















































Masalah umum dalam proses pengelasan robot
Hasil pengelasan oleh robot dipengaruhi oleh banyak faktor. Banyak pelanggan mengalami berbagai masalah sebelum menjadi mahir dalam menggunakan robot pengelasan. Masalah-masalah ini umumnya disebabkan oleh operasi yang tidak tepat atau pengaturan robot yang tidak sesuai, dan dapat diatasi dengan penyesuaian yang tepat. Di bawah ini, kami akan membahas beberapa masalah umum yang muncul selama penggunaan robot pengelasan beserta solusinya.
I. Kegagalan Penyalaan Busur Selama Pengelasan
1. Busur Belum Menyala

Penyebab: Program tidak memuat perintah penyalaan busur yang sesuai sebelum menjalankan perintah penghentian busur.
Solusi: Periksa apakah perintah penghentian busur tambahan telah ditambahkan atau perintah inisiasi busur tambahan telah ditambahkan.
2. Gagal Inisiasi Busur, Kesalahan Deteksi Sinyal

Metode pemecahan masalah:
1) Periksa pengaturan waktu interupsi pengelasan pada halaman parameter. Secara umum, pengaturan waktu 5000 ms bersifat tepat.
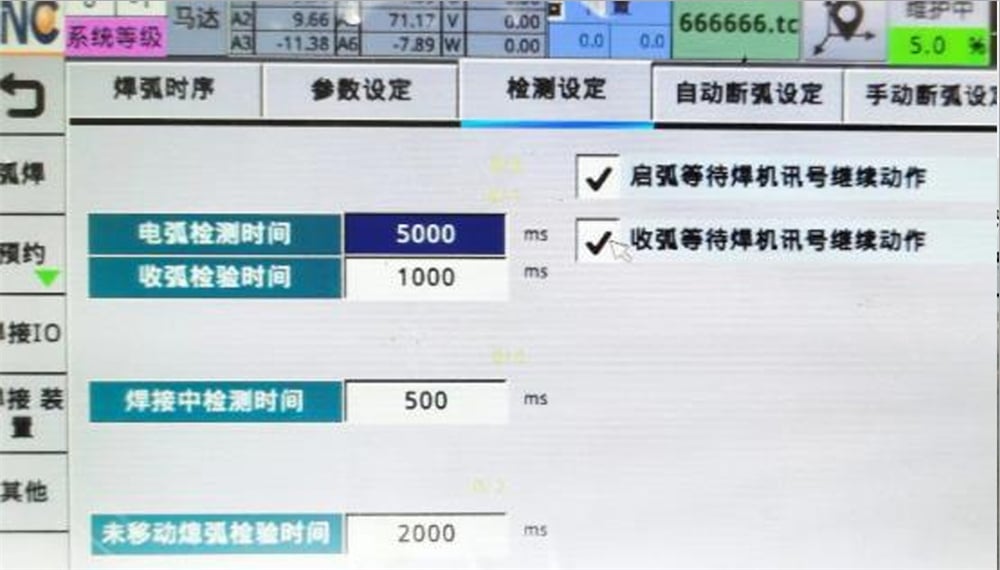
2) Periksa apakah sinyal mesin las berhasil dikirimkan ke sistem.
3) Periksa apakah benda kerja telah dihubungkan ke ground.
3. Terjadinya Busur dan Putusnya Kawat Las
Penyebab:
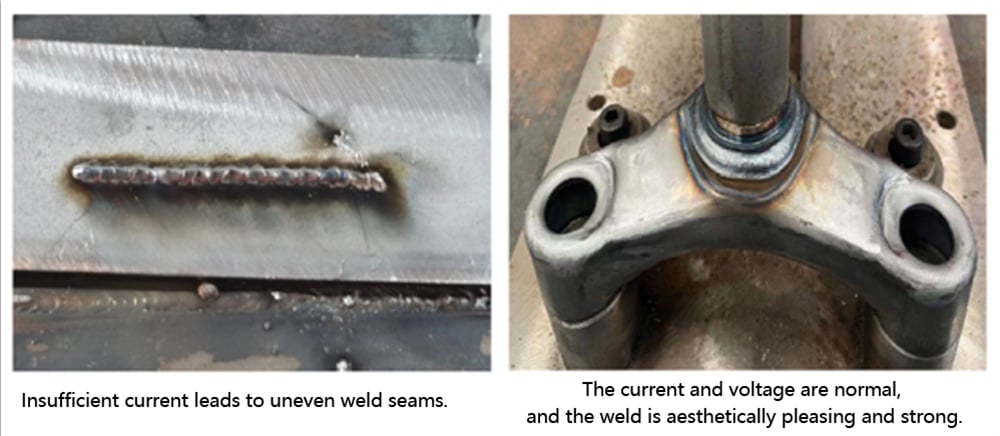
1) Ketidaksesuaian arus dan tegangan
Solusi: Kita perlu mengatur arus dan tegangan yang sesuai berdasarkan ketebalan aktual benda kerja dan jenis mesin las.
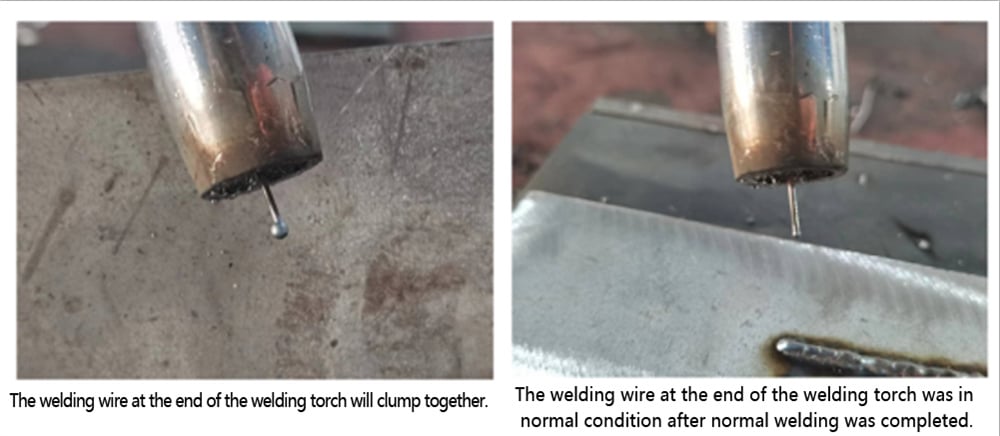
2) Panjang kawat las terlalu panjang.
Solusi: Secara umum, panjang ekstensi kawat las harus 10 hingga 15 kali diameter kawat las. Pilih panjang kawat las yang sesuai berdasarkan diameter kawat las.
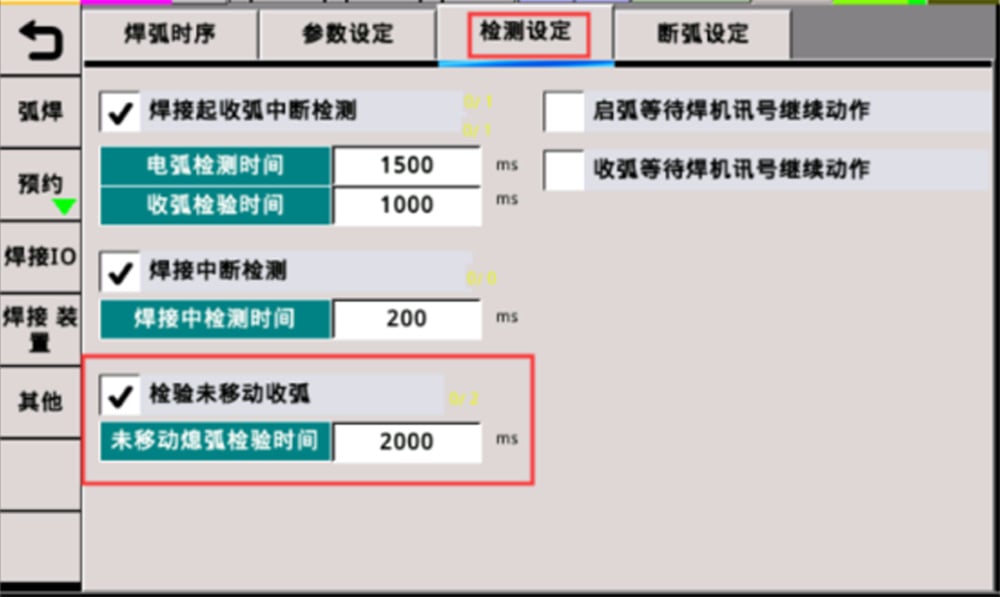
4. Pemadaman busur otomatis terjadi setelah pengapian busur.

Pemecahan masalah: Periksa apakah terdapat masalah pada pengaturan waktu parameter dan periksa apakah obor las telah berpindah posisi.
II. Terjadi pemutusan busur selama proses pengelasan.
Penyebab:
1. Kawat las tidak menyentuh benda kerja, sehingga memicu alarm pemutusan busur.
Solusi: Atur kembali posisi kawat las dan benda kerja untuk memastikan kontak penuh selama pengelasan. (Namun, kawat tidak boleh terlalu dekat dengan benda kerja karena dapat menyebabkan tembus las.)
2. Jalur pengelasan yang tidak tepat menyebabkan obor las bertabrakan dan secara otomatis terangkat.
Solusi: Atur ulang jalur pengelasan.
3. Kontak buruk antara elektroda positif dan negatif mesin las.
Solusi: Periksa pemasangan kabel elektroda positif dan negatif.
III. Penyebab kegagalan pemadaman busur setelah pengelasan:
1. Kegagalan penghentian busur akibat kesalahan deteksi sinyal.
Penyebab: Mesin las tidak menerima sinyal dari robot, sehingga penghentian busur oleh robot gagal.
Pemecahan masalah:
(1) Periksa apakah parameter pengaturan masuk akal.
(2) Periksa sinyal I/O dan apakah sinyal titik-I penghentian busur mengalami gangguan. Jika sinyal titik-I selalu menunjukkan kondisi ON...
(3) Periksa apakah terjadi hubung singkat pada rangkaian serta apakah kabel ground terhubung secara tidak normal.
2. Tidak ada perintah penghentian busur yang diatur setelah inisiasi busur.

Penyebab: Ketika peringatan ini muncul pada teach pendant, periksa apakah perintah penghentian busur terlupa.
Solusi: Tambahkan perintah penghentian busur setelah perintah inisiasi busur dalam program.
Artikel ini terutama membahas permasalahan terkait inisiasi busur, penghentian busur, dan terputusnya busur selama proses pengelasan oleh robot las. Pengguna dapat merujuk ke solusi-solusi tersebut jika mengalami masalah serupa. Jika masalah tidak dapat diatasi, harap hubungi tenaga teknis JUGAO.
Robot pengelasan adalah robot otomatis yang mengintegrasikan berbagai fungsi pengelasan, seperti pengelasan dengan pelindung gas, pengelasan busur argon, pemotongan plasma, dan pengelasan laser. Robot ini memiliki fleksibilitas tinggi, kemampuan adaptasi kuat, efisiensi pengelasan tinggi, serta kualitas pengelasan yang stabil, sehingga dapat digunakan secara luas di berbagai bidang, seperti manufaktur mesin, manufaktur otomotif, elektronik presisi, dan pertambangan batu bara.

