















































ESTUN E21 ოპერაციული მიდგომის ძირეული ინსაიტები
Თქვენი მეტალის დამუშავების სამუშაო პროცესების ეფექტიანობის ასამაღლებლად, აუცილებელია ESTUN E21-ის ექსპლუატაციის ინსტრუქციის ძირეულად გააზრება. თუ თქვენ ეძებთ პროფესიონალურ რჩევებს ამ კონტროლერის გამოყენების ოპტიმიზაციის მიზნით, თქვენ სწორ ადგილას მოხვედით.
Ეს სტატია გამოიკვლევს ESTUN E21-ის ოპერაციული მითითებების ძირეულ ინსაიტებს და მოგაწვდით პრაქტიკულ რჩევებს, რომლებიც დაგეხმარებათ თქვენი ოპერაციული პროცესების გასაუმჯობესებლად. გამოცდილი იქნებით თუ არა ამ სისტემის მომხმარებელი ან ახლა იწყებთ მის გამოყენებას, ეს ინსაიტები მოგაწვდით საჭირო ცოდნას, რათა გაზარდოთ სიზუსტე და პროდუქტიულობა თქვენი ამოცანების შესრულებისას. მოდით შევხედოთ მითითებებს და გამოვიყენოთ სრული პოტენციალი ESTUN E21-ის თქვენი მანქანებისთვის.
Საბაზისო ოპერაციული პროცედურა
Იმისათვის, რომ ESTUN E21 კონტროლერი ეფექტურად გამოიყენოთ, ჯერ უნდა გაეცნოთ მის საბაზისო ოპერაციულ პროცედურას. დაიწყეთ კონტროლერის სწორად დაკავშირებისა და ჩართვის შემოწმებით. როდესაც მანქანა გააქტიურდება, პირველი ნაბიჯი არის საჭირო ოპერაციული პარამეტრების შეყვანა კონტროლერის დისპლეიზე. ამაში შედის ოპერაციის რეჟიმის არჩევა (რუკით ან ავტომატური) კონკრეტული ამოცანის მოთხოვნების მიხედვით. ამ საწყისი ნაბიჯების შემდეგ თქვენ მზად ხართ ზუსტი ოპერაციების შესასრულებლად, როგორც მითითებულია ESTUN E21 ოპერაციული მითითებების მიხედვით.
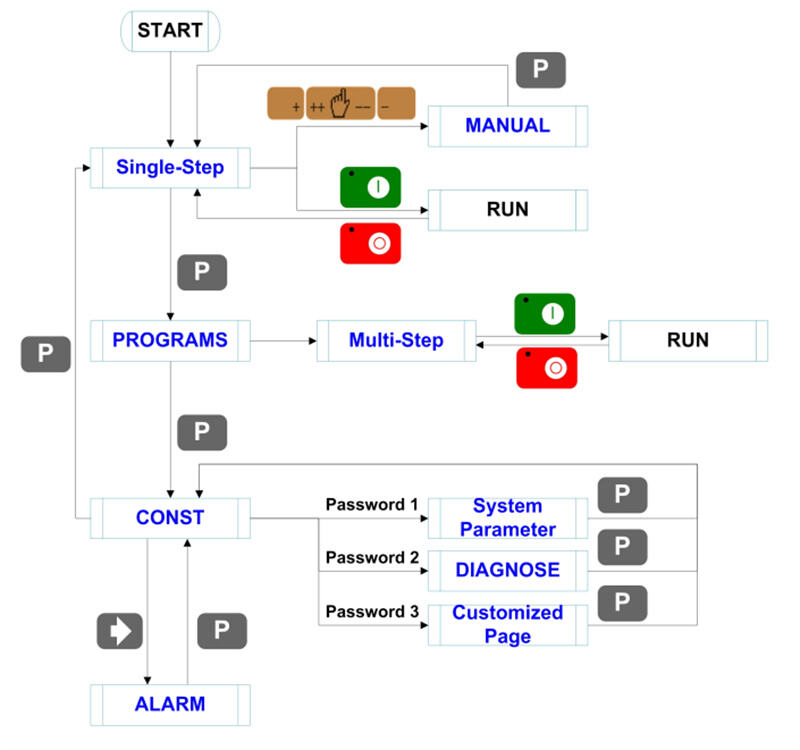
Მოწყობილობის საწყისი რეჟიმის გადართვის და ექსპლუატაციის პროცესი ნაჩვენებია ნახაზზე.
ESTUN E21 კონტროლერის პროგრამირება
Თქვენი პრეს-ფოლგანის პროგრამირება ESTUN E21-ით მარტივი და ეფექტურია. დავალების შესასრულებლად, ჯერ უნდა წვდომა მიიღოთ კონტროლერის პროგრამირების მენიუში. ეს ითვლება ინტერფეისის მოძრაობას ბრძანებების შესატანად, როგორიცაა მოღუნვის კუთხეები, მასალის ტიპი და მასალის სისქე. ამ ნაბიჯების შესრულებით, თქვენ შეგიძლიათ დარწმუნდეთ, რომ მანქანა მუშაობს სიზუსტით, რომელიც საჭიროა რთული დავალებებისთვის, როგორც მითითებულია ESTUN E21 ექსპლუატაციის მითითებებში. ასევე შეგიძლიათ შეცვალოთ და შეინახოთ რამდენიმე პროგრამა, რაც საშუალებას გაძლევთ მოქნილობას და ეფექტურობას ყოველდღიურ ექსპლუატაციაში.
Მოწყობილობას აქვს ორი პროგრამირების მეთოდი: ერთ-ეტაპიანი პროგრამირება და მრავალ-ეტაპიანი პროგრამირება. მომხმარებლებს შეუძლიათ აირჩიონ შესაბამისი მეთოდი რეალური სამუშაო მოთხოვნების მიხედვით.
Ერთ-ეტაპიანი პროგრამირება
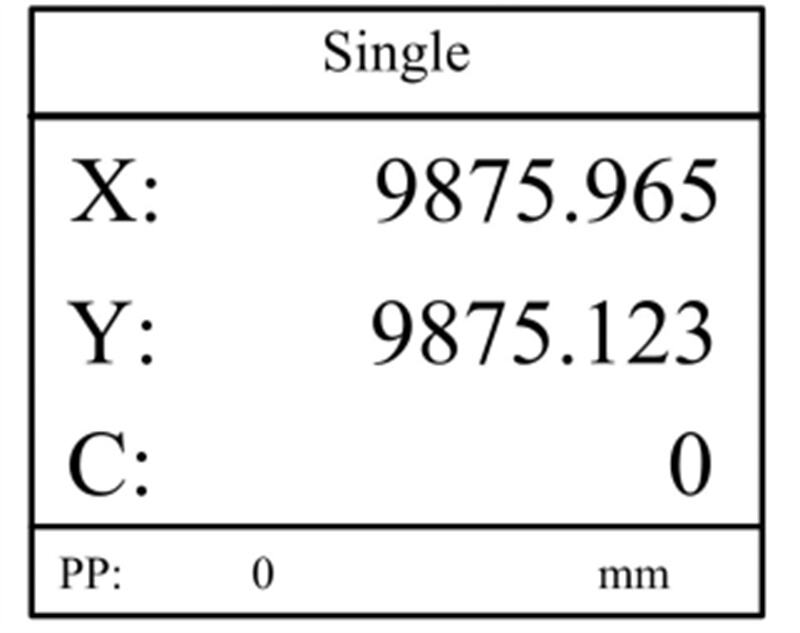
Ერთ-ეტაპიანი პროგრამირება ჩვეულებრივ გამოიყენება დეტალის დასამუშავებლად ერთი ექსპლუატაციური ეტაპით. როდესაც კონტროლერი ჩართულია, იგი ავტომატურად გადადის ერთ-ეტაპიანი პროგრამის გვერდზე.
Ოპერაციის ეტაპები
1. მოწყობილობის ჩართვის შემდეგ იგი ავტომატურად შევა ერთ-ეტაპიანი პროგრამის კონფიგურაციის გვერდზე.
2. დააჭირეთ შესაბამის ღილაკს, რომ აირჩიოთ პარამეტრი, რომელიც საჭიროებს კონფიგურაციას, გამოიყენეთ ციფრული ღილაკები პროგრამის მნიშვნელობის შესაყვანად და შემდეგ დააჭირეთ დადასტურების ღილაკს ჩანაწერის დასასრულებლად.

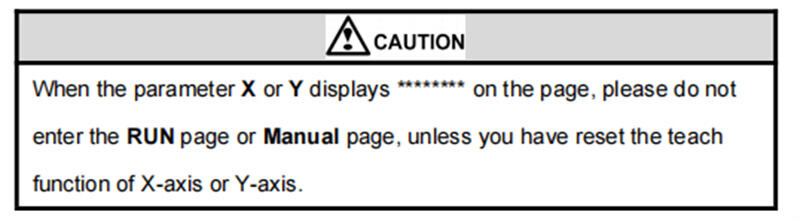
Შენიშვნა: პარამეტრების კონფიგურაცია შესაძლებელია მხოლოდ მაშინ, როდესაც ჩართულია Stop ინდიკატორი.
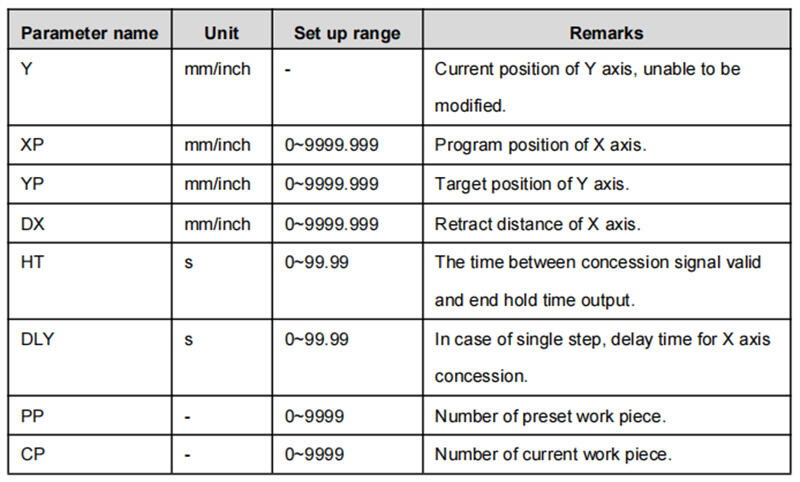
Ერთ-ეტაპიანი პარამეტრების კონფიგურაციის დიაპაზონი ნაჩვენებია ცხრილში.

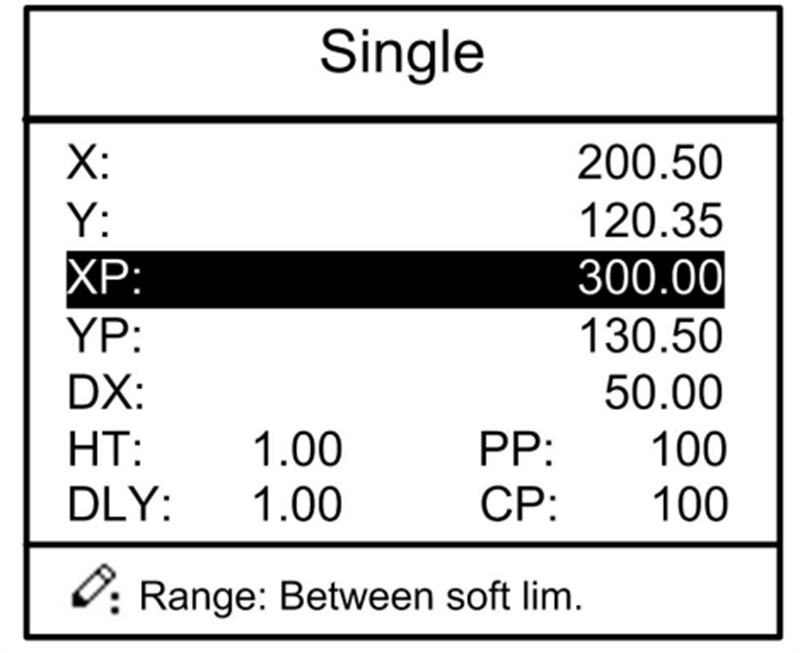
3. დააჭირეთ სტარტ ღილაკს და სისტემა იმუშავებს ამ პროგრამის მიხედვით, როგორც ნაჩვენებია ნახაზზე.

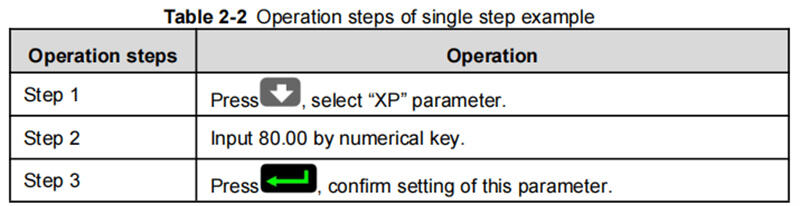
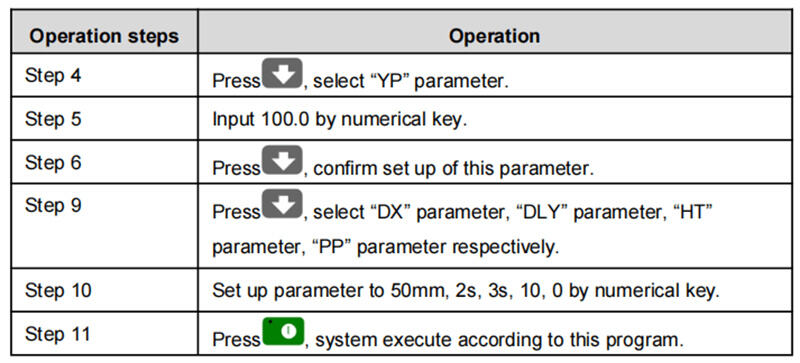
Ექსპლუატაციის მაგალითი
Როგორც ნაჩვენებია ESTUN E21-ის ექსპლუატაციის მითითებებში, შეგიძლიათ გააუმჯობინოთ თქვენი ერთ-ეტაპიანი პროგრამა მორიცხვის სიღრმის 100,0 მმ-დან და უკანა ზომის 80,00 მმ-დან დაყენებით. დააყენეთ შეკუმშვის მანძილი 50 მმ-ის, რისკის მოლოდინის დრო 2 წამი და შეკუმშვის დრო 3 წამი. მიანიჭეთ ნამუშევრის ნომერი 10, რათა თითოეული ოპერაციული ნაბიჯი შეესაბამებოდეს ცხრილში მოცემულ მონაცემებს. ამ პარამეტრების გამოყენება უზრუნველყოფს ეფექტურ და ზუსტ მეტალის დამუშავებას.
Მრავალ-ეტაპიანი პროგრამირება
Მრავალ-ეტაპიანი პროგრამირება განკუთვნილია ერთი ნამუშევრის მრავალი ცალკეული ოპერაციული ნაბიჯით დამუშავებისთვის. ეს საშუალებას აძლევს რამდენიმე ნაბიჯის უწყვეტად შესრულებას და ამაღლებს დამუშავების ეფექტურობას.
Ოპერაციის ეტაპები
1. როდესაც მოწყობილობა ჩართულია, ავტომატურად გამოიტანს ერთ-ეტაპიანი პარამეტრების გვერდს.
2. დააჭირეთ რეჟიმის ღილაკს, რათა გადახვიდეთ პროგრამის მართვის გვერდზე, როგორც ნაჩვენებია ნახაზზე.

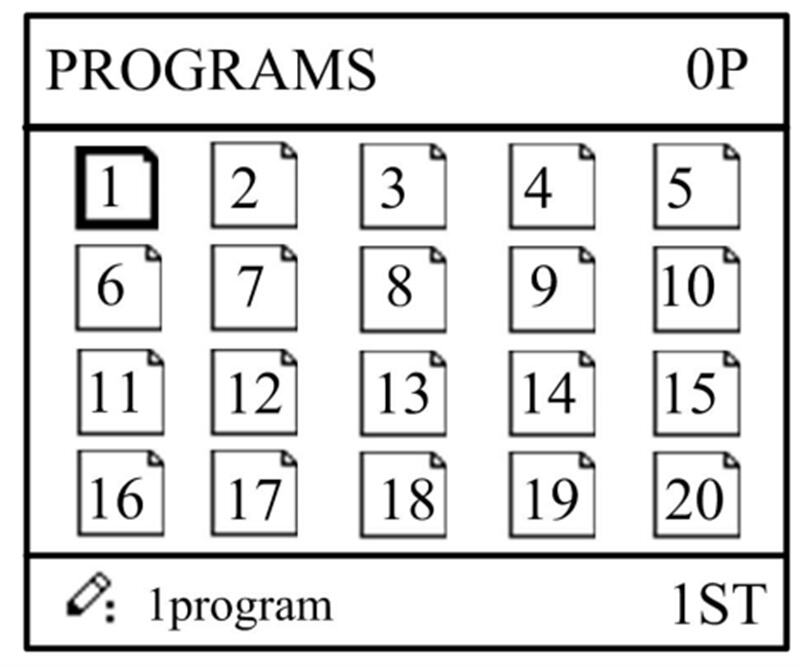
3. დააჭირეთ შერჩევის კლავიშს პროგრამის სერიული ნომრის ასარჩევად ან შეიყვანეთ პროგრამის ნომერი პირდაპირ (მაგალითად, შეიყვანეთ 1).

4. დააჭირეთ დადასტურების კლავიშს, რომ მიიღოთ წვდომა მრავალსაფეხურიანი პროგრამის კონფიგურაციის გვერდზე, როგორც ეს ნაჩვენებია სურათზე.
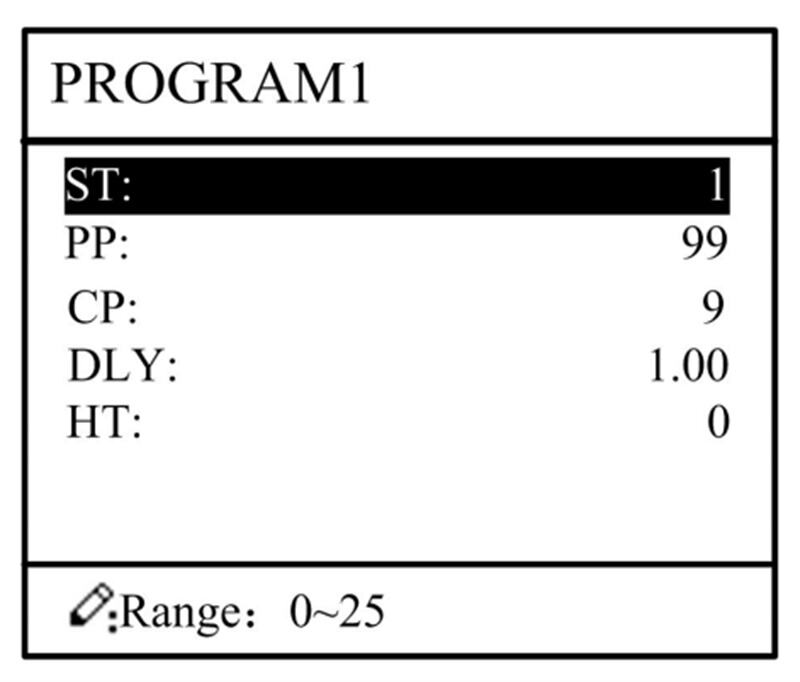
5. დააჭირეთ ქვემოთ ისრის ღილაკს, რომ აირჩიოთ მრავალსაფეხურიანი პროგრამირების პარამეტრი, რომელიც საჭიროებს კონფიგურაციას, შეიყვანეთ სასურველი მნიშვნელობა და დააჭირეთ Enter ღილაკს, რომ დაააქტიუროთ პარამეტრი.
6. კონფიგურაციის დასრულების შემდეგ დააჭირეთ მარჯვენა ისრის ღილაკს, რათა შეხვიდეთ ნაბიჯის პარამეტრის კონფიგურაციის გვერდზე, როგორც ეს ნაჩვენებია სურათზე.
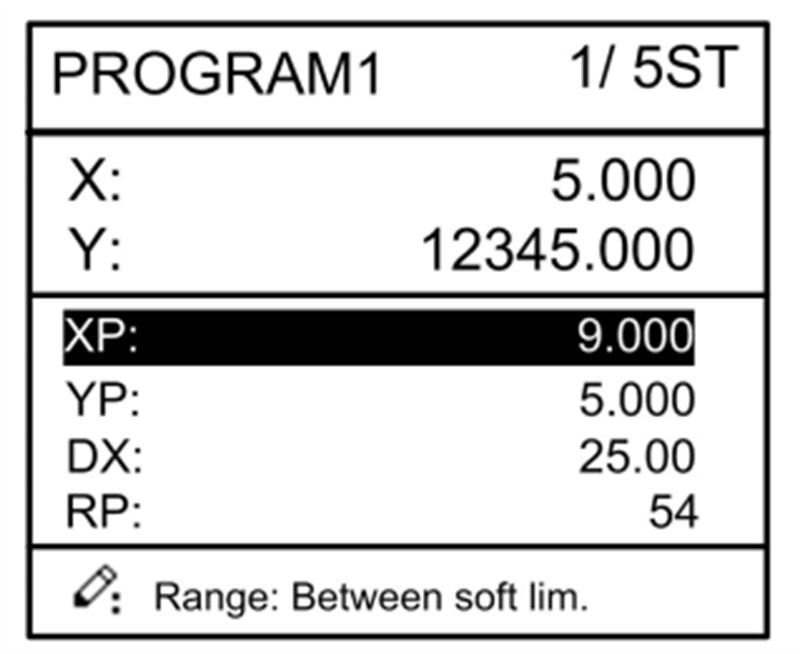
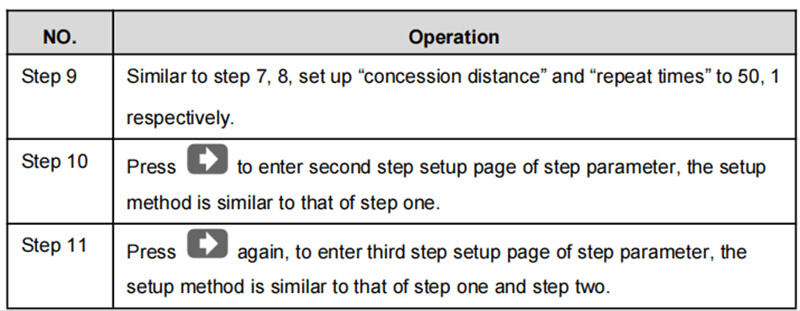
7. დააჭირეთ ქვემოთ ისრის ღილაკს, რომ აირჩიოთ ნაბიჯის პარამეტრი, რომელიც საჭიროებს კონფიგურაციას, შეიყვანეთ პროგრამის ღირებულება და დააჭირეთ Enter ღილაკს, რომ დაადასტუროთ პარამეტრი.
8. გამოიყენეთ მარცხენა და მარჯვენა ისრების კლავიატურები გადასასვლელად ნაბიჯებს შორის. თუ თქვენ ხართ პირველ ნაბიჯზე, მარცხენა ისრის ღილაკის დაჭერა მიგიყვანთ ნაბიჯის პარამეტრების კონფიგურაციის ბოლო გვერდზე; თუ თქვენ ხართ ბოლო ნაბიჯზე, მარჯვენა ისრის ღილაკის დაჭერა დაბრუნდება ნაბიჯის პარამეტრების კონფიგურაციის პირველ გვერდზე
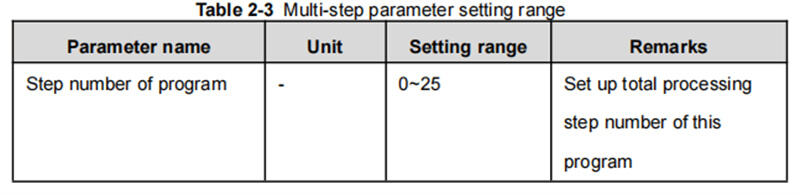
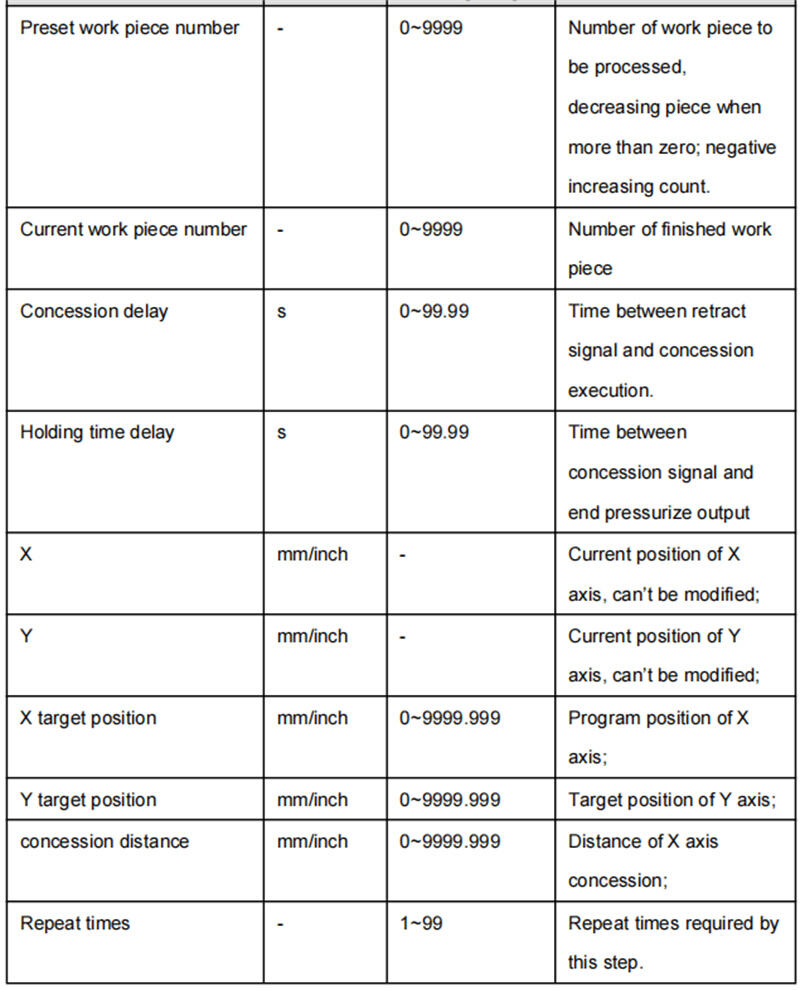
Მრავალსაფეხურიანი პარამეტრების კონფიგურაციის დიაპაზონი მოცემულია ცხრილში.
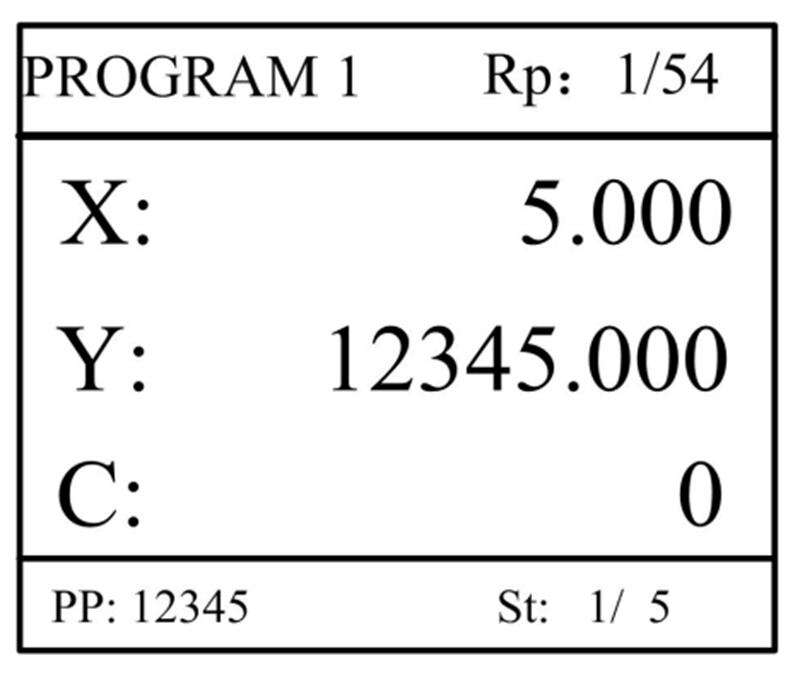
9. დააჭირეთ საწყის ღილაკს, და სისტემა იმუშავებს ამ პროგრამის მიხედვით, როგორც ნაჩვენებია ნახაზზე.
Ექსპლუატაციის მაგალითი
Კონტექსტი: ქვემოთ ნაჩვენების მიხედვით, ერთი დეტალის 50 ექსემპლარის დამუშავება მოეთხოვება შემდეგი მოთხოვნებით:
• პირველი მოღუნვა: 50 მმ
• მეორე მოღუნვა: 100 მმ
• მესამე მოღუნვა: 300 მმ საპირისპირო მიმართულებით
Ანალიზი: დეტალის სპეციფიკაციისა და მანქანის ტექნიკური პირობების საფუძველზე:
• პირველი მოღუნვა: დააყენეთ X-ღერძის პოზიცია 50,0 მმ-ზე, Y-ღერძის პოზიცია 85,00 მმ-ზე და კონცესია 50 მმ-ზე.
• მეორე მოღუნვა: დააყენეთ X-ღერძის პოზიცია 100,0 მმ-ზე, Y-ღერძის პოზიცია 85,00 მმ-ზე და კონცესია 50 მმ-ზე.
• მესამე მოღუნვა: დააყენეთ X-ღერძის პოზიცია 300,0 მმ-ზე, Y-ღერძის პოზიცია 85,00 მმ-ზე და კონცესია 50 მმ-ზე.
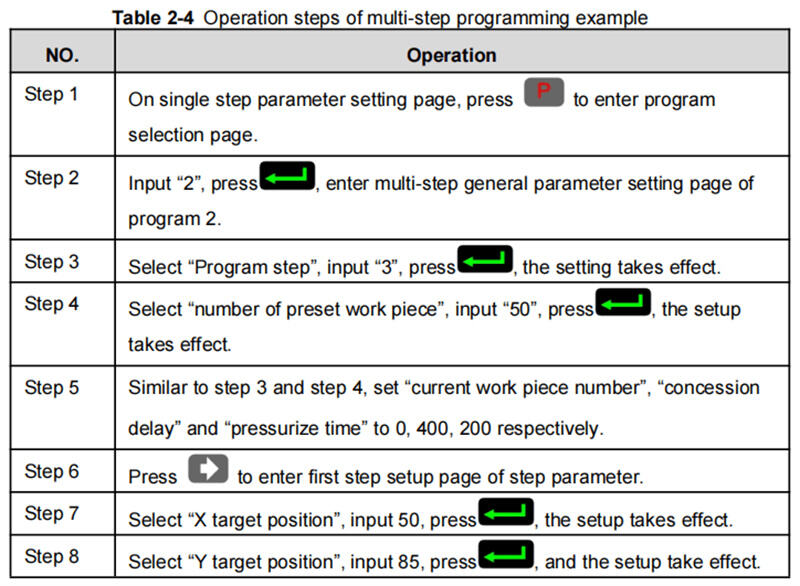
Შეცვალეთ ამ ნამუშევრის დამუშავების პროგრამა პროგრამის ნომერში 2. კონკრეტული ოპერაციის პროცესი მოცემულია ცხრილში.
ESTUN E21-ის ექსპლუატაციის ინსტრუქციის გამოყენებისას, ეფექტური მრავალნაბიჯიანი პროგრამირება დამოკიდებულია შემდეგ ძირეულ პრინციპებზე:
• დაბრუნება საწყის ნაბიჯზე: მრავალნაბიჯიანი პროგრამირების დასრულების შემდეგ ყოველთვის დაბრუნდით საწყის ნაბიჯზე, რათა დარწმუნდეთ, რომ პროგრამა სწორი მიმდევრობით მუშაობს.
• პარამეტრების ნავიგაცია: მარცხენა და მარჯვენა ისრების გამოყენებით ეფექტურად დაათვალიერეთ და შეცვალეთ ყველა ნაბიჯის პარამეტრი.
• პროგრამის კორექტირება: პროგრამები შეიძლება ჩასწორდეს და გადაიმუშაოს საჭიროების შემთხვევაში, რაც უზრუნველყოფს მათ მოქნილობას და ადაპტაციას.
• ავტომატური დამუშავება: ერთი პარტიის (მაგ., 50 ნამუშევარი) დამუშავების დასრულების შემდეგ სისტემა ავტომატურად შეიჩერება. შეგიძლიათ ხელახლა გაუშვათ იგი, რათა უფრო მშვიდად დამუშაოთ შემდეგი პარტია.
Ამ ნაბიჯების მიჰყვება — ESTUN E21-ის ექსპლუატაციის ინსტრუქციის მიხედვით — უზრუნველყოფს მანქანის ოპტიმალურ შესრულებას და პროდუქტიულობას.
Პარამეტრების დაყენება
Მომხმარებლები შეძლებენ სისტემის ნორმალური ფუნქციონირებისთვის საჭირო ყველა პარამეტრის კონფიგურაციას, როგორიცაა სისტემის პარამეტრები, X-ღერძის პარამეტრები და Y-ღერძის პარამეტრები.
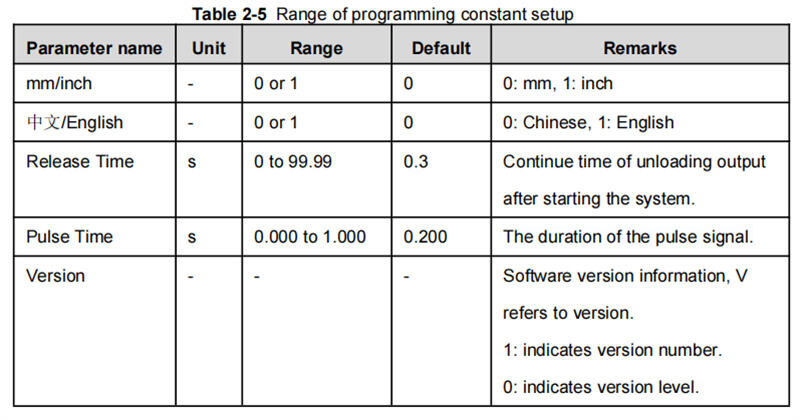
1. პროგრამების მართვის გვერდზე დააჭირეთ P კლავიშს, რათა წასვლა პროგრამირების კონსტანტების გვერდზე (როგორც ნაჩვენებია ნახატზე). ამ გვერდზე შეგიძლიათ დააკონფიგურიროთ პროგრამირების კონსტანტები.
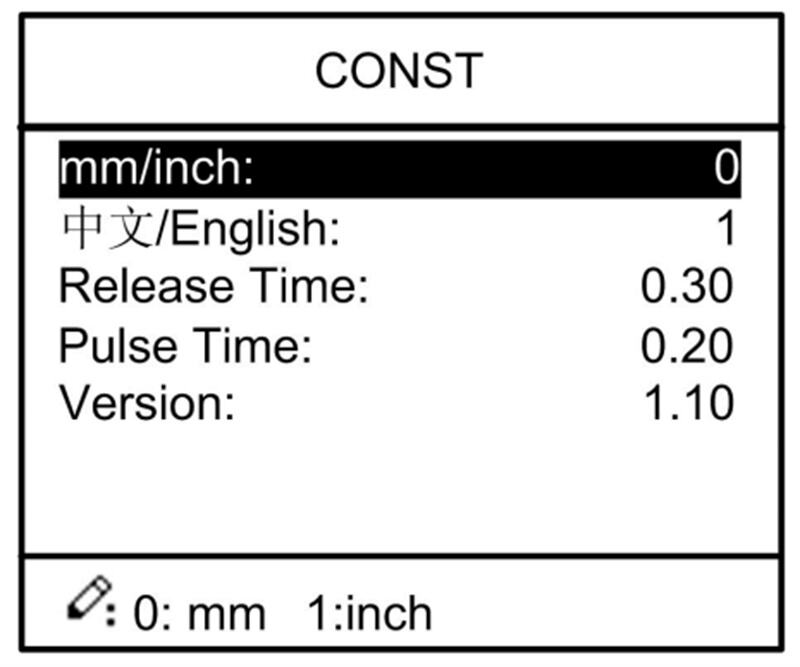
Პროგრამირების კონსტანტების კონფიგურაციის დიაპაზონი მოცემულია ცხრილში.
2. შეიყვანეთ პაროლი „1212“ და დააჭირეთ Enter კლავიშს, რათა გახსნათ სწავლების გვერდი (როგორც ნაჩვენებია ნახატზე). დააკონფიგურირეთ პარამეტრები აქ, პარამეტრების კონფიგურაციის დიაპაზონი მოცემულია ცხრილში.
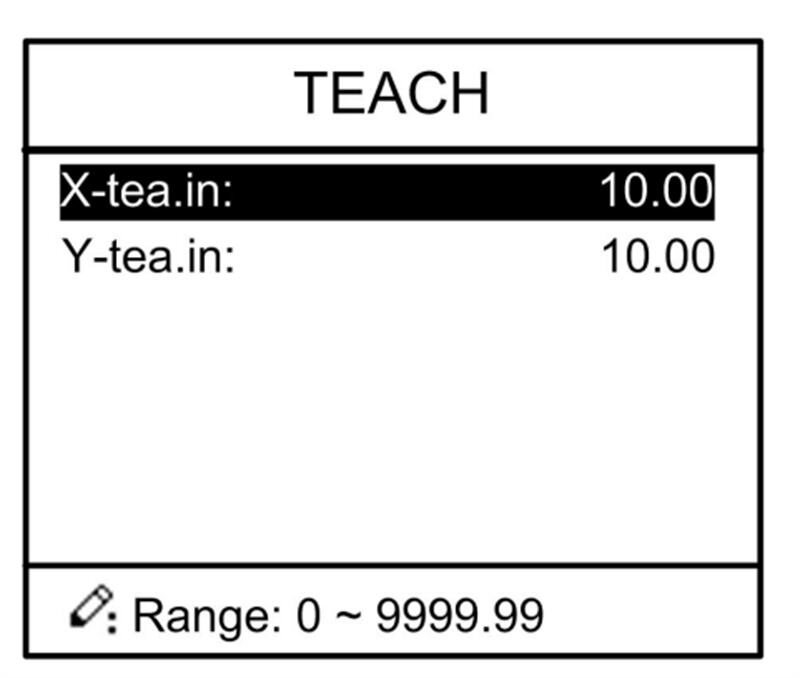
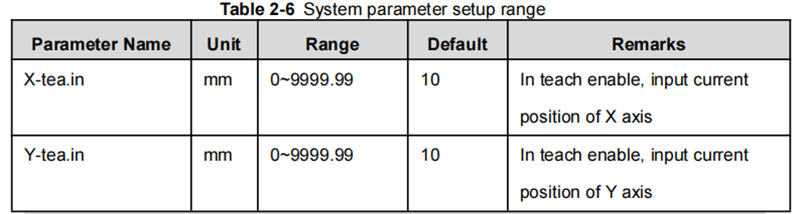
Სწავლების მეთოდი: ESTUN E21 ოპერაციის მითითებები ირჩევს სლაიდერის და უკანა ზომის პოზიციების გაზომვას სიზუსტის უზრუნველსაყოფად. თუ პირდაპირი გაზომვა რთულია, შეასრულეთ პროცესის პროგრამირება და შემდეგ გაზომეთ დამუშავებული ნამუშევარი. ეს მეთოდი უზრუნველყოფს სიზუსტეს და შეესაბამება მითითებების სტრატეგიებს მანქანის ოპტიმალური შესრულებისთვის.
3. დააჭირეთ P კლავიშს, რათა დაბრუნდეთ პროგრამირების კონსტანტების გვერდზე.
Ხელით გადასარგებლად
Ერთ-ერთი ნაბიჯის რეჟიმში, თქვენ შეგიძლიათ ხელით კონტროლი გაუწიოთ ღერძის მოძრაობას, შესაბამისი კლავიშების დაჭერით. ეს მიდგომა ეხმარება მომხმარებლებს მანქანის და დეტალის მორგებაში.
1. ერთ-ერთი ნაბიჯის პარამეტრების კონფიგურაციის გვერდზე, დააჭირეთ პლიუს ან მინუს კლავიშს, რომ გადახვიდეთ ხელით მართვის გვერდზე (როგორც ნაჩვენებია ნახატზე).
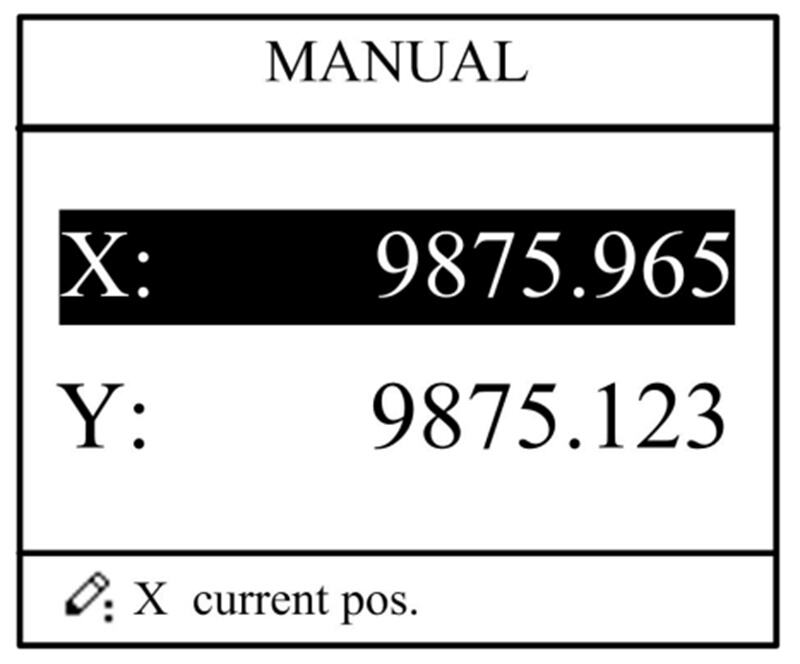
2. მოარგეთ ღერძის მდებარეობა თქვენი რეალური საჭიროებების შესაბამისად, ზემოთ მოცემული ცხრილის მითითებების მიხედვით:
◦ თუ შესაბამისი ღერძის მართვის რეჟიმი არის ჩვეულებრივი ძრავა: [მიყევით თავდაპირველი მითითების ცხრილში მოცემულ კონკრეტულ ოპერაციებს]
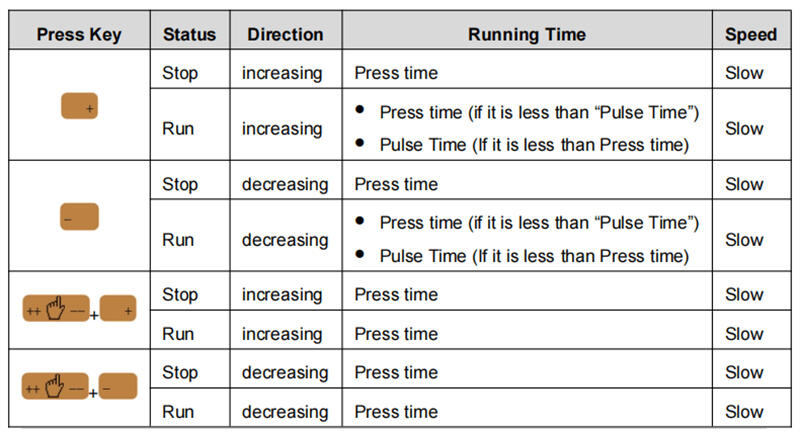
Შენიშვნა: როდესაც სისტემა მუშაობის რეჟიმშია, ხელით მართვა მხოლოდ X-ღერძზე მუშაობს.
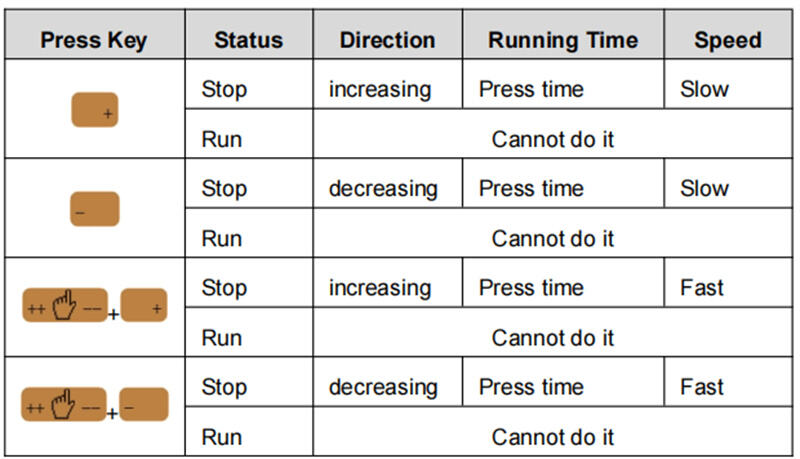
◦ თუ შესაბამისი ღერძის მართვის რეჟიმი სიხშირით არის მართვადი: [მიყევით თავდაპირველი მითითების ცხრილში მოცემულ კონკრეტულ ოპერაციებს]
1. დააჭირეთ P კლავიშს, რომ დაბრუნდეთ ერთ-ერთი ნაბიჯის პარამეტრების კონფიგურაციის გვერდზე.
Ხშირად დასმული კითხვები (FAQ)
Როგორ ეხმარება ESTUN E21 ოპერაციული მითითება მანქანის სიზუსტის გაუმჯობესებაში?
Მიდგომა საშუალებას აძლევს კალიბრაციისა და გასწორების პროცესებზე დეტალური მითითებების მიცემას — ეს ნაბიჯები სიზუსტის მიღწევისთვის საკმაოდ მნიშვნელოვანია. ამ მითითებების მუდმივი შესრულება მანქანის სიზუსტეს და საერთო შედეგებს მნიშვნელოვნად აუმჯობესებს.
Რით უნდა დაიწყოს ხარვეზების გამოსწორება ESTUN E21-ის ექსპლუატაციის მიდგომის მიხედვით?
ESTUN E21-ის ექსპლუატაციის მიდგომა აღნიშნავს რამდენიმე ხარვეზის გასასწორებელ ზომებს, მაგალითად, ელექტრული შეერთებების შემოწმება, დისპლეიზე ასახული შეცდომის კოდების შემოწმება და კონკრეტული შეცდომების გადაჭრისთვის მიდგომის მიხედვით მიმართვა.
Დასასრული
Შეჯამებით, ESTUN E21-ის ექსპლუატაციის მიდგომა არის თქვენი მოწყობილობის ეფექტური ექსპლუატაციისთვის საჭირო მნიშვნელოვანი ინფორმაციის წყარო. მნიშვნელოვანი პუნქტები, რომლებიც უნდა გახსოვდეთ, შედის საბაზისო ოპერაციების დაუფლება, ერთნაბიჯიანი პროგრამირების გააზრება და მრავალნაბიჯიანი პროგრამირების ეფექტურად მართვა. ეს მიდგომა უზრუნველყოფს მომხმარებლისთვის საჭირო საფუძვლების მიღებას მანქანის შედეგების და პროდუქტიულობის გასაუმჯობესებლად.
Სწორი მორგება და რეგულარული შემოწმება მნიშვნელოვან მნიშვნელობას აქვს თქვენი პრეს-მაგიდის სერვისული ცხოვრების გასაგრძელებლად და მისი წარმადობის შესანარჩუნებლად. ამ მითითებების დაცვით და რეგულარული შემოწმების ჩატარებით, თქვენ შეძლებთ შეამციროთ შეჩერების დრო და გაზარდოთ წარმოების ეფექტიანობა. თუ გჭირდებათ დამატებითი მხარდაჭერა ან დამატებითი კითხვები, დაგვიკავშირდით. გარდა ამისა, შეგიძლიათ იხილოთ სხვა დამხმარე დოკუმენტები ჩვენს დოკუმენტაციის განყოფილებაში, რათა მიიღოთ დამატებითი ინფორმაცია.

