















































DELEM DA-53T ձեռնարկի ձեռքի ռեժիմի կարգավորում
Բովանդակության սեղան
• Քայլ 1՝ Ձեռքով ռեժիմին մուտք
• Քայլ 2՝ Պարամետրերի հասկացում
◦ Հորիզոնական պարամետրեր
◦ Ուժի պարամետրեր
◦ Արագության պարամետրեր
◦ Ֆունկցիաների կարգավորումներ
◦ Արտադրանքի հատկություններ
◦ Գործիքի տեղեկություններ
◦ Օժանդակ առանցքներ
◦ Գործիքի կարգավորում
• Քայլ 3՝ Պարամետրերի կարգավորում
◦ Մակրո ֆունկցիա
• Քայլ 4՝ Առանցքների ձեռքով տեղաշարժում
• Ուղղման ֆունկցիա
• Շտեմպային ֆունկցիա
• Մուտքային/ելքային կարգավիճակ
• Հաճախ տրվող հարցեր (FAQ)
• Եզրակացություն
DELEM DA-53T կառավարիչի ձեռքով կառավարման ռեժիմի կարգավորման ընթացքում կարևոր է յուրաքանչյուր գործողության քայլը հստակեցնել՝ սեղանակոխի առավելագույն արդյունավետություն հասնելու համար: Այս հոդվածը ձեզ կուղեկցի DELEM DA-53T Ձեռքով Կառավարման Ռեժիմի կարգավորման գործընթացով քայլ առ քայլ, օգնելով արդյունավետ կերպով կարգավորել սարքավորումների պարամետրերը և լիովին բացել սեղանակոխի աշխատանքային ներուժը:
Ձեռքով կառավարման ռեժիմի միջոցով դուք կարող եք լիովին վերահսկել ծեռքի ամբողջ գործընթացը՝ հնարավոր դարձնելով ճշգրիտ կարգավորումներ և առավելագույնի հասցնել մշակված արտադրանքի որակը: Արդեն առաջին անգամ օգտագործո՞ւմ եք DELEM կառավարիչ, թե՞ ձեր արդեն առկա կարգավորումների օպտիմալացում եք փնտրում, այս հոդվածը մանրամասն քայլեր է առաջարկում՝ արագ սկսելու և լիովին օգտվելու սեղանակոխի ֆունկցիոնալ արժեքից:
Քայլ 1. Ձեռքով ռեժիմին մուտք
Նախ, միացրեք DELEM DA-53T կառավարիչը: Երբ սարքը ամբողջությամբ միացվի, միջանցքի կոճակների միջոցով անցեք հիմնական մենյու:
Գտեք և ընտրեք մենյուի ցանկում «Ձեռքով ռեժիմ» տարբերակը. կառավարիչի ինտերֆեյսը Ավտոմատ ռեժիմից կփոխանցվի ձեռքով ռեժիմի սարքավորման ինտերֆեյսին:
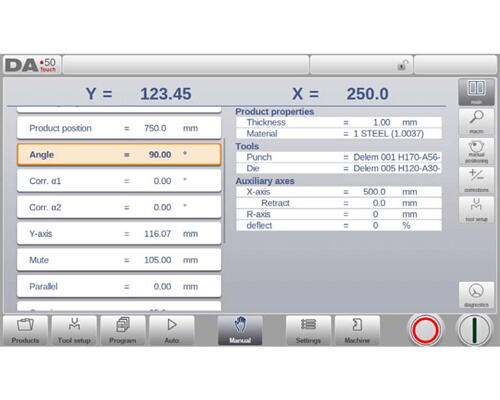
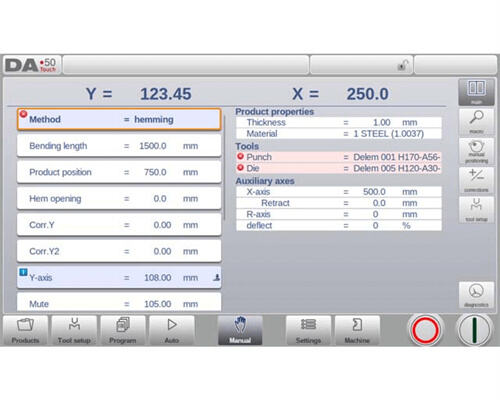
Ձեռքով ռեժիմի էկրանի վերին մասում կարող եք անմիջապես դիտել Y առանցքի և հիմնական X առանցքի ընթացիկ դիրքերը. մնացած բոլոր առանցքներն ու գործառույթները ցանկագրված կլինեն էկրանի ստորին մասում գտնվող երկու սյուններում: Եթե Y առանցքի և X առանցքի արժեքները նշված են, դա նշանակում է, որ այս երկու առանցքները հաջողությամբ ճանաչել են հղման նշանները, և նրանց ընթացիկ դիրքերը համընկնում են ծրագրավորված արժեքների հետ:
Քայլ 2. Պարամետրերի հասկացում
Ձեռքով ռեժիմին մտնելուց հետո պետք է մուտքագրեք սեղանի ընթացիկ մշակման համար անհրաժեշտ պարամետրերը, ներառյալ սեղանի ճկման ընթացքի, արագության և դիրքավորման կարգավորումները՝ այս պարամետրերը կարևոր են ձեռքով կատարվող գործողությունների ճշգրտությունն ապահովելու համար: Ձեռքով ռեժիմը սովորաբար օգտագործվում է սարքավորումների փորձարկման, կալիբրացման և մեկ անգամյա ծլման գործողությունների համար:
Կարող եք մուտքագրել սպասված կարգավորումներին համապատասխանող թվային արժեքներ՝ օգտագործելով տվյալների մուտքագրման կոճակները: Ձեռքով ռեժիմում հասանելի պարամետրերի մանրամասները հետևյալն են.
Ծլման պարամետրեր
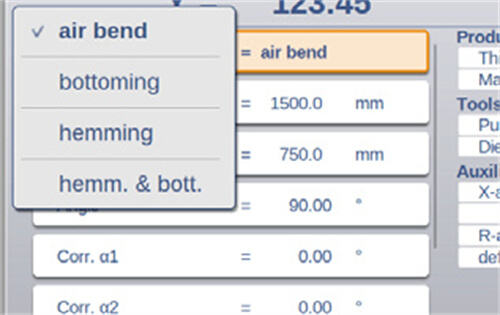
• Մեթոդ՝ Ընտրեք անհրաժեշտ ծլման մեթոդը: DELEM DA-53T Ձեռքով ռեժիմը աջակցում է մի քանի մեթոդների, ինչպիսիք են՝ Օդային ծլում, Հիմնական ծլում, Շերտավոր ծլում և Շերտավոր ծլում & Հիմնական ծլում: Յուրաքանչյուր մեթոդի մանրամասն նկարագրությունները կարող եք գտնել Ծրագրային ռեժիմի փաստաթղթերում:
• Ծլման երկարություն՝ Մուտքագրեք թերթի ծլման երկարությունը՝ ճշգրիտ մշակման համար տվյալների հիմք ստեղծելու համար:
• Արտադրանքի դիրքը. Z-ուղղությամբ սահմանեք և հսկեք բացարձակ դիրքը՝ օգտագործելով մեքենայի ձախ կողմում գտնվող զրոյական կետը որպես հաշվարկման սկզբնակետ:
• Անկյուն. Սահմանեք պահանջվող ծռման անկյունը: Եթե իրական ծռման անկյունից շեղում կա, ապա դա փոխանցվում է Corr.α1 (Corr.α1) և α2 (Corr.α2) ճշգրտման արժեքների միջոցով: Օրինակ, եթե ծրագրավորված անկյունը 90 աստիճան է, իսկ իրական չափված անկյունը՝ 92 աստիճան, Corr.α-ն պետք է լինի -2:
• Շրջանակի բացվածք. Սահմանեք շրջանակների միջև բացվածքի հեռավորությունը ծռման գործընթացի ընթացքում: Լռելյայն պարամետրերը կարող են դիտվել Կարգավորումների ռեժիմում:
•
• Corr.Y. Եթե ընտրված է Bottoming մեթոդը, այս պարամետրը կարող է օգտագործվել Y-առանցքի դիրքը ճշգրտելու համար:
• Y-առանցք. Y-առանցքի ծրագրավորված կամ հաշվարկված արժեքը՝ կոնկրետ ծռման անկյուն ստանալու համար:
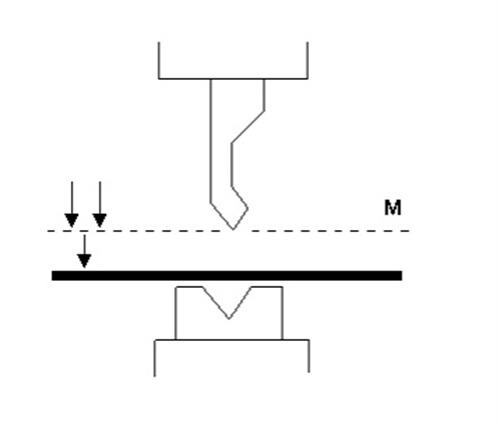
• Լռություն. Այն կետը, որտեղ Y առանցքը փոխանցում է արագ փակման արագությունից դեպի սեղմման արագությունը, այստեղ ծրագրված է որպես Y առանցքի դիրքի արժեք: Այս ծրագրավորված արժեքը համապատասխանում է Y առանցքի դիրքին թերթի վերևում:
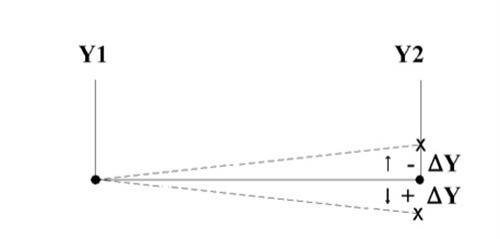
• Զուգահեռ. Ձախ և աջ բարձրությունների (Y1 և Y2) դիրքի տարբերությունը: Եթե արժեքը դրական է, նշանակում է, որ աջ բարձրությունը ցածր է, իսկ եթե արժեքը բացասական է՝ աջ բարձրությունը բարձր է: Այս ծրագրավորված արժեքը գործում է ամրացման կետից ներքև:
• Բացում. Այս պարամետրը օգտագործվում է ծռման ավարտից հետո փորատի և մատրիցի միջև բացի սահմանման համար: Դրական արժեքը նշանակում է, որ բացը գտնվում է Լռություն կետից վերևում, իսկ բացասական արժեքը՝ Լռություն կետից ներքևում: Եթե ցանկանում եք կրճատել արտադրանքի մշակման ժամանակը, կարող եք այս պարամետրը սահմանել փոքր դրական կամ բացասական արժեքով:
ՈՒժի պարամետրեր
• Ուժ. Ծռման գործողության համար սեղմման ուժի ծրագրավորում՝ համոզվելու համար, որ ճնշումը համապատասխանում է մշակման պահանջներին և ապահովում է լավագույն արդյունքները:
• Կանգնելու ժամանակ և ճնշման նվազեցում. Կարգավորեք կանգնելու ժամանակը ծռման կետում և ճնշման նվազեցման հեռավորությունը՝ ճնշումը նվազեցնելու գործընթացը համարժեք կերպով կառավարելու և մշակման կայունությունն ապահովելու համար:
Արագության պարամետրեր
• Արագություն. Y առանցքի շարժման արագությունը ծռման ընթացքում:
• Ճնշման նվազեցման արագություն. Ճնշման նվազեցման հեռավորության սահմաններում բարի ծրագրավորվող շարժման արագություն:
Ֆունկցիաների կարգավորումներ
• Սպասել ետ շարժմանը. Կարգավորեք, թե արդյոք Y առանցքը սպասում է ետ շարժման գործողության ավարտին՝ շարժվելուց առաջ, թե սկսում է շարժվել անմիջապես ետ շարժումն սկսվելուն պես՝ աշխատանքային գործընթացի արդյունավետությունն օպտիմալացնելու համար:
Արտադրանքի հատկություններ
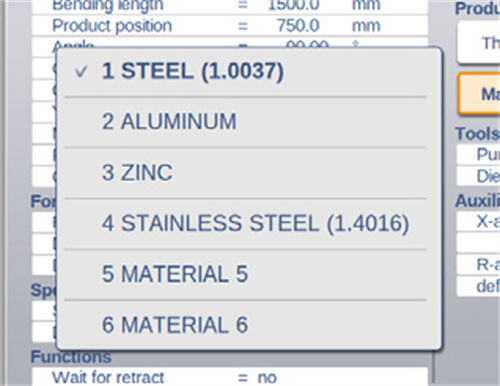
• Հաստություն և նյութ. Մուտքագրեք թիթեղի հաստությունը և ընտրեք համապատասխան նյութը վերահսկիչում առկա 99 ստեղծված նյութերից՝ ծռման խորությունը հաշվարկելու համար հիմնարար տվյալների աջակցություն ապահովելու համար:
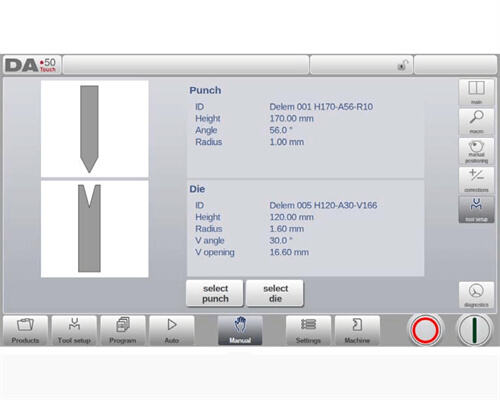
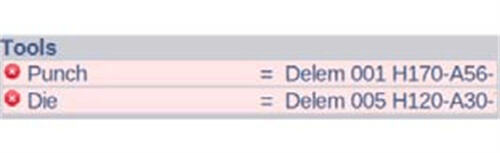
Գործիքի տեղեկություն
• Փոսթ և մատրից՝ Ընտրեք կամ փոփոխեք ընթացիկ գործողության համար անհրաժեշտ փոսթի և մատրիցի ID-ները՝ համապատասխան գործիքների գրադարաններից, որպեսզի համոզվեք, որ գործիքները համապատասխանում են մշակման պահանջներին:
Օժանդակ առանցքներ
• Օժանդակ առանցքի պարամետրեր՝ Եթե սարքավորումը սարքավորված է մեկ կամ մի քանի օժանդակ առանցքներով (ինչպիսիք են X, R կամ Z առանցքները), դրանց հետ կապված պարամետրերը ցուցադրվելու են այստեղ:
• Վերականգնում՝ Օժանդակ առանցքի վերականգնման հեռավորությունը ծռման ընթացքում: Նրանցից «Հետնային սահմանափակիչի վերականգնումը» սկսվում է ամրացման կետից:
• Արագություն՝ Օժանդակ առանցքի շարժման արագությունը ընթացիկ ծռման գործողության ընթացքում, որը կարող է ծրագրվել որպես առավելագույն արագության տոկոս:
Ճիշտ ծրագրելով DELEM DA-53T ձեռքով ռեժիմում վերը նշված պարամետրերը՝ կարող եք համոզվել ծռման գործողության ճշգրտության մեջ: Բոլոր պարամետրերի կարգավորումները ստուգելուց հետո սեղմեք «Սկսել» կոճակը՝ այս կարգավորումները ակտիվացնելու համար:
Գործիքի կարգավորում
DELEM DA-53T ձեռքով ռեժիմում գործիքի կարգավորման ծրագրավորումը շատ նման է Ավտոմատ ռեժիմին։ Երկու ռեժիմներն էլ թույլ են տալիս անկախ կերպով կարգավորել գործիքները, և Ավտոմատ ռեժիմից կատարված գործիքի կարգավորումը կարող է ուղղակիորեն օգտագործվել Ձեռքով ռեժիմում։ Անցնելով Ձեռքով ռեժիմին՝ DELEM DA-53T վերահսկիչը կառաջարկի «օգտագործել առկա գործիքի կարգավորումը» ընտրությունը։ Սակայն նկատի ունեցեք, որ եթե ընթացիկ կարգավորումը տարբերվում է նախորդ ծրագրավորումից, օգտատերը պետք է գործի զգուշությամբ՝ մշակման ճշգրտությունը չխանգարելու համար:
• Գործիքների (փոսումների/մատրիցների) ավելացում. համապատասխանում է «Գործիքի կարգավորում» ֆունկցիայի գործողությանը, անհրաժեշտ փոսումները կամ մատրիցները կարող են ավելացվել «Ավելացնել» ֆունկցիայի միջոցով:
Քայլ 3՝ Պարամետրերի կարգավորում
DELEM DA-53T ձեռքով ռեժիմում յուրաքանչյուր պարամետր կարող է անկախ կերպով ծրագրավորվել։ Համակարգը ավտոմատ կերպով հաշվարկում է յուրաքանչյուր պարամետրի ազդեցությունը մյուսների վրա, իսկ պարամետրերի միջև հարաբերությունները ներկայացված են նշաններով և ֆոնի գույներով՝ հեշտությամբ նույնականացնելու համար օգտատիրոջ համար:
• Պարամետրը փոփոխելուց հետո ինտերֆեյսում կհայտնվի տեղեկատվական նշան, որը ցույց է տալիս, որ պարամետրը թարմացվել է:

• Եթե պարամետրի արժեքը տարբերվում է համակարգի կողմից հաշվարկված կառավարման արժեքից, ցուցադրվելու է աստղի նշան՝ այս ֆունկցիան հատկապես օգտակար է, երբ պարամետրերը պետք է նախատեսված լինեն տարբեր արժեքներով կամ սահմանափակված լինեն:

• Եթե պարամետրի արժեքը սխալ է սահմանված (օրինակ, ծալման ծռումը ծրագրավորված է, բայց ծալման գործիքներ չկան), ցուցադրվելու է սխալի նշան՝ հիշեցնելու օգտատիրոջը ուղղումներ կատարել:
Դիտման տարբերակներ
Էկրանի աջ կողմում գտնվող հրամանային կոճակները հնարավորություն են տալիս մուտք գործելու հիմնական տեսքից բացի այլ տեսքերի, ներառյալ Մակրո տեսք, Կամայական դիրքավորման տեսք, Ուղղումների տեսք և Շտկման տեսք:
Մակրո ֆունկցիա
Երբ մակրո ֆունկցիան ակտիվացված է, DELEM DA-53T ձեռքով ռեժիմը փոխանցվում է նոր տեսքի, և էկրանին ցուցադրվում են մեծացված առանցքների արժեքներ: Այս դասավորության նախագիծը թույլ է տալիս օպերատորներին ակնհայտորեն կարդալ առանցքների արժեքները, նույնիսկ այն դեպքում, երբ աշխատում են կառավարիչից փոքր-ինչ հեռու, ինչը բարելավում է շահագործման հարմարությունը:
Քայլ 4՝ Առանցքների ձեռքով տեղաշարժ
Տեղաշարժի ընթադարձք
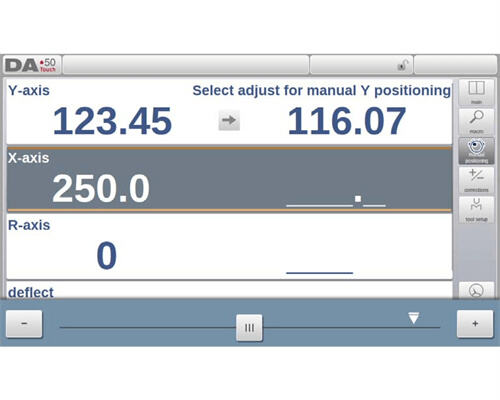
DELEM DA-53T ձեռքով ռեժիմում առանցքը ձեռքով տեղաշարժելու համար օգտագործեք սայլակը էկրանի ներքևում: Ընտրելով «Ձեռքով դիրք» (Manual Positioning) հիմնական էկրանին, կհայտնվի նոր գործառույթի ինտերֆեյս: Կարգավորեք սայլակը նրա միջին դիրքից ցանկալի ուղղությամբ՝ տեղաշարժելու ցանկացած առանցք, որը ցուցադրվում է ինտերֆեյսում. սայլակը ավտոմատ կերպով կվերադառնա միջին դիրքին այն բաց թողնելուց հետո:
Օժանդակ առանցքների տեղաշարժ
Օժանդակ առանցքը տեղաշարժելուց առաջ համոզվեք, որ կառավարիչը կանգնած է (սեղմեք Stop կոճակը): Նախ ընտրեք անհրաժեշտ հետևի առանցքը, տեղադրեք կուրսորը այդ առանցքի վրա, ապա կառավարեք առանցքի շարժը սայլակի միջոցով:
Y-առանցքի տեղաշարժում
Ճնշման լաստի (Y-առանցք) ձեռքով տեղաշարժման գործողությունը նման է օժանդակ առանցքներին, սակայն պետք է բավարարվեն հետևյալ պայմանները.
1. Կառավարիչը պետք է ակտիվացված լինի (սեղմեք «Սկսել» կոճակը):
2. Ակտիվացրեք «կարգավորում» ֆունկցիան՝ եթե այս ֆունկցիան ակտիվացված չէ, էկրանի աջ վերին անկյունում կհայտնվի համապատասխան հաղորդագրություն:
3. Y-առանցքը պետք է գտնվի «Լռության» կետից ներքև:
4. Պետք է տրված լինի CNC ճնշման հրաման:
Դիրքի պահպանում (Teach)
Եթե ձեռքով տեղաշարժելուց հետո անհրաժեշտ է պահպանել ընթացիկ դիրքը, սեղմեք առանցքի անվանումը «Ծրագրավորված» սյունակում: Համակարգը այնուհետև «Իրական» սյունակից (ձախ կողմ) արժեքը կպատճենի «Ծրագրավորված» սյունակ (աջ կողմ):

Երբ վերադառնում եք սկզբնական Ձեռքով ռեժիմի էկրանին, այս առանցքի պարամետրը կպահպանի վերջին պահպանված արժեքը:
Վերը նշված քայլերի հետևումը ապահովում է DELEM DA-53T ձեռքով ռեժիմում առանցքների հարթ և ճշգրիտ շարժում:
Կորحيح արտադրող ֆունկցիա
DELEM DA-53T ձեռնարկի ձեռքով ռեժիմում ցուցադրվում են ծռման գործողության համար սահմանված ճշգրտման պարամետրերը, որոնք ծրագրված են այս ռեժիմում:
Քանի որ Ձեռքով ռեժիմը սովորաբար ներառում է մեկ ծռման գործողություն, ինտերֆեյսին ցուցադրվում է միայն ճշգրտման տվյալների մեկ տող: Ձեռքով ռեժիմում սահմանված ճշգրտման արժեքները կարող են ստուգվել ինչպես Ավտոմատ ռեժիմում եղածները: Բացի այդ, այստեղ տեսանելի են նաև ճշգրտման տվյալների բազայի գրառումներն ու սկզբնական ճշգրտման արժեքները: Ճշգրտման տվյալների բազային մուտքը կարևոր է, քանի որ դրա մեջ եղած գրառումները մեծ ազդեցություն ունեն վերջնական ծռման արդյունքների վրա: Այս ֆունկցիան հատկապես օգտակար է փորձարկման ծռման ընթացքում ճշգրտման արժեքները կարգավորելու և օպտիմալ արդյունքները տվյալների բազայում պահելու համար:
Շտապ օգնության ֆունկցիա
DELEM DA-53T ձեռքով ռեժիմում «Շտկում» կոճակը սեղմելով կարող եք դիտել յուրաքանչյուր առանցքի կարգավիճակը: Այս պատուհանը ցուցադրում է բոլոր հասանելի առանցքների ընթացիկ կարգավիճակը և մնում է ակտիվ, նույնիսկ երբ կառավարիչը աշխատանքի է դրված: Այս ֆունկցիայի օգտագործումը թույլ է տալիս իրական ժամանակում հետևել կառավարիչի աշխատանքային կարգավիճակին ծռման ցիկլի ընթացքում՝ ավելի բարձրացնելով ճշգրտությունը:
Մուտքերի/ելքերի կարգավիճակ
DELEM DA-53T ձեռքով ռեժիմում «I/O» ներդիրը սեղմելով Շտկման ինտերֆեյսում կարող եք տեսնել մուտքերի (I) և ելքերի (O) ընթացիկ կարգավիճակը: Այս ինտերֆեյսը մնում է ակտիվ կառավարիչը աշխատանքի դնելուց հետո, ինչը թույլ է տալիս օպերատորներին արդյունավետ հետևել համակարգի աշխատանքային կարգավիճակին ծռման ցիկլի ընթացքում և ժամանակին հայտնաբերել անսաղմանելիությունները:
Մեծացված I/O դիտում
Եթե սեղմեք մեկ կամ ավելի (առավելագույնը 5) պինների վրա, համակարգը կստեղծի լրացուցիչ «Զումավորված IO» էջ, որն ընտրված IO-ն ցուցադրում է խոշորացված տեսքով: Ընտրված պինները ցուցադրվելու են ավելի մեծ չափով, ինչը կհեշտացնի օպերատորների համար հեռվից հսկողությունը և կբարձրացնի շահագործման ճկունությունը:
Հաճախակի տրվող հարցեր (FAQ)
1. Ո՞ր նախազգուշական միջոցառումներն են անհրաժեշտ ձեռքով ռեժիմում DELEM DA-53T-ն շահագործելիս:
Շահագործման ընթացքում անհրաժեշտ է համապատասխանել անվտանգության բոլոր կանոններին՝ զգուշապես ստուգել աշխատանքային գոտին, որպեսզի համոզվեք, որ արգելքներ չկան. կրեք պաշտպանիչ սարքավորումներ և ծանոթացեք ձեռքով կառավարման կոճակների գործառույթներին՝ անհանգստություններից խուսափելու համար:
2. Ի՞նչ է խորհուրդ տրվող սպասարկման հաճախադեպությունը DELEM DA-53T-ի համար ձեռքով ռեժիմում:
Պարբերական սպասարկումը պետք է կատարվի ամեն 500 անգամ սարքավորումների շահագործման ժամը, ներառյալ հիմնական բաղադրիչների ամբողջականության ստուգումը, սարքավորման մակերեսի մաքրումը և շարժվող մասերի յուղալուծումը՝ սարքավորումների հարթ աշխատանքն ապահովելու և դրա ծառայողական վայրկյանը երկարաձգելու համար:
3. Կարո՞ղ է DELEM DA-53T ձեռքով կատարման ռեժիմը օգտագործվել բոլոր տեսակի ծռման գործողությունների համար:
Չնայած DELEM DA-53T ձեռքով կատարման ռեժիմը շատ տարբերակներ ունի, այն հիմնականում նախատեսված է ձեռքով կարգավորում և իրական ժամանակում հսկողություն պահանջող գործառույթների համար: Ավելի բարդ կամ ավտոմատացված գործողությունների դեպքում խորհուրդ է տրվում օգտագործել DA-53T-ի CNC ֆունկցիաները՝ արդյունավետությունն ու ճշգրտությունը բարձրացնելու համար:
Եզրակացություն
DELEM DA-53T ձեռքով կատարման ռեժիմի կարգավորման ընթացքում այս հոդվածում ներկայացված քայլերին հետևելը սարքավորումների սովորական աշխատանքն ապահովելու և օպտիմալ արդյունքներ ստանալու համար հիմնարար նշանակություն ունի: Ամբողջ գործընթացը ներառում է կառավարիչի միացումը, ձեռքով կատարման ռեժիմի ընտրությունը և պահանջվող պարամետրերի կարգավորումը՝ ճնշիչ թռթռացման հատուկ պահանջներին համապատասխանեցնելու համար: Այս կարճ և համակարգված գործողությունների մեթոդը օգնում է բարձրացնել աշխատանքային արդյունավետությունը և նվազեցնել գործողությունների սխալները:
Ճնշակալի ծառայության ժամկետի երկարաձգման և դրա արդյունքների ապահովման համար կարևոր է ճիշտ սարքավորումների կարգավորումը և պարբերական սպասարկումը: Այս հոդվածում ներկայացված հանձնարարականներին հետևելով և կատարելով պարբերական սպասարկում, կարող եք նվազագույնի հասցնել սարքավորումների կանգնելու ժամանակը և բարելավել արտադրության արդյունավետությունը: Եթե հանդիպեք ավելի մանրամասն խնդիրների կամ անհրաժեշտ լինի տեխնիկական աջակցություն, խնդրում ենք դիմել մեր թիմին: Բացի այդ, խորհուրդ ենք տալիս ծանոթանալ մեր պաշտոնական կայքում հասանելի այլ փաստաթղթերին՝ ավելի շատ մասնագիտական տեղեկություններ և տեխնիկական օգնություն ստանալու համար:

