჯარას, რომელშიც ღერძების პოზიციები თითების პოზიციებთან მიმართებაში შეიძლება პროგრამირდეს.
Ყველა მოღუნვა: გადაიღებს ახალ ფანჯარას, რომელშიც ყველა მოღუნვა ცხრილშია ნაჩვენები.
Შენიშვნების რედაქტირება: გადაიღებს ფანჯარას, რომელიც საშუალებას აძლევს მიმდინარე პროდუქთან დაკავშირებული შენიშვნების დათვალიერებასა და რედაქტირებას.
Ეს სტრუქტურული მიდგომა ეხმარება ოპერაციული სამუშაო სივრცეების ოპტიმიზაციაში, სიზუსტის გაუმჯობესებას და პროდუქტიულობის ამაღლებას სამრეწველო გარემოში.
Ამ თვისებების შესწავლა უზრუნველყოფს სწორ დაწყებას და ეფექტიანი პროდუქტის პროგრამირების უპირატესობების გამოყენებას.
Მოღუნვის პარამეტრების გაგება
DELEM DA-66T-ს შეიცავს მოღუნვის პარამეტრების სრულ სიას, რომელიც მნიშვნელოვანია ზუსტი ოპერაციებისთვის. პროდუქტის ID და აღწერა ეკრანის ზედა მწკრივშია ნაჩვენები.
Თქვენ დაიწყებთ სწორი ინსტრუმენტების არჩევით, გათვალისწინებული მასალის ტიპი და სისქე.
Საწმენდის არჩევა: DELEM DA-66T პროდუქტის პროგრამირებაში საწმენდის სახელი (ID) საკმაოდ მნიშვნელოვანია. დააჭირეთ მისი შესაცვლელად ან აირჩიეთ ბიბლიოთეკიდან ინსტრუმენტების მართვის გასამარტივებლად.
Დანის არჩევა: მარტივად დააჭირეთ დანის ასარჩევად ან შესაცვლელად დანის ბიბლიოთეკიდან.
Საწმენდის ადაპტერი: აირჩიეთ და შეასრულეთ საწმენდის ადაპტერის პროგრამირება ბიბლიოთეკიდან. DELEM DA-66T პროდუქტის პროგრამირება იყენებს მანქანის რეჟიმის პარამეტრებს ადაპტერის ეფექტიანი გამოყენებისთვის.
Დანის ადაპტერი: ანალოგიურად, აირჩიეთ დანის ადაპტერი DELEM DA-66T პროდუქტის პროგრამირებით, რაც დამოკიდებულია მანქანის რეჟიმის პარამეტრებზე ოპტიმალური მუშაობისთვის.
Ხელსაწყოს პროგრამირება: ეფექტურად შეასრულეთ ხელსაწყოს ID-ების პროგრამირება ან ბიბლიოთეკიდან მოძებნეთ ხელსაწყოების ვარიანტები. ისარგებლეთ ' Turn Punch ' ან ' Turn Die ' ხელსაწყოს ორიენტაციის მოსარგებლად.
Გადაღუნვის პარამეტრები, როგორიცაა გადაღუნვის კუთხე, რადიუსი და კიდურის სიგრძე, მორგებულია სასურველი შედეგის მიხედვით.
Მოღუნვის პარამეტრები
Მეთოდი
Აირჩიეთ საჭირო გადაღუნვის მეთოდი. მართვა მხარს უჭერს 5 მეთოდს:
• ჰაერით გადაღუნვა
• საბოლოო გადაღუნვა
• ნაპრის გადაღუნვა
• ჰემინგი და საბოლოო ზომის მიცემა
• მართვა
Შემდეგი არის დეტალური მონაცემები:
Ჰაერის ზღვარი:
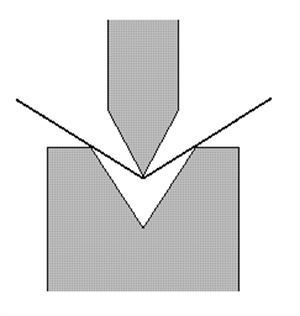
DELEM DA-66T პროდუქტის პროგრამირება ეფექტურად გამოთვლის Y-ღერძის საჭირო პოზიციას, რათა მიიღოს პროგრამირებული კუთხე, რაც მოხდება წებოს საჭირო სიღრმეში ჩაწევით.
Საბოლოო ზომის მიცემა:
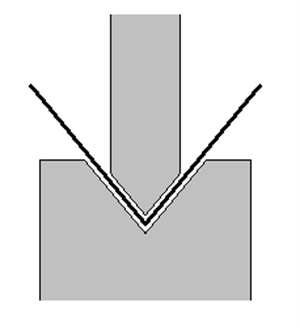
DELEM DA-66T პროდუქტის პროგრამირებაში, ფურცელი ირყვნება წებოსა და დანის შორის წნეხით, რასაც დანის ფსკერი უდრის, როგორც საჭირო Y-ღერძის პოზიციას ზუსტი დამუშავებისთვის.
Ჰემინგი:
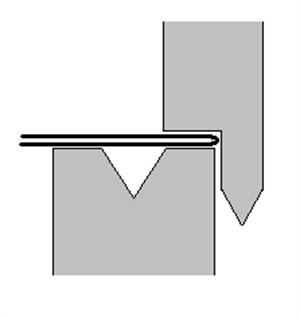
DELEM DA-66T პროდუქტის პროგრამირებით, ფურცელი ორჯერ იკეცება წინასწარ მწვანე კუთხის მქონე ირყვნის შემდეგ. სისტემა ზუსტად გამოთვლის Y-ღერძის პოზიციას, როგორც დანის ზედაპირს დამატებული ფურცლის ორმაგი სისქე, გამოყენებით „hem opening“ პროგრამირებას კორექტირებისთვის.
Ჰემინგი და საბოლოო ზომის მიცემა:
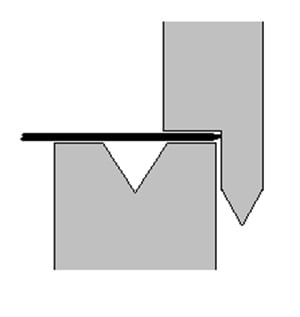
Ნახევრის ჩამოწოლის მსგავსად, DELEM DA-66T პროდუქტის პროგრამირება ზედა ზომის საყრდენს იღებს Y-ღერძის პოზიციად, რაც უზრუნველყოფს ზუსტ გადაკეთებას და შეკუმშვას ჭკვიარსა და ზომს შორის.
Მართვა: DELEM DA-66T პროდუქტის პროგრამირება ადვილს ხდის არა-დამრეცხ ეტაპების მართვას Y-ღერძის უძრაოდ შენარჩუნებით, რათა უკანა ლოდინის ღერძები პროგრამირებული მნიშვნელობების მიხედვით დაიკავონ თავისი პოზიციები. პროდუქტის მართვის ეფექტიანობისთვის საჭიროა გარე ეტაპის შეცვლა (C-შეყვანა).
Შენიშვნა 1: ნახევრის ჩამოწოლის მრეცხალი ნაჩვენებია სპეციალური ნახევრის ჭკვიარით, თუმცა ეს არ არის სავალდებულო.
Შენიშვნა 2: როდესაც არჩეულია საბოლოო დამრეცხის ოპერაცია, Y-ღერძის გადაადგილების ბოლო პოზიცია დამოკიდებულია მუშა ძალაზე. თუ ძალა საკმარისია იმისთვის, რომ ღერძი მიაღწიოს გამოთვლილ ბოლო პოზიციას, ღერძის სვლა შეზღუდული იქნება პოზიციის მნიშვნელობით.
Დამრეცხის სიგრძე: საშუალებებს შორის ფურცლის სიგრძე.
Კუთხე: ამ მოღუნვის საჭირო კუთხე. ეს პარამეტრი გამოჩნდება მხოლოდ მაშინ, თუ არჩეულია კუთხის პროგრამირება „Angle sel.“ პარამეტრით და მოღუნვის მეთოდი ჰაერის მოღუნვაა.
Ნახევარი გახსნა: DELEM DA-66T პროდუქტის პროგრამირება გამოთვლის სარკმლის პოზიციას ნახევრის მოღუნვისთვის ფლანცებს შორის გახსნის მანძილის მიხედვით.
Მოღუნვის პოზიცია: Y-ღერძის პოზიცია, რომელიც საჭიროა მოღუნვისთვის, გამოჩნდება მაშინ, როდესაც გამოიყენება აბსოლუტური პროგრამირება ან როდესაც აქტიურია საბოლოო/ნახევრის მოღუნვის მეთოდები.
Გახსნა: ეს პარამეტრი განსაზღვრავს წვეთისა და კალაპახის შორის სივრცეს მოღუნვის შემდეგ. DELEM DA-66T პროდუქტის პროგრამირებაში დადებითი მნიშვნელობა მიუთითებს სივრცეს „Mute“-ზე მაღლა, ხოლო უარყოფითი – ქვემოთ.
Დამხმარე ღერძი: DELEM DA-66T პროდუქტის პროგრამირება აღიქვამს X-ღერძის უარყოფით მნიშვნელობებს როგორც შედარებით საშუალებას, რომელიც გამოდგება ოპერაციების ჯაჭვის შესაქმნელად.
Უკან დასვლა: მოცემულ მოღუნვაში არჩეული ღერძის უკან დასვლის მანძილი DELEM DA-66T პროდუქტის პროგრამირებაში იწყება მაშინ, როდესაც სარკმელი აწმენდს ფურცელს, რაც აოპტიმიზებს მუშაობის დროს.
Ღერძების სიჩქარე: DELEM DA-66T პროდუქტის პროგრამირებაში სიჩქარე შეიძლება დაყენდეს მაქსიმალური სიჩქარის პროცენტულად, რაც უზრუნველყოფს ზუსტ კონტროლს წარმოების პროცესებზე. DELEM DA-66T პროდუქტის პროგრამირების ამ შესაძლებლობების გაგებით და გამოყენებით წარმოებელები მნიშვნელოვნად შეძლებენ გააუმჯობინონ ეფექტიანობა და პროდუქტიულობა.
Შეასწორეთ შენიშვნები
Შენიშვნების რედაქტირების ფუნქცია საშუალებას აძლევს თითოეული დავალებისთვის დაწეროთ დეტალური ინსტრუქციები, რაც შეიძლება მნიშვნელოვანი იყოს მომავალში გამოყენებისთვის.
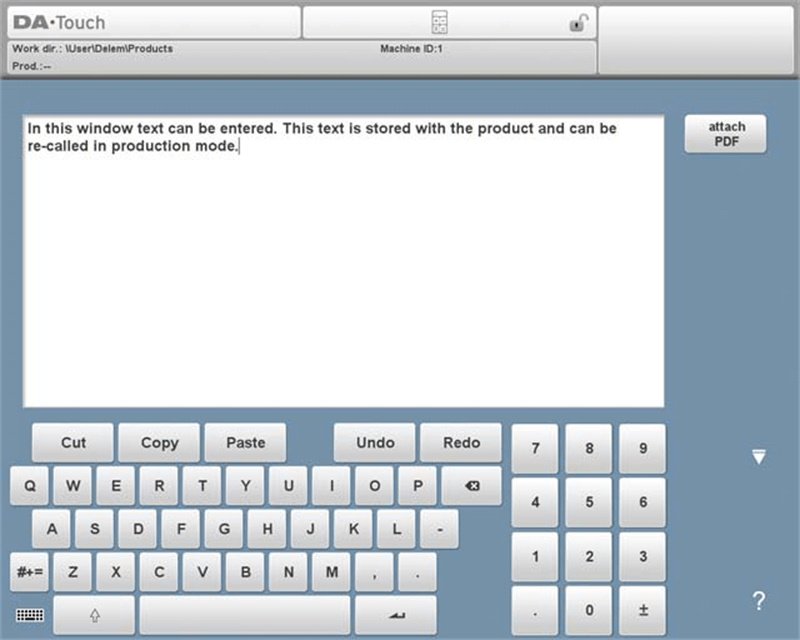
Შენიშვნას PDF ფაილის მისაბმელად დააჭირეთ "მიბმა PDF". კატალოგის ბრაუზერის მეშვეობით შეიძლება მონიშნოთ PDF ფაილი, რომელიც შემდეგ ჩაემატება პროდუქტის ფაილს.
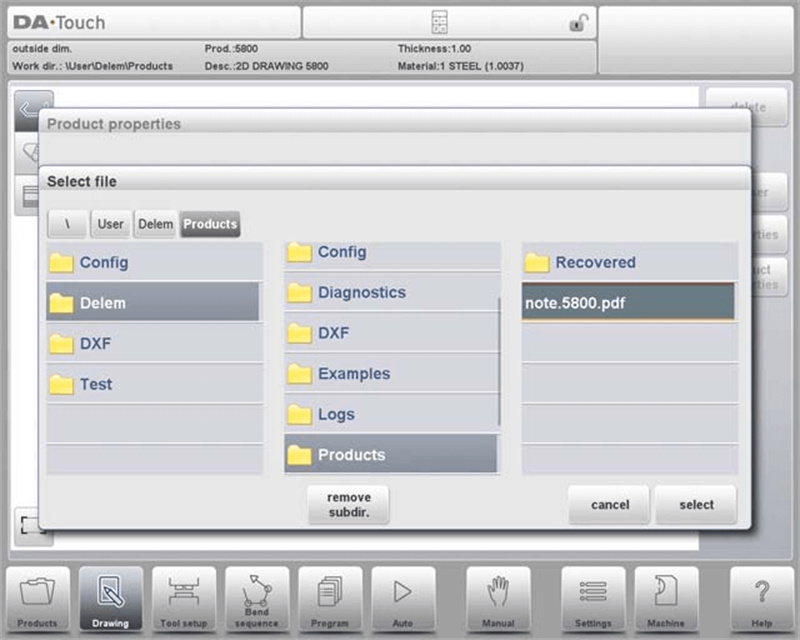
Თუ მხოლოდ PDF ფაილია მიბმული ტექსტური შენიშვნის გარეშე, PDF ფაილი დაიხატება დასაწყისში, როდესაც მომხმარებელი დააჭერს შენიშვნების ინდიკატორს ავტო რეჟიმში.
Გეიჯის ფუნქცია
Გეიჯის ფუნქცია დამატებით ეხმარება მასალის სწორად განთავსებაში და უზრუნველყოფს მუდმივ ზუსტად განმეორებად ოპერაციებში.
DELEM DA-66T პროდუქტის პროგრამირებაში „Gauge Func“ ხსნის ფანჯარას უკანა ზომის პარამეტრების მართვისთვის, რაც აუცილებელია სასურველი თითების პოზიციების დასაპროგრამირებლად ყოლის მიხედვით.
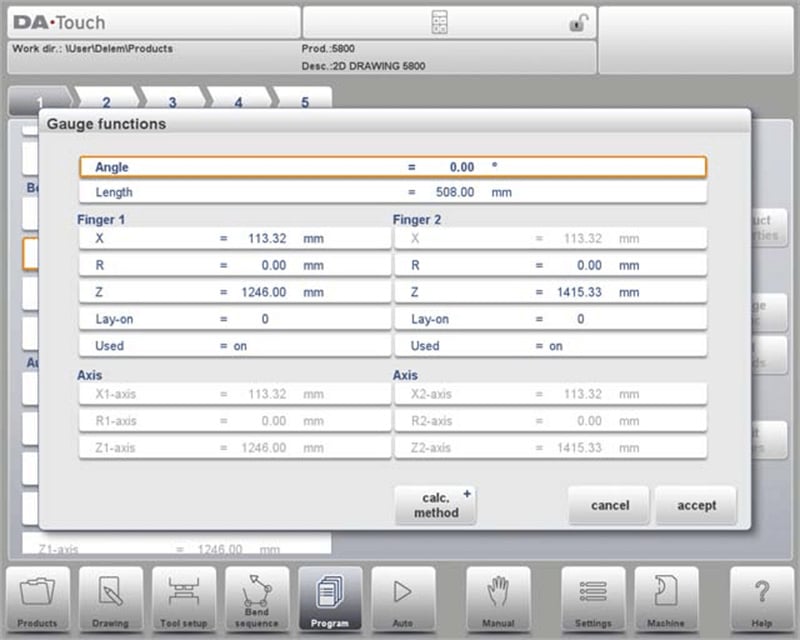
Კუთხე: განსაზღვრავს უკანა ზომის თითების კუთხეს ზუსტი კუთხით პოზიციონირებისთვის.
Სიგრძე: ამით ირეგულირება პროდუქტის გვერდის სიგრძე უკანა ზომის პოზიციონირებისთვის, კერძოდ Z-პოზიციონირებისთვის.
X: თითების X-მიმართულებით ხელით კორექტირებადი პოზიცია ფურცლის განთავსებისთვის.
R: ხელით კორექტირებადი პოზიცია R-მიმართულებით, რაც ზრდის პოზიციონირების ზუსტად მართვის შესაძლებლობას.
Z: Z-მიმართულებით კორექტირება თითების ოპტიმალური პოზიციონირების უზრუნველსაყოფად.
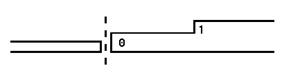
Lay-on: საშუალებას აძლევს მრავალი თითის პოზიციის დაპროგრამირებას DELEM DA-66T პროდუქტის პროგრამირებით, რაც ზემოქმედებს ღერძების პოზიციებზე, ზომის პოზიციის შენარჩუნებით.
Lay-on = 0: გადადება არ ხდება (ნაგულისხმევი)
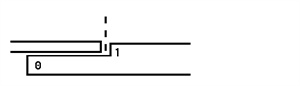
Lay-on = 1: გადადება პირველ დონეზე
Lay-on = 2: გადადება მეორე დონეზე
Lay-on = 3: მესამე დონეზე დაწოლა
Გამოყენების პარამეტრი: პარკინგის ფუნქციონალი DELEM DA-66T პროდუქის პროგრამირებაში; თითების პარკირება Z-პოზიციის მიხედვით, როდესაც ისინი არ გამოიყენებიან. გამოყენებადი, როდესაც ორზე მეტი თითი მონაწილეობს.
Ცვლილებების ეფექტი: 'Lay-on'-ის გარეშე X და R ღერძების პოზიციები იცვლება, ხოლო საზომის პოზიციები უცვლელი რჩება, რაც ამარტივებს პროგრამირების პროცესს DELEM DA-66T პროდუქის პროგრამირებაში.
Lay-on = 0
Lay-on = 1
Მრუდის ფუნქციების შესწავლა
Მრუდის ფუნქციები აუცილებელია DELEM DA-66T პროდუქის პროგრამირების ოპტიმიზაციისთვის. დამხმარე ფუნქციებს მნიშვნელოვანი როლი აქვს, რომლებიც ავტომატურად არეგულირებენ პარამეტრებს კონფიგურაციის ცვლილების შემთხვევაში, რაც შემცირებს ხელით ჩარევის აუცილებლობას.
1. Mute Point-ის დაყენება:
Მიზანი: Y-ღერძის გადართვა სწრაფი დახურვიდან ზეწოლის სიჩქარეზე.
Დეტალები: დააპროგრამეთ mute point-ის მანძილი ფურცლის ზემოთ. ნაგულისხმევი mute მნიშვნელობა პროგრამირებული მატრიციდან მოდის.
Შენიშვნა: ხელმისაწვდომობა დამოკიდებულია მანქანის პარამეტრებზე.
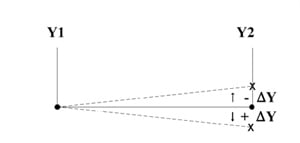
2. პარალელურობა: Მარცხენა და მარჯვენა ცილინდრის სხვაობა (Y1 და Y2). როდესაც დადებითია, მარჯვენა მხარე ქვემოთ არის. როდესაც უარყოფითია, მარჯვენა მხარე ზემოთ არის. დაპროგრამებული მნიშვნელობა აქტიურია ჩაკეტვის წერტილამდე.
3. გამეორება:
0 = დაღუნვა გამოტოვდება.
1-დან 99-მდე = დაღუნვის გამეორების რაოდენობა.
4. მოუთმენია შეკუმშვის კონფიგურაცია
Დანიშნულება: Y-ღერძის მოუთმენლობის კონტროლი შეკუმშვის დროს.
Პარამეტრები:
Არა: შეკუმშვა იწყება Y-ღერძის ჩაკეტვის წერტილში გადასვლისას გაჩერების გარეშე.
Დიახ: Y-ღერძი ჩერდება ჩაკეტვის წერტილში მანამ, სანამ შეკუმშვა დასრულდება.
5. ნაბიჯის შეცვლის კოდი:
Დანიშნულება: განსაზღვრეთ, როდი გააქტიურდება შემდეგი მოღუნვის პარამეტრები.
Პარამეტრები:
0 – ER: შეცვლა დეკომპრესიის დასასრულს.
1 – MUTE: შეცვლა გაღების დროს ჩახშობის პოზიციაში.
2 – UDP: შეცვლა ზედა კვდომის წერტილში.
3 – UDP STOP: შეცვლა ზედა კვდომის წერტილში, ღერძის მოძრაობის გარეშე.
4 – EXTERNAL: შეცვლა C-ინფუთის აქტიურობის დროს; სადანის ან რეტრაქტირების მოძრაობის გარეშე.
5 – UDP EXTERNAL: შეცვლა C-ინფუთით ზედა კვდომის წერტილში, სადანის და რეტრაქტირების მოძრაობის დაშვებით.
6. დაყოვნების დრო: Ნაბიჯის შეცვლამდე დაპროგრამებული დაყოვნების დრო (0-30 წმ).
7. ძალა: Მაქსიმალური დარეგულირებული ძალა ზემოქმედების დროს (ავტომატურად გამოთვლილი).
8. დაყოვნების დრო: Ჩამოსხმის წერტილში დაჭერის დროის შეჩერება.
9. დეკომპრესია: Ჩამოსხმის შემდეგ დეკომპრესიის სვლა სამუშაო წნევის გასათავისუფლებლად.
10. დაჭერის და დეკომპრესიის სიჩქარე:
Დაჭერის სიჩქარე: სამუშაო სიჩქარე საწყისი ნაგულისხმევი პარამეტრებიდან.
Დეკომპრესიის სიჩქარე: დეკომპრესიის დროს დაპროგრამებული სიჩქარე.
11. ნაწილის მხარდაჭერის დაბრუნების სიჩქარე:
Დანიშნულება: დააყენეთ სიჩქარე ნაწილის მხარდაჭერის დაბრუნებისთვის ზედაპირის მოგვრის შემდეგ.
Შენიშვნა: ხელმისაწვდომია ნაწილის მხარდაჭერის სისტემით.
Მოგვრის პარამეტრები – ყველა მოგვრა
Მნიშვნელოვანი ასპექტია მოგვრის პარამეტრების პროგრამირება ყველა მოგვრისთვის, რაც უზრუნველყოფს ერთგვაროვნებას და მინიმალურ შეცდომებს წარმოების დროს. ეს ფუნქცია არა მარტო ამცირებს მასალის დანახარჯს, არამედ აჩქარებს ზოგადად მოგვრის პროცესს.
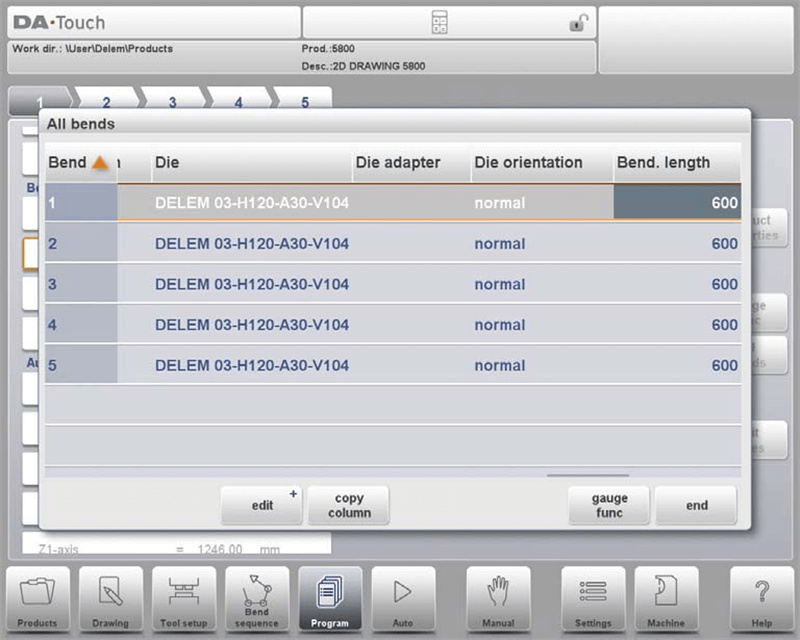
Კონკრეტული მოგვრები შეიძლება აირჩეს ეკრანზე, თუ გადაათარგნით გამოკვეთილ ზოლს ამ მოგვრაზე და შემდეგ აირჩევთ END (დასასრულს). ამ ეკრანიდან შეგიძლიათ შეცვალოთ სრული CNC პროგრამა DELEM DA-66T პროდუქტის პროგრამირების გამოყენებით. ყველა მოგვრის პარამეტრი შეიძლება შეიცვალოს ცხრილში, ასევე შეგიძლიათ გადაადგილოთ, დაამატოთ ან წაშალოთ მოგვრები. ხელმისაწვდომი სვეტების გადასავლა შეგიძლიათ თითის მოძრაობით/გადათრივით.
Ფუნქციები:
Რედაქტირება: შეცვალეთ პროგრამა ბრძანებების გამოყენებით, როგორიცაა ჩასმა, წაშლა და მოგვრის მონიშვნა.
Სვეტის კოპირება: ეს საშუალებას გაძლევთ მიმდინარე მონიშნული პარამეტრის მნიშვნელობის კოპირებას ყველა სხვა მოგვრისთვის.
Gauge Func: შეასრულეთ გეიჯის პოზიციების პროგრამირება წინა ახსნილის მიხედვით.
Როდესაც დააჭერთ ჩასწორების ფუნქციას, გამოჩნდება временное ღილაკების ზოლი დამატებითი პარამეტრებით:
Გადაღუნვის ჩასმა: ამატებს ახალ გადაღუნვას მიმდინარე გადაღუნვის დაკოპირებით.
Გადაღუნვის მონიშვნა: მომზადებს გადაღუნვას გადატანის ან გაცვლის მსგავსი მოქმედებებისთვის.
Გადაღუნვის წაშლა: ამოიღებს მიმდინარედ მონიშნულ გადაღუნვას.
Დამატებითი ფუნქციები, როდესაც გამოიყენება გადაღუნვის მონიშვნა:
Გადაღუნვის გადატანა: შეცვალეთ გადაღუნვების რიგითობა, მონიშნეთ და გადაადგილეთ ისინი მიმდევრობის შიგნით.
Გადაღუნვების გაცვლა: ორი გადაღუნვის ადგილის გაცვლა.
Მონიშვნის შეწყვეტა: გადაღუნვის მონიშვნის გაუქმება, მოქმედების დასრულება ან გაუქმება.
CNC პროგრამების შეერთება
DELEM DA-66T პროდუქტის პროგრამირების შემთხვევაში, გამოიყენეთ Connect პარამეტრი 3D პროდუქების შესაქმნელად, რომლებიც ერთმანეთის მიყოლებით ასრულებენ გადაღუნვის მიმდევრობას. შეადგინეთ ორი მიმართულების პროგრამა:
1. შექმენით და შეასრულეთ გადაღუნვის მიმდევრობის პროგრამირება თითოეული მიმართულებისთვის.
2. დააკავშირეთ პროგრამები თანმიმდევრობის არჩევით პროდუქტის ბიბლიოთეკიდან და Connect პარამეტრის გამოყენებით.
3. როცა ერთმანეთს უკავშირდება რამდენიმე პროგრამა, თითოეული მათგანი თავს უხდება შემდეგს და ბოლოს ბრუნდება პირველზე.
Შეერთებული პროგრამებით წარმოების ჩასატარებლად:
1. აირჩიეთ პირველი პროგრამა.
2. შედით ავტომატურ რეჟიმში.
3. დაპროგრამეთ პროდუქტის რაოდენობა „საწყობის რაოდენობით“.
4. დააჭირეთ ღილაკს „დაწყება“ მიმდევრობის დასაწყებად.
Პირველი პროგრამის დასრულებისთანავე შემდეგი იწყება ავტომატურად, რაც მიუთითებს დარჩენილ რაოდენობაზე.
Სპეციალური რედაქტირების შენიშვნები
DELEM DA-66T პროდუქტის პროგრამირებაში სპეციალური ჩასწორების შენიშვნები მნიშვნელოვანია კონსტრუირებისთვის და კონკრეტული სამუშაოს მოთხოვნებისთვის. ეს ფუნქცია საშუალებას აძლევს ოპერატორებს შეიყვანონ დამატებითი ინსტრუქციები ან შესწორებები, რომლებიც შესაძლებლობას იძლევა მორგოზონ მორიების პროცესი უნიკალურ მოთხოვნებს. ეს უზრუნველყოფს იმას, რომ ნებისმიერი კონკრეტული დეტალი ან საკითხი იქნეს აღნიშნული და გათვალისწინებული, რაც მანქანათმშენებლობის პროცესს პირადულ ხასიათს ანიჭებს და ხელს უწყობს მანქანის შესაძლებლობების უკეთ გაგებას.
DELEM DA-66T პროდუქტის პროგრამირებაში, პროგრამის მონაცემების შეცვლის შემდეგ, სისტემა ავტომატურად არ გამოითვლის შემდეგს:
1. ძალა
2. დეკომპრესია
3. ამობუგვრის მოწყობილობის მართვა
4. Z-ღერძის პოზიციის ოფსეტი
5. X-ღერძის პოზიციის კორექცია
Ასე მუშაობს ხელახლა გამოთვლა DELEM DA-66T პროდუქტის პროგრამირებაში:
Პარამეტრები 1-დან 4-მდე ხელახლა გამოითვლება მხოლოდ მაშინ, თუ პარამეტრებში ჩართულია 'ავტო გამოთვლების ჩასწორება'.
Პარამეტრი 5 თავიდან გადაითვლება, როდესაც „აქტიური ზღვარის დაშვების ცხრილი“ ჩართულია პარამეტრებში. X-ღერძის კორექტირება შესაძლებელია „Corr.X“-ის გამოყენებით ცალ-ცალკე მოღუნვებისთვის და „G-corr.X“-ის გამოყენებით აქტიურ პროგრამაში არსებული ყველა მოღუნვისთვის.
Გამონაკლისად, როდესაც „მოღუნვის მეთოდის“ პარამეტრი იცვლება, ძალა და დეკომპრესია თავისთავად ადაპტირდება. ეს განსაკუთრებით ხაზს უსვამს DELEM DA-66T პროდუქტის პროგრამირების იმ შესანიშნავ შესაძლებლობას, რომ ის ეფექტურად ამართლებს პარამეტრების თავიდან გადათვლას, რაც ოპერაციების ეფექტიანობის გაუმჯობესებას უზრუნველყოფს.
Დასკვნა
Შეჯამებისათვის, DELEM DA-66T პროდუქტის პროგრამირება პირდაპირ ამაღლებს წარმოების ეფექტიანობას. მისი ძირეული უპირატესობები შედის ინტუიციური ინტერფეისი, დამატებითი პროგრამირების შესაძლებლობები, რეჟიმში დიაგნოსტიკა და ავტომატიზირებულ სისტემებთან უხეში ინტეგრაცია.
Იმის გასარკვევად, თუ როგორ შეძლებს DELEM DA-66T თქვენი ოპერაციების ოპტიმიზაციას, გთხოვთ, დაუკავშირდით JUGAO გუნდს. ჩვენ მზად ვართ მოგაწოდოთ დეტალური მხარდაჭერა და განვიხილოთ თქვენი კონკრეტული შეკითხვები. დამატებითი ინფორმაციისთვის, ჩვენ ასევე გთხოვთ, გაეცნოთ ჩვენს დამატებით ტექნიკურ რესურსებს.

