















































Langkah-langkah untuk Mengatur Mode Manual DELEM DA-53T
Daftar Isi
• Langkah 1: Mengakses Mode Manual
• Langkah 2: Memahami Parameter
◦ Parameter Bending
◦ Parameter Gaya
◦ Parameter Kecepatan
◦ Pengaturan Fungsi
◦ Properti Produk
◦ Informasi Alat
◦ Sumbu Tambahan
◦ Pengaturan Alat
• Langkah 3: Mengonfigurasi Parameter
◦ Fungsi Makro
• Langkah 4: Menggerakkan Sumbu Secara Manual
• Fungsi Koreksi
• Fungsi Diagnostik
• Status IO
• Pertanyaan yang Sering Diajukan (FAQ)
• Kesimpulan
Saat mengonfigurasi mode manual controller DELEM DA-53T, penting untuk menjelaskan setiap langkah operasional guna mencapai kinerja optimal dari press brake. Artikel ini akan memandu Anda melalui proses pengaturan Mode Manual DELEM DA-53T secara bertahap, membantu Anda menyesuaikan parameter peralatan secara efisien dan sepenuhnya membuka potensi kinerja press brake.
Melalui Mode Manual, Anda dapat memperoleh kendali penuh atas seluruh proses bending, memungkinkan penyesuaian yang presisi serta memaksimalkan kualitas hasil olahan. Baik Anda menggunakan controller DELEM untuk pertama kali atau ingin mengoptimalkan pengaturan operasional yang sudah ada, artikel ini menyediakan langkah-langkah terperinci untuk membantu Anda memulai dengan cepat dan sepenuhnya memanfaatkan nilai fungsional press brake.
Langkah 1: Mengakses Mode Manual
Pertama, nyalakan kontroler DELEM DA-53T. Setelah perangkat menyala sepenuhnya, navigasikan ke menu utama menggunakan tombol antarmuka.
Temukan dan pilih opsi "Mode Manual" dari daftar menu; antarmuka kontroler kemudian akan beralih dari Mode Otomatis ke antarmuka pengaturan Mode Manual.
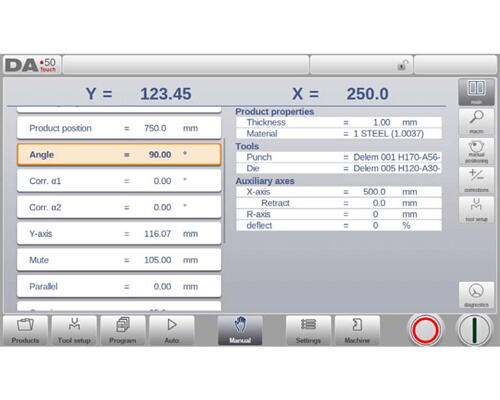
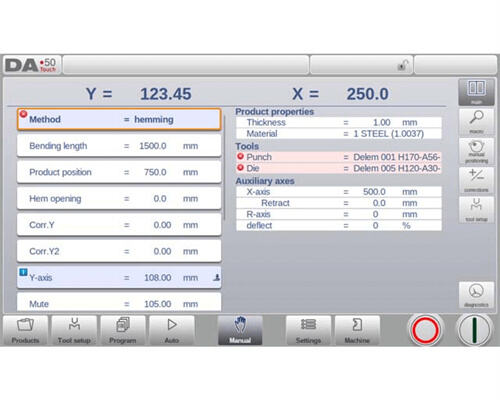
Di bagian atas layar Mode Manual, Anda dapat langsung melihat posisi saat ini dari sumbu Y dan sumbu X utama; semua sumbu dan fungsi lainnya akan terdaftar satu per satu dalam dua kolom di bagian bawah layar. Jika nilai sumbu Y dan sumbu X disorot, itu menunjukkan bahwa kedua sumbu tersebut telah berhasil mengenali tanda referensi dan posisi saat ini sesuai dengan nilai yang diprogram.
Langkah 2: Memahami Parameter
Setelah memasuki Mode Manual, Anda perlu memasukkan parameter yang diperlukan untuk operasi pemesinan saat ini, termasuk langkah, kecepatan, dan pengaturan posisi dari press brake—parameter-parameter ini penting untuk memastikan akurasi operasi manual. Mode Manual biasanya digunakan untuk pengujian peralatan, kalibrasi, dan skenario operasi tekuk tunggal.
Anda dapat memasukkan nilai-nilai numerik yang sesuai dengan pengaturan yang diharapkan menggunakan tombol input data. Rincian parameter yang tersedia dalam Mode Manual adalah sebagai berikut:
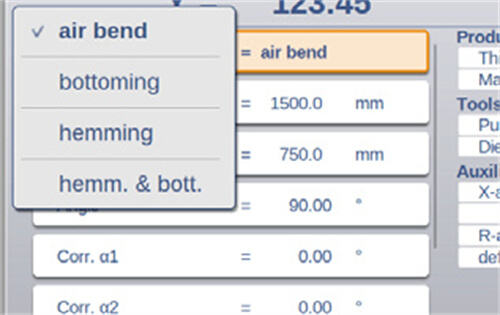
Parameter Tekuk
• Metode: Pilih metode pelipatan yang dibutuhkan. DELEM DA-53T Mode Manual mendukung beberapa metode seperti Air Bend, Bottoming, Hemming, dan Hemming & Bottoming. Deskripsi rinci dari masing-masing metode dapat ditemukan dalam dokumentasi Mode Program.
• Panjang Tekuk: Masukkan panjang tekuk dari lembaran untuk memberikan dasar data bagi pemesinan yang presisi.
• Posisi Produk: Atur dan pantau posisi absolut pada arah Z menggunakan titik nol di sisi kiri mesin sebagai acuan referensi.
• Sudut: Tentukan sudut bending yang diperlukan. Jika terdapat penyimpangan antara sudut bending aktual dan sudut yang diharapkan, kalibrasi dengan menyesuaikan nilai koreksi α1 (Corr.α1) dan α2 (Corr.α2). Sebagai contoh, jika sudut yang diprogram adalah 90 derajat tetapi sudut hasil pengukuran aktual adalah 92 derajat, atur Corr.α menjadi -2.
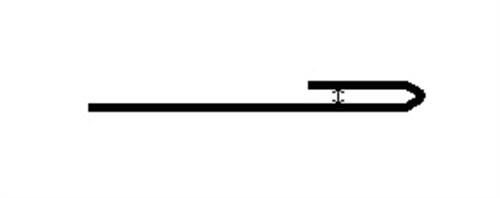
• Bukaan Hem: Atur jarak bukaan antar flens selama proses bending hemming. Parameter bawaan dapat dilihat dalam Mode Pengaturan.
•
• Corr.Y: Jika metode Bottoming dipilih, parameter ini dapat digunakan untuk mengoreksi posisi sumbu Y.
• Sumbu Y: Nilai sumbu Y yang diprogram atau dihitung yang diperlukan untuk mencapai sudut bending tertentu.
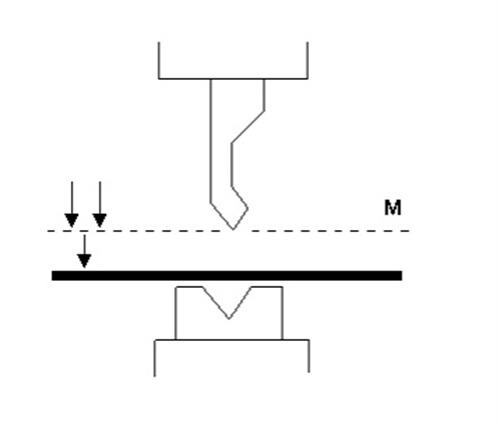
• Mute: Titik di mana sumbu Y beralih dari kecepatan penutupan cepat ke kecepatan penekanan, diprogram di sini sebagai nilai posisi sumbu Y. Nilai yang diprogram ini sesuai dengan posisi sumbu Y di atas lembaran.
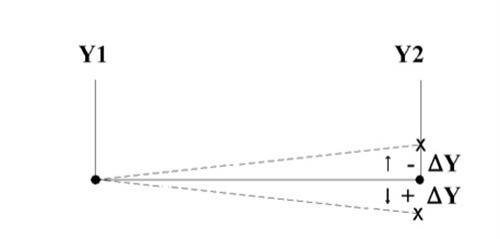
• Paralel: Perbedaan posisi antara silinder kiri dan kanan (Y1 dan Y2). Jika nilainya positif, menunjukkan bahwa silinder kanan lebih rendah; jika nilainya negatif, silinder kanan lebih tinggi. Nilai yang diprogram ini berlaku di bawah titik penjepitan.
• Pembukaan: Parameter ini digunakan untuk mengatur celah antara punch dan die setelah proses bending selesai. Nilai positif berarti celah berada di atas titik Mute; nilai negatif berarti celah berada di bawah titik Mute. Jika Anda ingin memperpendek waktu penanganan produk, Anda dapat mengatur parameter ini ke nilai positif atau negatif yang kecil.
Parameter Gaya
• Gaya: Program gaya penekanan yang diperlukan untuk operasi pembengkokan agar tekanan yang diberikan sesuai dengan persyaratan permesinan dan menghasilkan hasil terbaik.
• Waktu Tahan dan Dekompresi: Atur waktu tahan pada titik pembengkokan serta jarak dekompresi untuk mengendalikan proses pelepasan tekanan secara wajar dan memastikan stabilitas permesinan.
Parameter Kecepatan
• Kecepatan: Kecepatan gerak sumbu Y selama proses pembengkokan.
• Kecepatan dekomp: Kecepatan gerak balok yang dapat diprogram dalam jarak dekompresi.
Pengaturan Fungsi
• Tunggu untuk Penarikan: Atur apakah sumbu Y menunggu hingga aksi penarikan selesai sebelum bergerak, atau mulai bergerak segera setelah penarikan dimulai, untuk mengoptimalkan efisiensi alur kerja.
Sifat Produk
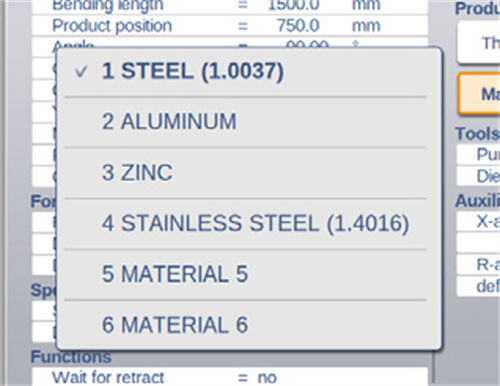
• Ketebalan dan Material: Masukkan ketebalan lembaran dan pilih material yang sesuai dari 99 opsi material khusus dalam pengendali untuk memberikan dukungan data penting dalam menghitung kedalaman pembengkokan.
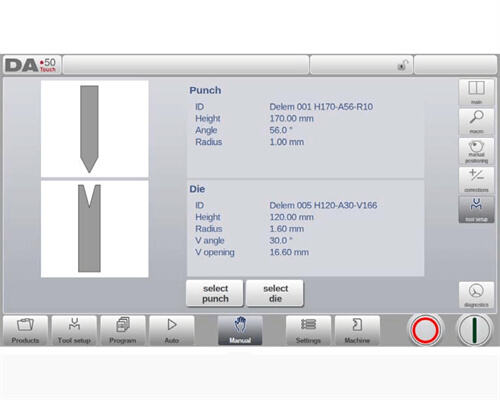
Informasi Alat
• Punch dan Die: Pilih atau modifikasi ID punch dan die yang diperlukan untuk operasi saat ini dari perpustakaan alat terkait guna memastikan alat sesuai dengan persyaratan pemesinan.
Sumbu Tambahan
• Parameter Sumbu Tambahan: Jika peralatan dilengkapi dengan satu atau lebih sumbu tambahan (seperti sumbu X, sumbu R, atau sumbu Z), parameter terkaitnya akan ditampilkan di sini.
• Penarikan: Jarak penarikan sumbu tambahan selama proses bending. Di antaranya, "Backgauge Retract" dimulai dari titik pencengkraman.
• Kecepatan: Kecepatan gerak sumbu tambahan dalam operasi bending saat ini, yang dapat diprogram sebagai persentase dari kecepatan maksimum.
Dengan memprogram parameter di atas secara tepat dalam Mode Manual DELEM DA-53T, Anda dapat memastikan ketepatan operasi bending. Setelah memastikan semua pengaturan parameter benar, tekan tombol Start untuk mengaktifkan konfigurasi ini.
Pengaturan Alat
Pemrograman pengaturan alat di Mode Manual DELEM DA-53T sangat mirip dengan yang ada di Mode Otomatis. Kedua mode memungkinkan pengaturan alat yang independen, dan pengaturan alat dari Mode Otomatis dapat langsung diterapkan ke Mode Manual. Saat beralih ke Mode Manual, pengontrol DELEM DA-53T akan memberikan opsi untuk "menggunakan pengaturan alat yang ada". Namun, perhatikan bahwa jika pengaturan saat ini berbeda dari pemrograman sebelumnya, pengguna harus beroperasi dengan hati-hati untuk menghindari mempengaruhi akurasi pemesinan.
• Menambahkan Alat (Puncts/Dies): Sesuai dengan operasi dalam fungsi "Setup Tool", punches atau mati yang diperlukan dapat ditambahkan melalui fungsi "Add".
Langkah 3: Mengkonfigurasi Parameter
Setiap parameter dalam DELEM DA-53T Mode Manual dapat diprogram secara independen. Sistem secara otomatis menghitung dampak dari setiap parameter pada yang lain, dan hubungan antara parameter secara intuitif ditampilkan melalui simbol dan warna latar belakang untuk mudah diidentifikasi oleh pengguna.
• Setelah suatu parameter dimodifikasi, sebuah simbol informasi akan muncul di antarmuka untuk menunjukkan bahwa parameter telah diperbarui.

• Jika nilai parameter berbeda dari nilai kontrol yang dihitung oleh sistem, simbol bintang akan ditampilkan. Fungsi ini sangat berguna ketika parameter perlu diatur secara sengaja ke nilai yang berbeda atau dibatasi.

• Jika nilai parameter ditetapkan dengan salah (misalnya, tikungan pengikat diprogram tetapi tidak dilengkapi alat pengikat), simbol kesalahan akan ditampilkan untuk mengingatkan pengguna untuk melakukan koreksi.
Lihat Opsi
Tombol perintah di sisi kanan layar memberikan akses ke tampilan selain tampilan Utama, termasuk tampilan Makro, tampilan Penentuan Posisi Manual, tampilan Koreksi, dan tampilan Diagnostik.
Fungsi Makro
Ketika fungsi Makro diaktifkan, DELEM DA-53T Manual Mode beralih ke tampilan baru, dan layar menampilkan nilai sumbu yang diperbesar. Desain tata letak ini memungkinkan operator untuk membaca dengan jelas nilai sumbu bahkan ketika bekerja sedikit jauh dari pengontrol, meningkatkan kenyamanan operasi.
Langkah 4: Memindahkan Poros Secara Manual
Prosedur Pindahan
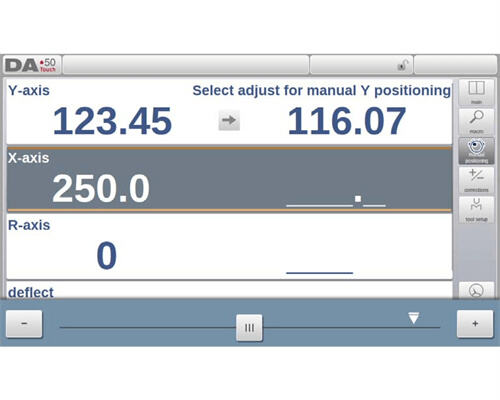
Untuk memindahkan sumbu secara manual di DELEM DA-53T Mode Manual, gunakan slider di bagian bawah layar. Setelah memilih "Manual Pos" (Posifikasi Manual) di layar utama, antarmuka operasi baru akan muncul. Sesuaikan slider dari posisi tengah ke arah yang diinginkan untuk memindahkan sumbu yang ditampilkan pada antarmuka; slider akan secara otomatis kembali ke posisi tengah saat dilepaskan.
Menggerakkan Poros Bantuan
Sebelum memindahkan sumbu bantu, pastikan pengontrol berada dalam keadaan berhenti (pencet tombol Stop). Pertama, pilih sumbu backgauge yang dibutuhkan, letakkan kursor pada sumbu itu, dan kemudian kendalikan gerakan sumbu menggunakan slider.
Memindahkan sumbu Y
Operasi memindahkan balok pers secara manual (sumbu Y) mirip dengan aksi bantu, tetapi syarat-syarat berikut harus dipenuhi:
1. Kontroler harus dalam keadaan aktif (pencet tombol Start).
2. Aktifkan fungsi "penyesuaian" jika fungsi ini tidak diaktifkan, pesan prompt akan muncul di sudut kanan atas layar.
3. sumbu Y harus di bawah titik Mute.
4. Perintah CNC menekan harus dikeluarkan.
Penyimpanan Posisi (Pengajar)
Setelah bergerak secara manual sumbu, jika Anda perlu menyimpan posisi saat ini, klik nama sumbu di kolom "Programmed". Sistem kemudian akan menyalin nilai dari kolom "Aktual" (sisi kiri) ke kolom "Programmed" (sisi kanan).

Saat kembali ke layar Mode Manual default, parameter sumbu ini akan mempertahankan nilai yang paling baru disimpan.
Mengikuti langkah-langkah di atas memastikan operasi gerakan sumbu yang lancar dan akurat dalam Mode Manual DELEM DA-53T.
Fungsi koreksi otomatis
Dalam Mode Manual DELEM DA-53T, parameter koreksi untuk operasi pembengkokan yang diprogram dalam mode ini akan ditampilkan.
Karena Mode Manual biasanya melibatkan satu operasi pembengkokan saja, hanya satu baris informasi koreksi yang ditampilkan pada antarmuka. Nilai koreksi yang diprogram dalam Mode Manual dapat diverifikasi dengan cara yang sama seperti pada Mode Otomatis. Selain itu, catatan dalam basis data koreksi dan nilai koreksi awal juga dapat dilihat di sini. Akses ke basis data koreksi sangat penting, karena catatan di dalamnya memiliki dampak signifikan terhadap hasil akhir pembengkokan. Fungsi ini sangat berguna untuk menyesuaikan nilai koreksi selama pembengkokan uji coba dan menyimpan hasil optimal ke dalam basis data.
Fungsi Diagnostik
Dalam Mode Manual DELEM DA-53T, mengklik "Diagnostics" memungkinkan Anda melihat status dari setiap sumbu. Jendela ini menampilkan status terkini dari semua sumbu yang tersedia dan tetap aktif bahkan setelah pengendali dijalankan. Menggunakan fungsi ini memungkinkan pemantauan secara real-time terhadap status operasi pengendali selama siklus pembengkokan, sehingga meningkatkan akurasi operasional.
Status IO
Dalam Mode Manual DELEM DA-53T, mengklik tab "I/O" pada antarmuka Diagnostics memberikan tampilan menyeluruh mengenai status terkini dari input (I) dan output (O). Antarmuka ini tetap aktif setelah pengendali dijalankan, memungkinkan operator untuk secara efektif memantau status operasi sistem sepanjang siklus pembengkokan dan mendeteksi anomali secara tepat waktu.
Tampilan IO Diperbesar
Jika Anda mengklik satu atau lebih (hingga 5) pin, sistem akan membuat halaman "Zoomed IO" tambahan, yang menampilkan IO terpilih dalam tampilan diperbesar. Pin yang dipilih akan ditampilkan dalam ukuran lebih besar, memudahkan operator dalam memantau dari jarak jauh dan meningkatkan fleksibilitas operasional.
Pertanyaan yang Sering Diajukan (FAQ)
1. Apa saja tindakan pencegahan yang harus diambil saat mengoperasikan DELEM DA-53T dalam Mode Manual?
Saat mengoperasikan, Anda harus mematuhi semua peraturan keselamatan: periksa area kerja secara cermat untuk memastikan tidak ada hambatan; gunakan alat pelindung diri; dan pelajari fungsi tombol kontrol manual untuk mencegah kecelakaan selama operasi.
2. Berapa frekuensi perawatan yang disarankan untuk DELEM DA-53T saat berada dalam Mode Manual?
Perawatan rutin harus dilakukan setiap 500 jam operasi peralatan, termasuk memeriksa integritas komponen utama, membersihkan permukaan peralatan, dan melumasi bagian yang bergerak, agar peralatan tetap beroperasi lancar dan umur layanan menjadi lebih panjang.
3. Apakah Mode Manual DELEM DA-53T dapat digunakan untuk semua jenis operasi bending?
Meskipun Mode Manual DELEM DA-53T sangat serbaguna, perangkat ini terutama dirancang untuk skenario operasi yang memerlukan penyesuaian manual dan pemantauan secara real-time. Untuk operasi yang lebih kompleks atau otomatis, disarankan menggunakan fungsi CNC pada DA-53T guna meningkatkan efisiensi dan akurasi.
Kesimpulan
Saat mengonfigurasi Mode Manual DELEM DA-53T, mengikuti langkah-langkah yang diuraikan dalam artikel ini merupakan kunci untuk memastikan operasi peralatan berjalan normal dan mencapai kinerja optimal. Seluruh proses meliputi menyalakan pengendali, memilih mode operasi manual, serta mengonfigurasi parameter yang diperlukan sesuai kebutuhan mesin press brake tertentu. Metode operasi yang ringkas dan sistematis ini membantu meningkatkan efisiensi kerja dan mengurangi kesalahan operasional.
Pemasangan peralatan yang tepat dan pemeliharaan rutin sangat penting untuk memperpanjang masa pakai press brake serta memastikan kinerjanya. Dengan mengikuti panduan dalam artikel ini dan melakukan pemeliharaan secara berkala, Anda dapat meminimalkan waktu henti peralatan dan meningkatkan efisiensi produksi. Jika Anda mengalami masalah mendetail lebih lanjut atau membutuhkan dukungan teknis, jangan ragu untuk menghubungi tim kami. Selain itu, kami menyarankan Anda menjelajahi dokumen-dokumen lain yang tersedia di situs web resmi kami untuk mendapatkan wawasan profesional dan bantuan teknis tambahan.

