















































Cara menyetel ketidakseimbangan tekanan pada mesin press brake
Apakah Anda menghadapi tantangan dengan sudut bending yang tidak konsisten pada press brake NC Anda? Memahami penyebab mendasar dan menerapkan solusi yang tepat dapat membantu Anda mencapai hasil yang presisi dan dapat diulang. Metode menyetel ketidakseimbangan tekanan pada press brake terutama mencakup penyelesaian faktor eksternal dan faktor internal mesin. Pertama-tama, perlu ditentukan penyebab ketidakseimbangan tekanan, yang umumnya mencakup faktor eksternal dan faktor internal mesin. Faktor eksternal seperti benda berat di sekitarnya mempengaruhi gaya tidak merata pada slider di kedua sisi silinder kerja, sedangkan faktor internal mesin bisa jadi disebabkan oleh dua silinder kerja memberi tekanan pada kedua ujung slider, menyebabkan pusat gravitasi kerja beralih ke tengah, sehingga mempengaruhi pembentukan dan proses lanjutan produk.
Solusi
Atasi faktor eksternal: hapus benda berat yang mempengaruhi operasi press brake, dan pastikan kedua slider pada silinder kerja menerima beban secara merata.
Atasi faktor mesin itu sendiri: adopsi metode kompensasi defleksi dan kompensasi tekanan, serta tempatkan jumlah deformasi yang berlawanan arah dengan arah deformasi akibat gaya pada meja kerja untuk mencapai kompensasi variabel pada slider dan meja kerja, sehingga distribusi tekanan pada slider silinder kerja di kedua sisi press brake menjadi lebih merata.
Langkah-langkah spesifik
Penyesuaian faktor eksternal:
Hapus benda berat yang mempengaruhi operasi press brake.
Pastikan tidak ada benda asing pada badan press brake, selalu perhatikan kondisi kerja press brake untuk mengurangi terjadinya tekanan tidak merata di kedua sisi.
Penyesuaian faktor internal mesin:
Tempatkan jumlah deformasi pada arah berlawanan dengan deformasi akibat gaya pada meja kerja antara slider dan upper die press brake untuk mencapai kompensasi lenturan.
Gunakan kompensasi hidrolik dan kompensasi mekanis untuk mencapai kompensasi tekanan.
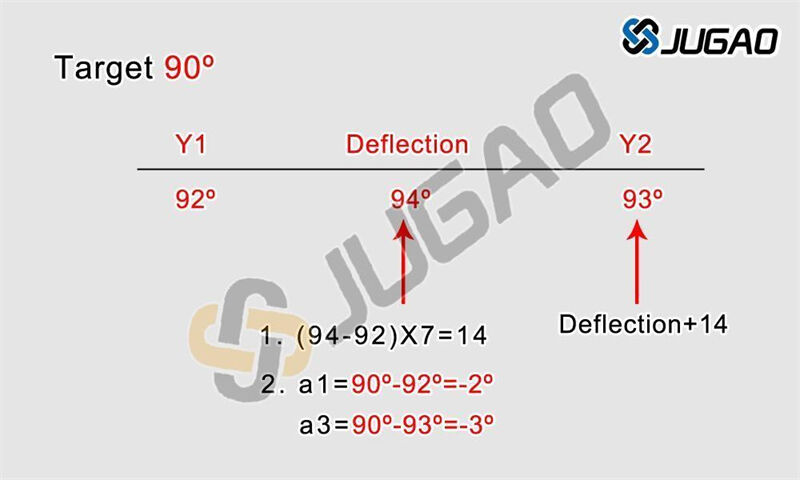
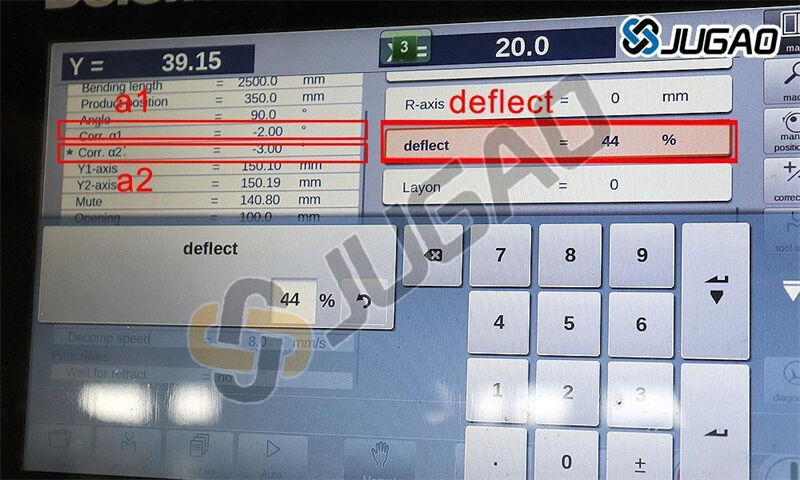
Jadikan gambar berikut sebagai contoh

Periksa dan Sejajarkan Peralatan
Peralatan yang tidak sejajar atau sudah aus merupakan penyebab umum dari ketidakkonsistenan sudut. Pastikan upper die dan lower die tersusun dengan benar dan bebas dari kerusakan. Gantilah komponen yang sudah aus untuk menjaga ketelitian.

Kalibrasi Ulang Kontroler CNC
Seiring waktu, kontroler mesin dapat bergeser dari pengaturan awalnya. Lakukan kalibrasi ulang sistem CNC agar dapat secara akurat menafsirkan dan menjalankan perintah pembengkokan.
Verifikasi Konsistensi Material
Variasi pada ketebalan material, kekerasan, atau arah serat dapat mempengaruhi hasil pembengkokan. Periksa sifat-sifat material dan pastikan keseragamannya sebelum melanjutkan proses pembengkokan.
Lakukan Pemeliharaan Rutin
Pemeliharaan rutin, termasuk pelumasan, pemeriksaan sistem hidrolik, dan inspeksi mekanis, dapat mencegah banyak masalah sebelum terjadi. Mesin yang terawat dengan baik beroperasi lebih andal.
Setel Ulang Pengaturan Mesin
Sesuaikan parameter seperti kecepatan bending, tekanan, dan posisi back gauge untuk mengoptimalkan kinerja pada material dan desain tertentu.
Memecahkan Masalah Umum
Masalah umum yang sering ditemui pada press brake NC hidrolik adalah sudut yang tidak konsisten sepanjang garis bending yang sama. Misalnya, sudut target 90° bisa menghasilkan 89° di satu sisi dan 91° di sisi lainnya. Permasalahan ini biasanya disebabkan oleh distribusi tekanan yang tidak merata atau keselarasan yang tidak tepat.

Dengan secara sistematis menangani keselarasan alat, kalibrasi kontroler, dan pemeriksaan material, Anda dapat memulihkan ketepatan operasi bending.
Perhatian
* Sebelum menggunakan press brake, pastikan tidak ada benda asing pada badan mesin dan selalu perhatikan kondisi kerja press brake.
* Bersihkan dan lakukan pemeliharaan pada press brake secara berkala untuk mengurangi frekuensi kegagalan.
* Ikuti instruksi operasional khusus yang terdapat dalam manual pabrikan untuk memastikan penyetelan dilakukan dengan aman dan efektif.
Kesimpulan
Mempertahankan sudut pembentukan yang konsisten memerlukan kombinasi dari pengaturan mesin yang tepat, pemeliharaan berkala, dan perhatian terhadap detail material. Ikuti praktik terbaik berikut ini untuk meminimalkan kesalahan dan meningkatkan efisiensi press brake NC Anda.

