















































Ինչո՞ւ է DELEM DA-69S-ի Ավտոմատ Ռեժիմը օգտատերի հարմարավետության համար նախատեսված
Առաջատար պրես-աբզի շահագործման ոլորտում DELEM DA-69S Ավտոմատ Ռեժիմը առանձնանում է իր օգտատերերին հարմար դիզայնով: Արդյոք փորձառու տեխնիկ եք, թե՞ նորեկ՝ պրես-աբզերի ոլորտում, այս հոդվածը կներկայացնի այս ռեժիմի հիմնական առավելությունները և կբացատրի, թե ինչպես է այն պարզեցնում մետաղամշակման գործընթացները և բարելավում շահագործման արդյունավետությունը:
I. DELEM DA-69S Ավտոմատ Ռեժիմի Ինտուիտիվ Ինտերֆեյսի Դիզայն
Ինտերֆեյսի դիզայնը օգտագործելիությունը բարձրացնելու հիմնական գործոնն է: DA-69S Ավտոմատ Ռեժիմը պարզեցնում է շահագործման տրամաբանությունը և օպտիմալացնում է տեղեկության ներկայացումը՝ դարձնելով բարդ ծռման գործընթացները ավելի հասանելի:
1. Պարզեցված Նավիգացիոն Մենյու
ԴԱ-69S Ավտոմատ ռեժիմի նավիգացիոն ընտրացանկը պարզեցված է՝ հստակ շահագործման տրամաբանությամբ.
• Սեղմեք «Ավտո» կոճակը՝ կառավարման համակարգը ավտոմատ արտադրության ռեժիմի անցնելու համար:
• Սեղմեք «Գործարկել» կոճակը, և ծրագիրը հաջորդաբար կկատարի ծեռքի ամեն մի քայլ՝ առանց ձեռքով միջամտության, ինչը զգալիորեն բարձրացնում է արդյունավետությունը:
• Երբ ապրանքների գրադարանում տարբեր ապրանքների միջև փոխանցման ժամանակ, Ավտոմատ Ռեժիմը կարող է անմիջապես անցնել արտադրության վիճակին՝ առանց կրկնվող կարգավորումների:
• Ծեռքի նոր ծրագիր ընտրելիս համակարգը կհայտնվի «ստուգել գործիքները» զգուշացման հաղորդագրություն՝ համոզված լինելու համար, որ գործիքի մոդելը և դիրքը ճշգրիտ են, խուսափելով շահագործման սխալներից:

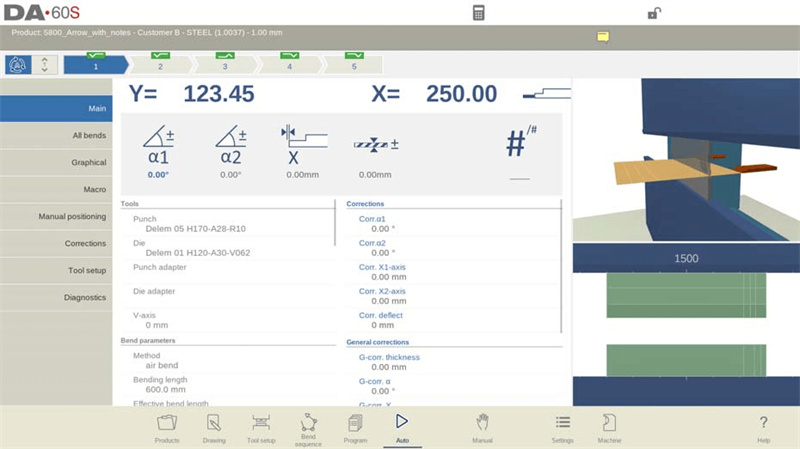
Բացի այդ, Ավտոմատ Ռեժիմում экրանի վերի մասը հստակ ցուցադրում է ընթացիկ ընտրված ապրանքը և նրա նկարագրությունը՝ արագ հաստատման համար: Վերևում գտնվող ծռման ընտրիչը ցուցադրում է բոլոր սպասվող ծռման քայլերը. հպելով ցանկացած քայլի՝ ընտրվում է համապատասխան գործողությունը, իսկ սկսելու ստեղնը սեղմելով՝ արտադրությունը սկսվում է այդ քայլից՝ ապահովելով մեծ ճկունություն: Մենյուի վերևում գտնվող մեծ պատկերանիշները (վահանակների ձևով կոճակներ) հեշտացնում են հաճախ օգտագործվող պարամետրերի արագ փոփոխությունը՝ նվազեցնելով գործողությունների քայլերը:
2. Մանրամասն Պարամետրերի Կարգավորումներ
Այս ռեժիմը թույլ է տալիս ճկուն պարամետրերի ճշգրտումներ՝ հնարավորություն տալով հարմարեցնել այն տարբեր ծռման պահանջներին՝ մշակման ճշգրտությունն ապահովելու համար.
• Անկյան Ուղղումներ (Y1/Y2 առանցքներ). Կարգավորումները կարող են իրականացվել առանձին-առանձին՝ սարքի ձախ և աջ կողմերի համար: Օրինակ, եթե 90° ծրագրավորված անկյունը առաջացնում է 92° ծռում, պարզապես կարգավորեք -2° ուղղում: Այս արժեքը ավտոմատ կերպով պահպանվում է՝ հաջորդական գործողությունների ընթացքում համա consistency ապահովելու համար:
• Y1/Y2 առանցքների ուղղումներ. Կիրառելի է բացարձակ ծրագրավորման կամ ստորին գործընթացների համար: Ուղղման պարամետրերը պահվում են ներկայումս ակտիվ ծրագրում, ինչը բացառում է կրկնակի մուտքագրման անհրաժեշտությունը:
• Օժանդակ առանցքի ուղղումներ. Ակտիվացվում են X-առանցքի ծլի թույլտվության հիման վրա, այս ուղղումները բարելավում են ծլման ճշգրտությունը և պարզեցնում են աշխատանքային գործընթացները:
• Ընդհանուր ուղղումներ. Ընդհանուր պարամետրեր, ինչպիսիք են հաստությունը, անկյունը և X-առանցքի կարգավորումները, կիրառվում են ծրագրի բոլոր ծլման փուլերի նկատմամբ՝ հարմարվելով նյութերի և սարքավորումների սխալների տատանումներին՝ ապահովելով համազանգված ելքային որակ:
• Մասնագիտացված ուղղումներ. Աջակցում է ճկման ուղղում և մասի հենարանային առանցքի (PST) ուղղմանը՝ բավարարելով բարդ ծլման խնդիրների ճշգրտության պահանջներին:
• Պահեստային և կրկնության պարամետրեր. Գործառնականները կարող են արդյունավետ կերպով կառավարել պահեստի հաշվիչը և սահմանել կրկնվող մշակման քայլեր՝ օպտիմալացնելու արտադրության ռիթմը:
• Քայլային ռեժիմի ընտրանք. Քայլ ռեժիմը շրջանցում է անընդհատ Ավտոմատ ռեժիմը՝ դադարեցնելով ամեն մեկ ծռման ցիկլից հետո, թույլ տալով օպերատորներին ստուգել մանրամասների վիճակը և կատարել ժամանակին կարգավորումներ:
3. Տեսողական ռեժիմներ՝ անխափան գործարկման համար
Տեսողական ռեժիմները օգտատիրոջ հարմարավետ դասավորություն են ապահովում, թույլ տալով օպերատորներին արագ փոխել ֆունկցիաները՝ առանց բարդ գործողություններ սովորելու, ինչը կրճատում է պատրաստվածության ժամանակը: Երբ առաջին անգամ մտնում եք Ավտոմատ ռեժիմ, համակարգը սկզբնապես ընտրում է Գլխավոր տեսողական ռեժիմը, իսկ մյուս տեսողական ռեժիմները կարող են ընտրվել էկրանի աջ կողմում: Տեսողական ռեժիմի փոխումը չի փոխում ծռման տվյալները կամ ընդհատում սկսման վիճակը: Յուրաքանչյուր տեսողական ռեժիմի ֆունկցիաները հետևյալն են.
• Գլխավոր տեսողական ռեժիմ (Գլխավոր) Ցուցադրում է թվային տվյալներ և գրաֆիկական տեղեկություններ (հնարավոր դեպքում) ծռման համար: Աջակցում է ճշգրտման պարամետրերի ուղղակի ծրագրավորմանը և գրաֆիկական/թվային տեսքերի միջև անցմանը: Ծռման դիրքը կարող է ստուգվել խոշորացման, տեղափոխման և պտտման գործառույթներով: Գործիքի տեսքը ավտոմատ կերպով կենտրոնանում է ներկայումս օգտագործվող գործիքի վրա՝ նշելով ճիշտ գործիքային կայանը:
• Բոլոր ծլման տեսքը (Բոլոր ծլումները). Ցուցադրում է բոլոր ծլման տվյալները աղյուսակային ձևաչափով՝ գրաֆիկական վահանակը ցուցադրելու կամ թաքցնելու հնարավորությամբ: Պարամետրերը դասավորված են տողերով՝ հեշտ խմբային դիտման համար:
• Գրաֆիկական տեսք (Գրաֆիկական). Ապահովում է ծլման գործընթացի ամբողջական էկրանի գրաֆիկական ինտերֆեյս՝ աջակցելով մանրամասն դիտման համար 3D տեսքին անցնելուն: Այն նաև թույլ է տալիս կարգավորել դիտման անկյունը, խոշորացման հարաբերակցությունը և ստուգել կոնկրետ քայլերի լուսանկարների տեսքը:
• Մակրո տեսք (Մակրո). Ցուցադրում է առանցքների արժեքները մեծ տառերով, որը հարմար է այն դեպքերի համար, երբ գործողությունները կատարվում են կառավարման վահանակից հեռու: Կարող է համատեղ հսկել բոլոր առանցքների թիրախային և փաստացի դիրքերը:
• Ձեռքով դիրքավորման տեսողություն (Ձեռքով դիրքավորում) Ցուցադրում է առանցքների արժեքները մեծ չափով, աջակցում է առանցքների դիրքերի կառավարումն ու կարգավորումը ձեռքի անիվի միջոցով: «Ուսուցման ցուցիչ» սլաքի սեղմումը (գտնվում է փաստացի և ծրագրավորված արժեքների միջև) ներկայիս առանցքի արժեքը գրառում է ծրագրման քայլի մեջ: Եթե տրամադրված է ընտրովի արտաքին ձեռքի տերմինալ, ապա նաև թույլատրվում է ձեռքի անիվի հեռակա կառավարում՝ առանցքների և ծռման դիրքերի ուսուցման համար:
• Փոփոխությունների տեսողություն (Փոփոխություններ) Ցուցակները բոլոր ծռման քայլերի համար ուղղման արժեքներ են տրամադրում և անհրաժեշտության դեպքում կարգավորում են հենարանները: Երբ մուտքագրվում է α1 ուղղման արժեք, համակարգը այն ավտոմատ կերպով կպատճենի α2-ին, կպահպանի երկուսի միջև տարբերությունը կամ կթողնի α2-ը անփոփոխ՝ կախված "Ծռման անկյան ուղղման ծրագրավորում" պարամետրից: "Պահված ուղղում" սյունակը (ցուցադրվում է, երբ ակտիվացված է անկյան ուղղման տվյալների բազան) նշում է յուրաքանչյուր ծռման համար ուղղման արժեքը. դատարկ գրառումը նշանակում է, որ տվյալների բազայում գրառում չկա, իսկ ">" նշանը նշանակում է նույն ծռման արժեքներ: «Բոլորը պահվածից» սեղմելը ծրագրի բոլոր ծռման ուղղման արժեքները համաձայնեցնում է տվյալների բազայի արժեքների հետ: Այն նաև աջակցում է թույլտվության աղյուսակին գրառումներ ավելացնելուն՝ «Ծռման թույլտվություն»-ի միջոցով և ուղղման արժեքների հաշվարկ չափված անկյուններից (մեկ չափված անկյուն մուտքագրելը այն կկիրառի համաչափ, իսկ ձախ/աջ/միջին արժեքներ մուտքագրելը կապահովի բացարձակ կամարաձև ուղղում): Լրացուցիչ անկյունաչափը կարող է անմիջապես մուտքագրել չափված արժեքներ, իսկ ուղղման արժեքները թարմացվում են նոր ծռման ցիկլից հետո:
• Գործիքի կարգավորման տեսողականություն (Գործիքի կարգավորում). Ցուցադրում է ընթացիկ ծրագրի համար անհրաժեշտ գործիքի կարգավորումը, թույլատրելով ստուգել գործիքի հատկություններն ու դիրքերը, սակայն չի թույլատրում փոփոխություններ կատարել: Գործիքները կարգավորելու համար պետք է լքել Ավտոմատ ռեժիմը և մուտք գործել «Գործիքի կարգավորում» մենյու:
• Շտեմպային տեսողականություն (Շտեմպային համակարգ): Օգտագործվում է հիմնականում սպասարկման նպատակներով, հսկում է անկախ առանցքների աշխատանքային վիճակը և կառավարման համակարգի I/O վիճակը՝ ապահովելով խափանումների վերացման համար անհրաժեշտ տվյալներ:
Բ. Լրացուցիչ ֆունկցիաներ ճշգրտության և արտադրողականության բարձրացման համար
Ինտերֆեյսի դիզայնից բացի, DA-69S ավտոմատ ռեժիմը համալրված է շարք գործնական ֆունկցիաներով, որոնք նպատակ ունեն ավելի շատ բարելավել մշակման ճշգրտությունն ու արտադրողականությունը:
1. Նշումների ֆունկցիա (Նշումներ)
Օպերատորները կարող են ավելացնել նշումներ ապրանքների կամ ծրագրերի վերաբերյալ Ավտոմատ ռեժիմում.
• Նշումները կարող են լինել ընդհանուր նկարագրություններ կամ կոնկրետ ծռման քայլերի մանրամասներ, ինչպես նաև կարող է կցվել PDF տեղեկատվական փաստաթուղթ:
• Էկրանին «նշումների ինդիկատորը» ցույց է տալիս նոր նշումների առկայությունը. դրան հպելը թույլ է տալիս դիտել, որպեսզի հիմնական տեղեկատվությունը միշտ հասանելի լինի:
2. Բարձրացման/Շղթայական ուղղում
Աջակցում է բարձրացման կամ շղթայական ծռման քայլերի համար ընդհանուր ուղղման պարամետրերի կարգավորմանը: «Բարձրացման ուղղում» կամ «Շղթայական ուղղում»-ին հպելը բացում է առանձին պատուհան՝ ուղղման արժեքներ մուտքագրելու համար.
• Երբ փոփոխվում է ընդհանուր անկյան ուղղումը, ավտոմատ կերպով վերահաշվվում են բոլոր համապատասխան անհատական ուղղման արժեքները, և հակառակը:
• α1 և α2 առանցքները կարող են ունենալ անկախ ուղղման արժեքներ: α1-ի համար ուղղման արժեք մուտքագրելուց հետո համակարգը ավտոմատ կերպով կհամակարգի այն α2-ի հետ՝ պահպանելով երկուսի միջև տարբերությունը, կամ α2-ը կմնա անփոփոխ՝ կախված «Անկյան ուղղման ծրագրավորում» պարամետրից: α2-ը կարգավորելու համար անմիջապես աշխատեք դրա բարձրացման/շղթայական ուղղման պատուհանում կամ փոփոխեք դրա անհատական ուղղման արժեքները:
3. Փորձարկման ծռման ռեժիմ
Այս ռեժիմը նախատեսված է հատկապես ճշգրտման համար՝ օգնելով օպերատորներին օպտիմալացնել պարամետրերը նախքան ֆորմալ արտադրությունը.
• Միացման դեպքում բոլոր առանցքները մնում են ներքին դիրքում առաջին ծռման ցիկլից հետո: Եթե մասի հենարանը միացված է, ապա հենարանի առանցքը պահպանում է ընթացիկ անկյունը:
• Y առանցքը կանգ է առնում Վերին Մեռտված Կետում (UDP), ինչը թույլ է տալիս օպերատորներին չափել ծռման անկյունը և կատարել ուղղումներ: Ուղղումները ավարտելուց հետո մասի հենարանի առանցքը վերականգնում է աշխատանքը, երբ Y առանցքը անցնում է նշված դիրքը, ապահովելով ճշգրտություն հետագա ծռման ընթացքում:
4. Արտադրամասի կառավարում և աշխատանքների ցանկի ֆունկցիա
Պարզեցնում է արտադրության կառավարման գործընթացները և աջակցում է բազմազան խմբաքանակների հսկումը և ընթացքի հետևումը.
• Երբ համակարգը աշխատում է աշխատանքային ռեժիմով, «Աշխատանքի ինդիկատորը» ցուցադրում է ընթացիկ կարգավիճակը. դրա վրա սեղմելը թույլ է տալիս դիտել և կառավարել աշխատանքները:
• Երբ աշխատանքների ցանկում անհրաժեշտ է փոխել արտադրանքի խմբաքանակը, սեղմեք «Ակտիվացնել արտադրանքը» ֆունկցիոնալ ստեղնը, և համակարգը ուղղակիորեն կանցնի թիրախային արտադրանքին:
• Արտադրության ընթացքում օպերատորները կարող են թարմացնել «թափոն դարձած արտադրանքների քանակը»; համակարգը ավտոմատ կերպով ճշգրտում է «արտադրված քանակը», սա նաև կարող է ձեռքով փոփոխվել: Օպերատորները և աշխատանքի կառավարողները կարող են ավելացնել արտադրության գրառումներ կամ նշումներ «մեկնաբանությունների դաշտում»:
• Աշխատանքի կարգավիճակը բաժանված է չորս կատեգորիաների.
◦ Նոր՝ այս լոտի մի որևէ արտադրանք դեռ չի արտադրվել.
◦ Ամբողջական չէ՝ այս լոտի թիրախային արտադրողականությունը դեռ չի հասնվել.
◦ Ընթացքի մեջ է՝ այս լոտը արդեն տեղադրվել է սարքավորման մեջ և արտադրությունը ընթանում է.
◦ Ավարտված է՝ այս լոտի արտադրությունը հաստատված է որպես ավարտված.
• Աշխատանքը մնում է ակտիվ, քանի դեռ «Արտադրանքների Ռեժիմում» նոր արտադրանք կամ աշխատանք չի ընտրվել: Նոր արտադրանք տեղադրելուց հետո սկզբնական աշխատանքը ավտոմատ կերպով դադարում է ակտիվ լինելուց և, եթե անհրաժեշտ է, պետք է կրկին ընտրվի ու սկսվի:
III. Հաճախ տրվող հարցեր (FAQ)
1. Ինչպե՞ս է աշխատանքային հարթակի կառավարման ֆունկցիան աջակցում DELEM DA-69S Ավտոմատ Ռեժիմին:
Գործարանի հարկի վերահսկման ֆունկցիան թույլ է տալիս օպերատորներին միաժամանակ հետևել արտադրության շատաթիվ խմբաքանակներին, իրական ժամանակում թարմացնել արտադրանքների քանակը և ճշգրիտ հետևել արտադրության ընթացքին։ Սա կրճատում է ձեռքով կատարվող վիճակագրական աշխատանքները և ավելի է բարձրացնում Ավտոմատ ռեժիմի շահագործման արդյունավետությունն ու տվյալների ճշգրտությունը։ te product counts in real time, and track production progress accurately. This reduces manual statistical work and further improves the operational efficiency and data accuracy of the Automatic Mode.
2. Ինչպե՞ս ճշգրիտ կալիբրացնել սեղմման հարմարանքը DA-69S Ավտոմատ ռեժիմի կիրառման դեպքում:
Նախ համոզվեք, որ սեղմման հարմարանքը հարթ է։ Ապա օգտագործեք թվային չափիչ՝ ծռման փոկի անկյունը չափելու և կարգավորելու համար արտադրողի կողմից տրամադրված կալիբրացման հրահանգներին համապատասխան։ Կարգավորումից հետո ստուգեք կալիբրացման արդյունքը՝ համոզվելու համար, որ այն համապատասխանում է մշակման ճշգրտության պահանջներին։
3. Ո՞րն է սեղմման հարմարանքի սպասարկման հաճախադեպությունը, երբ միացված է DA-69S Ավտոմատ ռեժիմը:
Խորհուրդ է տրվում կատարել սովորական սպասարկում ամեն 500 շահագործման ժամը մեկ: Սա ներառում է հիմնական բաղադրիչների (օրինակ՝ առանցքներ և փոկներ) մաշվածության ստուգում, սարքավորումից աղբի հեռացում և շարժվող մասերի յուղում՝ Ավտոմատ Ռեժիմում օպտիմալ շահագործման պայմաններ պահպանելու համար:
IV. Եզրակացություն
DELEM DA-69S Ավտոմատ Ռեժիմի բարձր օգտագործելիությունը պայմանավորված է նրա «ինտուիտիվ ինտերֆեյսի դիզայն + բարելավված ճշգրտության ֆունկցիաներ» երկու առավելություններով: Ինտերֆեյսը պարզեցնում է շահագործման տրամաբանությունը և կրճատում է ուսուցման ընթացքը, իսկ լրացուցիչ ֆունկցիաները երաշխավորում են ճշգրտությունն ու արդյունավետությունը: Երկարամյա փորձ ունեցող օպերատորները և նորեկները հեշտությամբ կարող են տիրապետել այն, ինչը արդյունավետ կդարձնի ծռման գործընթացը արտադրամասում:
Եթե Ձեզ հետաքրքրում են DA-69S Ավտոմատ Ռեժիմի կոնկրետ գործառույթների մասին լրացուցիչ տեղեկություններ կամ ունեք հատուկ հարցեր, խնդրում ենք կապվել մեր թիմի հետ աջակցության համար: Կարող եք նաև ծանոթանալ ավելի շատ ռեսուրսների, որպեսզի օպտիմալացնեք մետաղամշակման ձեր ծրագիրը:
Ցանկանու՞մ եք, որ ես կազմեմ մեկ DELEM DA-69S Ավտոմատ Ռեժիմի Հիմնական Գործողությունների Արագ Տեղեկատվական Աղյուսակ ? Դա կբացահայտի նավիգացիոն մենյուի, պարամետրերի կարգավորումների և դիտման ռեժիմների հիմնական քայլերը՝ ստեղծելով կարճ աղյուսակ, որը հնարավորություն կտա հեշտությամբ և արագ օգտվել դրանից աշխատանքային գոտում:

