















































Metode pelemahan kepala laser untuk mesin pemotong laser
Keselarasan poros antara lubang keluaran nozzle dan sinar laser sangat krusial bagi kualitas pemotongan. Deviasi keselarasan poros yang sedikit dapat menyebabkan efek permukaan potongan yang tidak konsisten, sementara deviasi yang parah dapat menyebabkan laser langsung mengenai nozzle, menyebabkan nozzle menjadi panas berlebih atau bahkan terbakar, yang biasanya disebut masalah redupnya kepala laser. Untuk memecahkan masalah ini, kita perlu melakukan serangkaian persiapan, di antaranya pemilihan alat sangat penting.

Proses pemerahan
Ketika memecahkan masalah pelemahan kepala laser, kita perlu mengikuti serangkaian langkah pelemahan yang ketat. Langkah-langkah ini tidak hanya terkait dengan keselamatan peralatan, tetapi juga secara langsung memengaruhi kualitas dan efisiensi pemotongan. Melalui langkah-langkah ini, kita dapat memastikan bahwa koaksialitas antara lubang keluaran nozzle dan sinar laser mencapai kondisi ideal, sehingga menghindari kerusakan yang tidak perlu dan meningkatkan hasil kerja secara keseluruhan.
1. Setelah memasuki antarmuka pengaturan parameter titik, atur daya pelemahan ke rentang 5 hingga 10 watt.
2. Ganti dengan nozzle berdiameter kecil, yang dapat digunakan untuk lapisan tunggal maupun ganda.
3. Ambil sepotong pita transparan dan tempelkan dengan rata di permukaan nozzle, dan perhatikan arah pita. Selama observasi dan perbandingan selanjutnya, pastikan arah pita tetap konsisten.
4. Tekan tombol "Shoot" pada remote control dan lepaskan dengan cepat;
5. Buang pita dan perhatikan dengan cermat tanda pada pita, sambil memastikan untuk menjaga arah asli pita. Pada tanda tersebut, Anda akan melihat sebuah lingkaran yang kira-kira berukuran sama dengan bukaan. Selanjutnya, periksa secara hati-hati apakah titik cahaya berada tepat di tengah lingkaran nozzle.
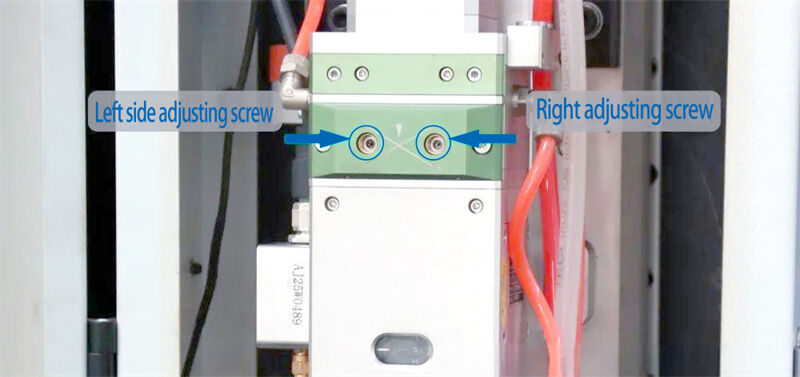
6. Jika Anda menemukan bahwa titik cahaya tidak sejajar dengan pusat lingkaran nozzle, Anda dapat menggunakan kunci Allen untuk melakukan penyesuaian rinci dengan memutar baut-baut di sisi kiri dan kanan hingga titik cahaya dapat dipindahkan dengan lancar ke pusat lingkaran. Harap dicatat bahwa proses ini mungkin memerlukan pengujian berulang dan penyetelan halus untuk memastikan akurasi posisi titik cahaya.
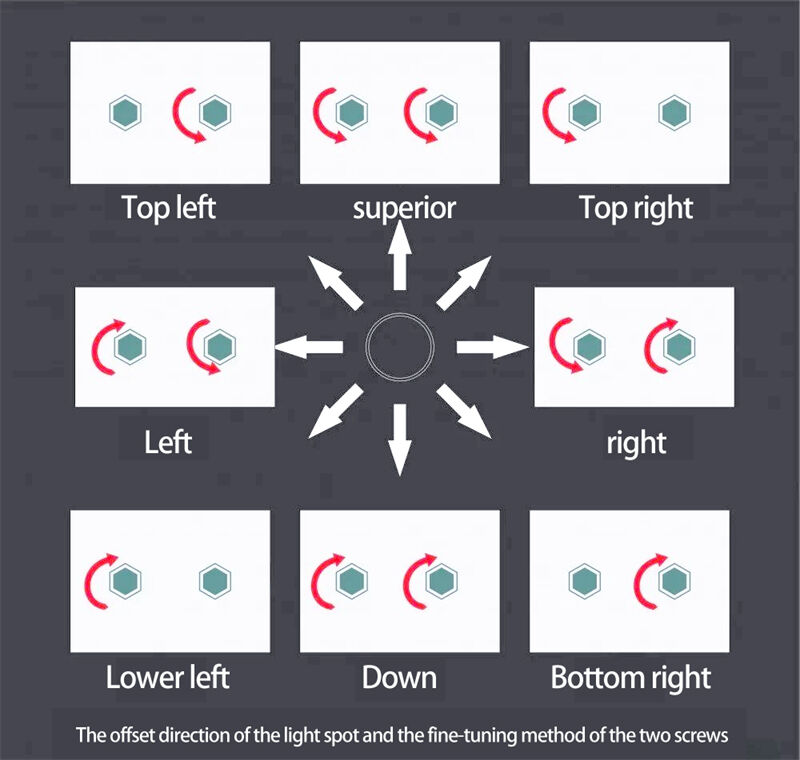
7. Jika posisi titik cahaya menyimpang dari pusat lingkaran, Anda dapat menggunakan kunci Allen untuk menyetelnya secara lebih detail. Secara spesifik:
a. Ketika titik cahaya berada di sudut kiri atas lingkaran, sekrup kanan harus diputar berlawanan arah jarum jam untuk menyesuaikan ketegangan.
b. Jika titik cahaya berada di pojok kanan atas, sekrup kiri perlu diputar berlawanan arah jarum jam.
c. Ketika titik cahaya tepat di atas lingkaran, putar kedua sekrup berlawanan arah jarum jam untuk menyesuaikan keseimbangan.
d. Jika titik cahaya berada di sebelah kiri, putar sekrup kiri searah jarum jam (kencangkan) dan sekrup kanan berlawanan arah jarum jam.
e. Ketika titik cahaya berada di sebelah kanan, putar sekrup kiri berlawanan arah jarum jam (longgarkan) dan sekrup kanan searah jarum jam (kencangkan).
f. Jika titik cahaya tepat di bawah, putar kedua sekrup searah jarum jam untuk mengencangkan.
g. Ketika titik cahaya berada di sudut kiri bawah, putar sekrup kiri secara searah jarum jam untuk mengencangkannya.
h. Jika titik cahaya berada di sudut kanan bawah, putar sekrup kanan secara searah jarum jam.
Harap ikuti langkah-langkah di atas dan sesuaikan bertahap hingga titik cahaya tepat berada di tengah lingkaran. Perhatikan bahwa pengujian berulang mungkin diperlukan selama proses penyesuaian untuk memastikan keakuratan.
Produk utama JUGAO CNC MACHINE meliputi mesin pemotongan laser, mesin CNC hidraulik pemberengaan, mesin las laser, mesin gunting, dan mesin pemberengaan pipa, dll., yang digunakan dalam pemrosesan lembaran logam, rangka kabinet, pencahayaan, ponsel, industri 3C, peralatan dapur, kamar mandi, komponen otomotif, dan industri logam. Selamat datang untuk berkonsultasi secara online untuk mengetahui lebih banyak informasi tentang mesin.

