















































DELEM DA-66T ծրագրավորման օգտագործումը արդյունավետության բարձրացման համար
Երբ խոսքը վերաբերում է ձեր գործարանի աշխատանքների արդյունավետության բարելավմանը ճկելու մեքենաների օգնությամբ, կարևոր է հասկանալ DELEM DA-66T ապրանքի ծրագրավորման սկզբունքները: Այս համակարգը ոչ միայն պարզեցնում է ձեր աշխատանքային գործընթացները, այլև ապահովում է ճշգրտություն ճկումների ժամանակ և նվազեցնում է սարքավորման ժամանակը: Լրիվ ինտեգրելով DELEM DA-66T գործիքների կոնֆիգուրացիան՝ կարող եք մաքսիմալացնել արտադրողականությունը և բարելավել արտադրանքի որակը:
Այս ուղեցույցում ես ձեզ կցուցադրեմ, թե ինչպես է DELEM DA-66T ապրանքի ծրագրավորումը կարող լինել ձեր մետաղամշակման գործընթացների արդյունավետության նկատելի բարելավման գործոն: Սկսած հիմնարար սկզբունքներից մինչև կոնկրետ ճկման պարամետրերի և ֆունկցիաների մանրամասն վերլուծություն՝ դուք կսովորեք, թե ինչպես օգտագործել այս առաջադեմ կառավարիչը նրա լիարժեք հնարավորություններով:
Սկսելու համար ապրանքի ծրագրավորումը
DELEM DA-66T արտադրանքի ծրագրավորման սկսելու համար կարևոր է ծանոթանալ դրա ֆունկցիաներին և պարամետրերին: Ծրագրի ինտերֆեյսը օգտագործողի համար հեշտ է, նախատեսված է հեշտ նավիգացիայի և կարգավորման համար:

Թվային ծրագիր ստեղծելու կամ փոփոխելու համար սկսեք նոր ծրագիր «Արտադրանքներ» ռեժիմից կամ օգտագործեք «Ծրագիր» կոճակը՝ ուղղակի մուտք գործելու համար:
Արդեն գոյություն ունեցող CNC ծրագրի խմբագրման համար ընտրեք արտադրանքը «Արտադրանքներ» վերացական տեսողական ներկայացման մեջ և ընտրեք նավիգացիոն կոճակը «Ծրագիր»: Նոր ծրագիր սկսելիս ընտրեք «Նոր ծրագիր», և հիմնական արտադրանքի հատկությունները մուտքագրելուց հետո համակարգը ավտոմատաբար անցնում է «Ծրագիր» ռեժիմ:
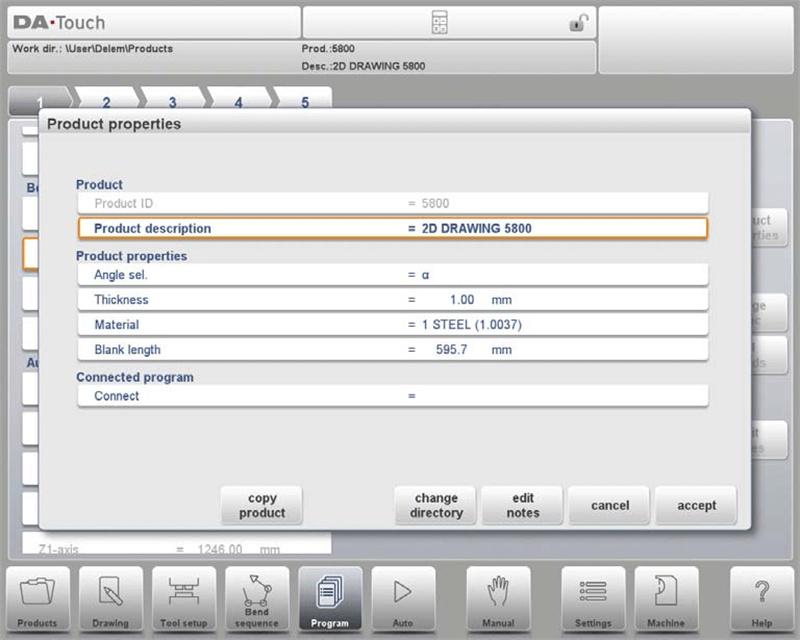
Հիմնական արտադրանքի հատկությունները փոփոխելու համար սեղմեք «Արտադրանքի հատկություններ»: Ծրագրի այս պարամետրերը նույնն են ծրագրի յուրաքանչյուր ծռման համար (ծրագրի հիմնական տվյալներ):
Սկսեք հիմնական ֆունկցիաների ուսումնասիրությամբ՝ նյութի լցում, դիեի ընտրություն և անհրաժեշտ սպեցիֆիկացիաների մուտքագրում: Յուրաքանչյուր պարամետր, ինչպես օրինակ՝ նյութի հաստությունը, մշակվող մասի երկարությունը և գործիքավորման կարգավորման պարամետրերը, կարևոր են ճշգրիտ արտադրանքի ստեղծման համար:
Պարամետրերի բացատրություն.
Արտադրանքի ID՝ յուրաքանչյուր ծրագրի համար նշանակեք եզակի նույնականացման համար՝ մինչև 25 սիմվոլ, օգտագործելով տառեր և թվեր:
Արտադրանքի նկարագրություն՝ տրամադրեք ծրագրի նկարագրական անվանում կամ համար, որը նույնպես սահմանափակված է 25 սիմվոլով և թույլատրվում է տառերի և թվերի օգտագործում:
Անկյան ընտրություն՝ ընտրեք երկու Y-առանցքի ծրագրավորման ռեժիմներից մեկը.
0 = ծալման համար բացարձակ դիրք:
1 = α, որտեղ նշվում է անկյունը, իսկ Y-առանցքի դիրքը հաշվարկվում է:
Հաստություն՝ թերթի հաստությունը:
Նյութի ընտրություն՝ ընտրեք 6 նախնական սահմանված կամ 99 ծրագրավորելի նյութերից մեկը՝ ծալման խորությունները հաշվարկելու համար: Նյութերի կարգավորումն իրականացրեք «Նյութեր» էջում՝ «Կարգավորումներ» բաժնում:
Չափանիշի երկարություն՝ սահմանեք արտադրանքի համար անհրաժեշտ սկզբնական թերթի երկարությունը, որը հաշվարկվում է, եթե հիմնված է 2D գծագրի վրա:
Կապված ծրագրեր. Ծրագրերի կապում՝ բազմաքայլ գործընթացների միջոցով 3D արտադրանքներ ստեղծելու համար:
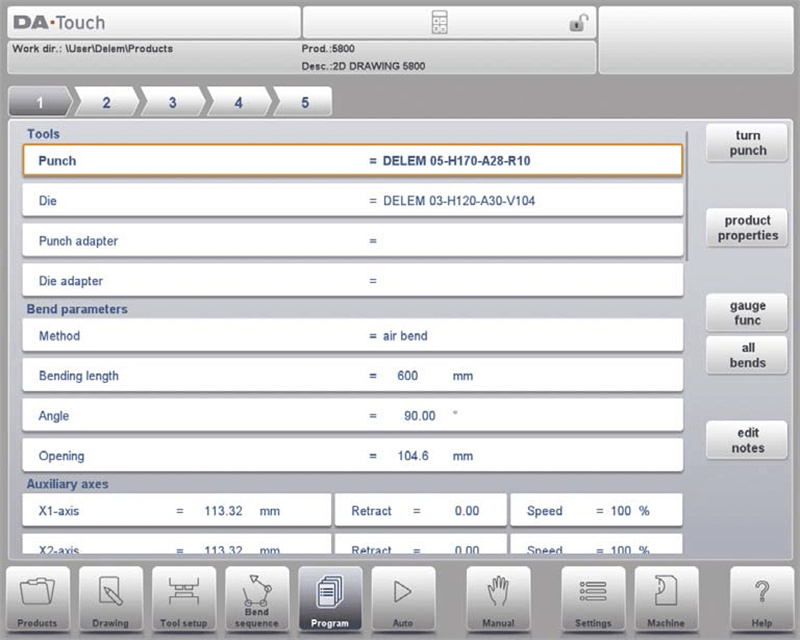
Գլխավոր էկրանը ցուցադրում է հասանելի ծռումները, և այդ գլխավոր էկրանից՝ յուրաքանչյուր հասանելի ծռումից, կարելի է դիտել և խմբագրել համապատասխան պարամետրերը:
Էկրանի վերևում գտնվող ծռումների ընտրիչը օգտագործվում է DELEM DA-66T արտադրանքի ծրագրավորման մեջ ծռումների միջով նավիգացիայի համար: Նշված ծռումների վրա սեղմելով՝ կարելի է արագ ընտրել ցանկալի ծռման տվյալները:
Բացում է նոր պատուհան, որտեղ ցուցադրվում են և կարելի է խմբագրել բոլոր ծռումների համար գործող արտադրանքի հատկությունները:
Չափագրման ֆունկցիաներ. Բացում է պատուհան, որտեղ կարելի է ծրագրավորել առանցքների դիրքերը մատների դիրքերի նկատմամբ:
Բոլոր ծռումները. Բացում է նոր պատուհան, որտեղ բոլոր ծռումները ցուցադրվում են աղյուսակի տեսքով:
Նշումների խմբագրում. Բացում է պատուհան, որտեղ հնարավոր է դիտել և խմբագրել ընթացիկ արտադրանքի վերաբերյալ նշումները:
Այս կառուցվածքավորված մոտեցումը օգնում է օպտիմալացնել շահագործման աշխատավարձերը, բարձրացնել ճշգրտությունը և ավելացնել արտադրողականությունը արդյունաբերական պայմաններում:
Այս հատկությունների հետ ծանոթանալը երաշխավորում է, որ դուք ճիշտ սկզբնավորեք և օգտագործեք արդյունավետ ապրանքի ծրագրավորման առավելությունները:
Կոտրման պարամետրերի հասկացություն
DELEM DA-66T համակարգը ներառում է կոտրման ճշգրտությունն ապահովող պարամետրերի լիարժեք ցուցակ: Ապրանքի ID-ն ու նրա նկարագրությունը ցուցադրվում են էկրանի վերին տողում:
Դուք սկսելու եք ճիշտ գործիքների ընտրությամբ՝ հաշվի առնելով նյութի տեսակն ու հաստությունը:
Բարձրացնող գործիքի ընտրություն. DELEM DA-66T ապրանքի ծրագրավորման մեջ բարձրացնող գործիքի անվանումը (ID) կարևոր է: Սեղմեք այն փոփոխելու կամ գործիքների գրադարանից ընտրելու համար՝ գործիքների կառավարումը պարզեցնելու նպատակով:
Մատրիցայի ընտրություն. Հեշտությամբ սեղմեք մատրիցան ընտրելու կամ փոխելու համար՝ մատրիցաների գրադարանից:
Բարձրացնող գործիքի ադապտեր. Ընտրեք և ծրագրավորեք բարձրացնող գործիքի ադապտերը գրադարանից: DELEM DA-66T ապրանքի ծրագրավորումը հիմնված է մեքենայի ռեժիմի սահմանադրումների վրա՝ ադապտերների արդյունավետ օգտագործման համար:
Մատրիցայի ադապտեր. Նմանապես՝ DELEM DA-66T ապրանքի ծրագրավորման միջոցով ընտրեք մատրիցայի ադապտեր՝ մեքենայի ռեժիմի պարամետրերի վրա հիմնված՝ օպտիմալ շահագործման համար:
Գործիքի ծրագրավորում. Ծրագրավորեք գործիքների ID-ները հարմարավետ կերպով կամ դիտարկեք գործիքների տարբերակների գրադարանը։ Օգտագործեք « Պտտվող մատրիցա » կամ « Պտտվող դիե »՝ գործիքի ուղղվածությունը ճշգրտելու համար։
Կորացման պարամետրերը, ինչպես օրինակ՝ կորացման անկյունը, շառավիղը և թեքված մասի երկարությունը, ճշգրտվում են՝ հիմնված ցանկալի արդյունքի վրա։
Ծլման պարամետրեր
Մեթոդ
Ընտրեք անհրաժեշտ կորացման եղանակը։ Վերահսկիչը աջակցում է 5 եղանակի.
• օդային կորացում
• հիմնային կորացում
• եզրավորում
• եզրավորում և հիմնային ծալում
• ձեռքով կառավարում
Ստորև ներկայացված են մանրամասն տվյալները.
Օդային ծալում.
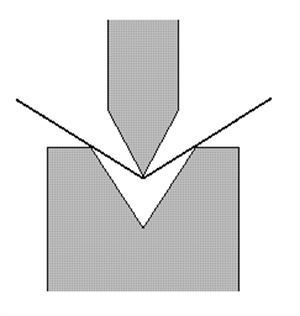
DELEM DA-66T արտադրանքի ծրագրավորման համակարգը արդյունավետորեն հաշվարկում է Y-առանցքի անհրաժեշտ դիրքը՝ ստանալու ծրագրավորված անկյունը՝ բերելով մխնակը անհրաժեշտ խորության մեջ:
Հիմնային ծալում.
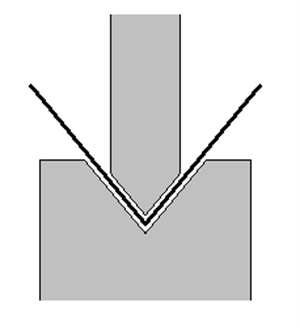
DELEM DA-66T արտադրանքի ծրագրավորման համակարգում թիթեղը ծալվում է մխնակի և մատրիցայի միջև ճնշելով, ենթադրելով, որ մատրիցայի ստորին մասը համապատասխանում է ճշգրիտ ծալման համար անհրաժեշտ Y-առանցքի դիրքին:
Եզրավորում.
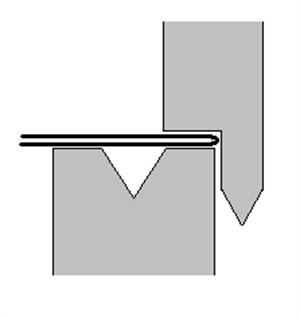
DELEM DA-66T արտադրանքի ծրագրավորման համակարգի օգնությամբ թիթեղը երկու մասի է բաժանվում՝ նախորդ սուր անկյան ծալման հետևանքով: Համակարգը ճշգրիտորեն հաշվարկում է Y-առանցքի դիրքը՝ որպես մատրիցայի մակերեսի գումարային մեծություն և թիթեղի հաստության երկու անգամ՝ «եզրավորման բացվածք» ծրագրավորման միջոցով ճշգրտումներ կատարելու համար:
Եզրավորում և հիմնային ծալում.
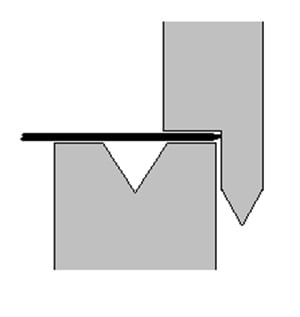
Նմանատիպ է եզրավորմանը, սակայն DELEM DA-66T արտադրանքի ծրագրավորումը մատրիցի վերևի մասը համարում է Y-առանցքի դիրք, որը ապահովում է ճշգրիտ ծալում և ճնշում մատրիցի և մատրիցայի միջև:
Մշակումը. DELEM DA-66T արտադրանքի ծրագրավորումը թույլ է տալիս կատարել ոչ ծալման քայլեր՝ պահելով Y-առանցքը անշարժ, ինչի շնորհիվ հետնային չափագրման առանցքները կարող են դիրքավորվել ծրագրավորված արժեքներին համապատասխան: Արտաքին քայլի փոփոխության համար (C-մուտք) անհրաժեշտ է արտադրանքի մշակման արդյունավետությունը բարձրացնելու համար:
Նշում 1. Եզրավորման ծալումները այստեղ ցուցադրված են հատուկ եզրավորման մատրիցով, սակայն դա պարտադիր չէ:
Նշում 2. Երբ ընտրված է մատրիցի հիմքին հասնելու գործողությունը, Y-առանցքի ճարմանդի ծալման վերջնական դիրքը կախված է աշխատանքային ուժից: Սակայն, եթե ուժը բավարար է ճարմանդի հասնելու հաշվարկված Y-առանցքի ծալման վերջնական դիրքին, ապա ճարմանդի շարժը սահմանափակվում է դիրքի արժեքով:
Ծալման երկարություն՝ գործիքների միջև թերթի երկարությունը:
Անկյուն՝ Այս ծալման համար անհրաժեշտ անկյունը։ Այս պարամետրը հայտնվում է միայն այն դեպքում, երբ ընտրված է անկյան ծրագրավորումը «Անկյուն՝ ընտր.» պարամետրով և ծալման մեթոդը օդային ծալումն է։
Կիսաշրջման բացվածք՝ DELEM DA-66T Ապրանքային ծրագրավորման կողմից կիսաշրջման ծալումների համար ճառագայթի դիրքը հաշվարկվում է թեքությունների միջև բացվածքի հեռավորության վրա։
Ծալման դիրք՝ Y-առանցքի դիրքը, որը անհրաժեշտ է ծալման համար, առաջանում է բացարձակ ծրագրավորման կիրառման դեպքում կամ երբ ակտիվ են մետաղալցման/կիսաշրջման մեթոդները։
Բացվածք՝ Այս պարամետրը սահմանում է ծալման հետո մխոցի և մատրիցի միջև եղած բացվածքը։ DELEM DA-66T Ապրանքային ծրագրավորման մեջ դրական արժեքը ցույց է տալիս բացվածքը «Mute»-ից վերև, իսկ բացասական արժեքը՝ ներքև։
Լրացուցիչ առանցք՝ DELEM DA-66T Ապրանքային ծրագրավորումը X-առանցքի բացասական արժեքները մեկնաբանում է որպես հարաբերական, որոնք հանվում են ընթացիկ դիրքից, ինչը օգտակար է գործողությունների շղթայավորման համար։
Վերադարձ՝ DELEM DA-66T Ապրանքային ծրագրավորման մեջ ընտրված առանցքի վերադարձի հեռավորությունը ընթացիկ ծալման մեջ սկսվում է այն պահից, երբ ճառագայթը սեղմում է թիթեղը, ինչը օպտիմալացնում է մշակման ժամանակը։
Առանցքի արագությունները. DELEM DA-66T ապրանքի ծրագրավորման մեջ արագությունները կարող են սահմանվել որպես առավելագույն արագության տոկոսային մաս, ինչը ապահովում է արտադրական գործընթացների վրա ճշգրիտ վերահսկողություն: DELEM DA-66T ապրանքի ծրագրավորման այս հնարավորությունների ընկալման և օգտագործման միջոցով արտադրողները կարող են զգալիորեն բարձրացնել արդյունավետությունն ու արտադրողականությունը:
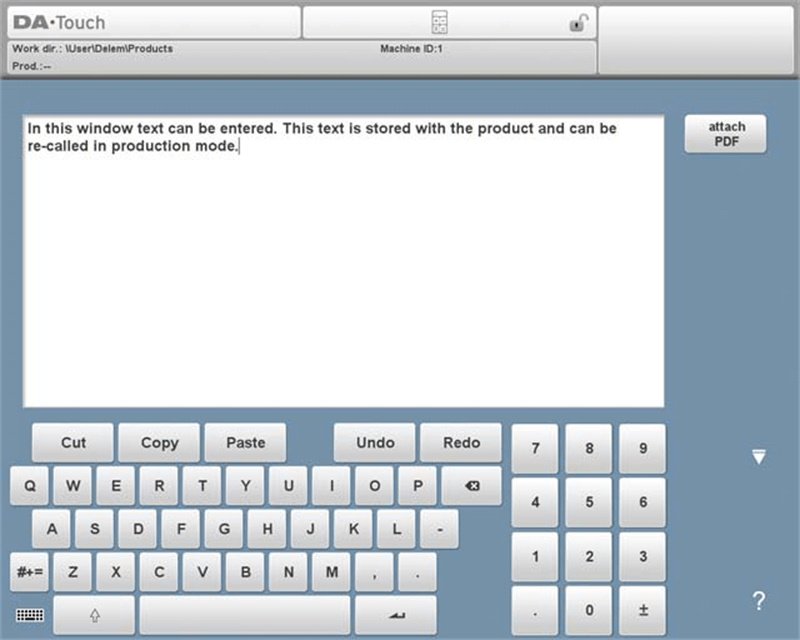
Նշումների խմբագրում
Նշումների խմբագրման հնարավորությունը թույլ է տալիս տրամադրել յուրաքանչյուր աշխատանքի համար մանրամասն ցուցումներ, որոնք կարող են լինել արժեքավոր ապագայում հղումների համար:
Նշումին PDF ֆայլ կցելու համար սեղմեք «Կցել PDF». Դիրեկտորիայի զննարկիչի միջոցով կարող է ընտրվել PDF ֆայլ, որը ներառվելու է ապրանքի ֆայլում:
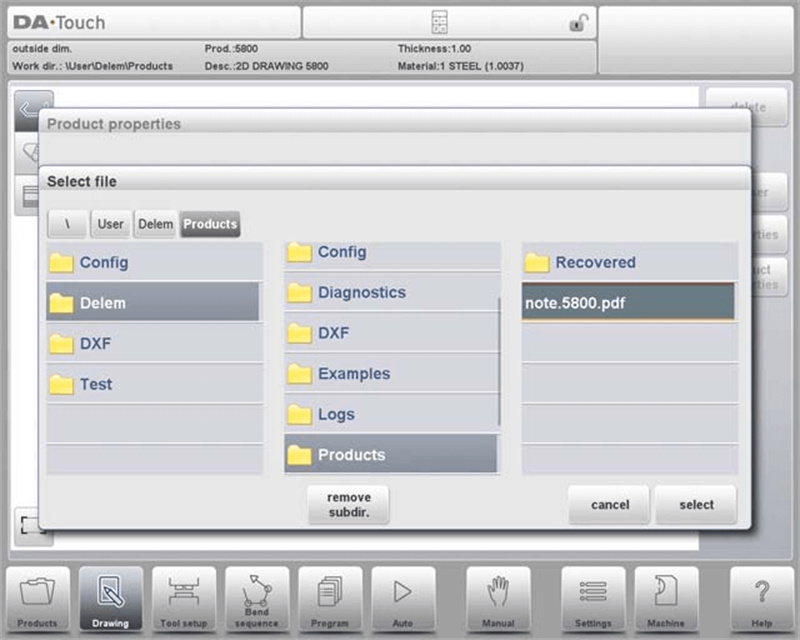
Երբ նշումին կցված է միայն PDF ֆայլ՝ առանց տեքստային նշումների, այն անմիջապես ցուցադրվում է, երբ օգտատերը սեղմում է «Նշումներ» ցուցիչը Ինքնաշխատ ռեժիմում:
Չափագիր ֆունկցիա
Ավելին, չափագիր ֆունկցիան օգնում է ճիշտ դիրքավորել նյութը, ինչը ապահովում է կրկնվող գործողությունների ընթացքում համասեռ ճշգրտություն:
DELEM DA-66T ապրանքի ծրագրավորման մեջ «Չափիչ ֆունկցիան» բացում է պատուհան, որտեղ կարելի է կառավարել հետին չափիչի պարամետրերը՝ դա անհրաժեշտ է ծալման յուրաքանչյուր փուլի համար ցանկալի մատների դիրքերը ծրագրավորելու համար:
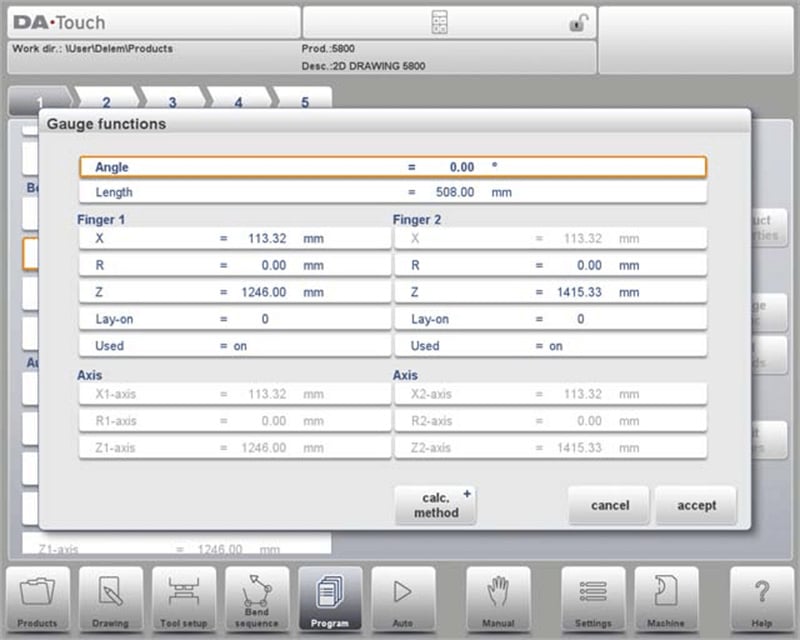
Անկյունը՝ որոշում է հետին չափիչի մատների անկյունը՝ ճշգրիտ անկյունային դիրքավորման համար:
Երկարությունը՝ սահմանում է ապրանքի կողմնային երկարությունը հետին չափիչի դիրքավորման համար, մասնավորապես Z-դիրքավորման համար:
X. Մատների ձեռքով կարգավորելի դիրքը X-ուղղությամբ՝ թերթի տեղադրման համար:
R. Ձեռքով կարգավորելի դիրքը R-ուղղությամբ՝ դիրքավորման վրա ավելի ճշգրիտ վերահսկողություն ստանալու համար:
Z-ուղղությամբ ճշգրիտ կարգավորումները թույլ են տալիս օպտիմալացնել մատների դիրքավորումը:
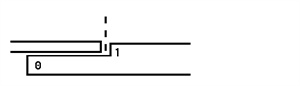
«Դիրքավորում»՝ հնարավորություն է տալիս ծրագրավորել մի քանի մատների դիրքեր DELEM DA-66T ապրանքի ծրագրավորման միջոցով՝ ազդելով առանցքների դիրքերի վրա՝ միաժամանակ պահպանելով չափիչի դիրքավորումը:
Դիրքավորում = 0՝ դիրքավորում չկա (նախնական կարգավորում)
Դիրքավորում = 1՝ դիրքավորում առաջին մակարդակում
Դիրքավորում = 2՝ դիրքավորում երկրորդ մակարդակում
Դիրքը վերևում = 3. Երրորդ մակարդակի վրա դնել
Օգտագործման պարամետր՝ Կայանատեղիի ֆունկցիոնալություն DELEM DA-66T ապրանքի ծրագրավորման մեջ. մատները կայանատեղիում են տեղադրվում Z-դիրքի հիման վրա, երբ դրանք չեն օգտագործվում: Այս ֆունկցիան աշխատում է, երբ առկա են երկուսից ավելի մատներ:
Փոփոխությունների ազդեցությունը՝ «Դիրքը վերևում» պարամետրի ճշգրտումը ազդում է X և R առանցքների դիրքերի վրա՝ չփոխելով չափագործական սարքերի դիրքերը, ինչը պարզեցնում է DELEM DA-66T ապրանքի ծրագրավորման գործընթացը:
Դիրքը վերևում = 0
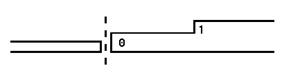
Դիրքը վերևում = 1
Համապատասխան ծալման ֆունկցիաների ուսումնասիրում
Ծալման ֆունկցիաները կարևոր են DELEM DA-66T ապրանքի ծրագրավորման օպտիմալացման համար: Լրացուցիչ ֆունկցիաները կատարում են կարևոր դեր՝ ինքնատեղափոխվելով սեղանի կարգավորման փոփոխությունների հետ, ինչը նվազեցնում է ձեռքով միջամտելու անհրաժեշտությունը:
1. Անջատման կետի սահմանում.
Նպատակը՝ Y-առանցքի արագ փակման ռեժիմից անցում դեպի ճնշման արագություն:
Մանրամասներ՝ ծրագրավորել անջատման կետի հեռավորությունը թերթի վերևում: Լռեցման ստանդարտ արժեքը ստացվում է ծրագրավորված մատրիցից:
Նշումներ. Առկայությունը կախված է սարքի կարգավորումներից։
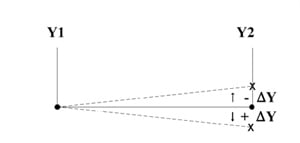
2. Զուգահեռություն՝ Ձախ և աջ կողմի շարժվող բարձրացման գլանների (Y1 և Y2) տարբերությունը։ Դրական արժեքի դեպքում աջ կողմի գլանը ցածր է, բացասական արժեքի դեպքում՝ բարձր։ Ծրագրավորված արժեքը ակտիվ է սեղմման կետից ցածր գտնվող դիրքերում։
3. Կրկնում՝
0 = ծալումը բաց է թողնվում։
1–99 = այս ծալումը կրկնվելու անգամների թիվը։
4. Սպասել հետադարձ շարժման կարգավորման համար
Նպատակը՝ կառավարել Y-առանցքի սպասումը հետադարձ շարժման ընթացքում։
Ընտրանքներ:
Ոչ՝ հետադարձ շարժումը սկսվում է Y-առանցքի սեղմման կետը անցնելուց հետո՝ առանց կանգնելու։
Այո՝ Y-առանցքը կանգնում է սեղմման կետում մինչև հետադարձ շարժումը ավարտվի։
5. Փուլային փոփոխության կոդը.
Նպատակը՝ սահմանել, թե երբ են ակտիվանում հաջորդ ծռման պարամետրերը:
Կարգավորումներ.
0 – ER. Փոփոխությունը տեղի է ունենում ճնշման թուլացման ավարտին:
1 – MUTE. Փոփոխությունը տեղի է ունենում բացման ընթացքում ձայնի արգելափակման դիրքում:
2 – UDP. Փոփոխությունը տեղի է ունենում վերին մեռյալ կետում:
3 – UDP STOP. Փոփոխությունը տեղի է ունենում վերին մեռյալ կետում՝ առանց առանցքի շարժման:
4 – EXTERNAL. Փոփոխությունը տեղի է ունենում C-մուտքը ակտիվացնելիս՝ առանց ճառագայթի կամ հետադարձ շարժման:
5 – UDP EXTERNAL. Փոփոխությունը տեղի է ունենում C-մուտքի ակտիվացմամբ վերին մեռյալ կետում՝ թույլատրելով ճառագայթի և հետադարձ շարժման առկայությունը:
6. Հետաձգման ժամանակ. Ծրագրավորելի ժամանակահատված քայլային փոփոխությունից առաջ (0–30 վայրկյան)
7. Ուժը. Սեղմման ընթացքում ստացվող առավելագույն ճշգրտված ուժ (հաշվարկվում է ավտոմատիկորեն)
8. Կայուն ժամանակ. Դանակի կայուն դիրքը ծռման կետում
9. Դեկոմպրեսիա. Ծռմանից հետո դեկոմպրեսիայի շարժում՝ աշխատանքային ճնշումը ազատելու համար
10. Սեղմման և դեկոմպրեսիայի արագություն.
Սեղմման արագություն՝ սկզբնական աշխատանքային արագությունը ըստ նախնական կարգավորումների
Դեկոմպրեսիայի արագություն՝ դեկոմպրեսիայի ընթացքում ծրագրավորված արագություն
11. Մասի հենարանի վերադարձի արագություն.
Նպատակը՝ ծալման հետո մասի հենարանի վերադարձի արագության սահմանում:
Նշում՝ Իրականացվում է մասի հենարանի համակարգի առկայության դեպքում:
Ծալման պարամետրեր՝ բոլոր ծալումների համար
Կարևոր ասպեկտն այն է, որ ծալման պարամետրերը ծրագրավորվում են բոլոր ծալումների համար, ինչը ապահովում է արտադրության ընթացքում միատեսակություն և նվազագույն սխալների սահմաններ: Այս հնարավորությունը ոչ միայն նվազեցնում է նյութի պակասորդը, այլև արագացնում է ընդհանուր ծալման գործընթացը:
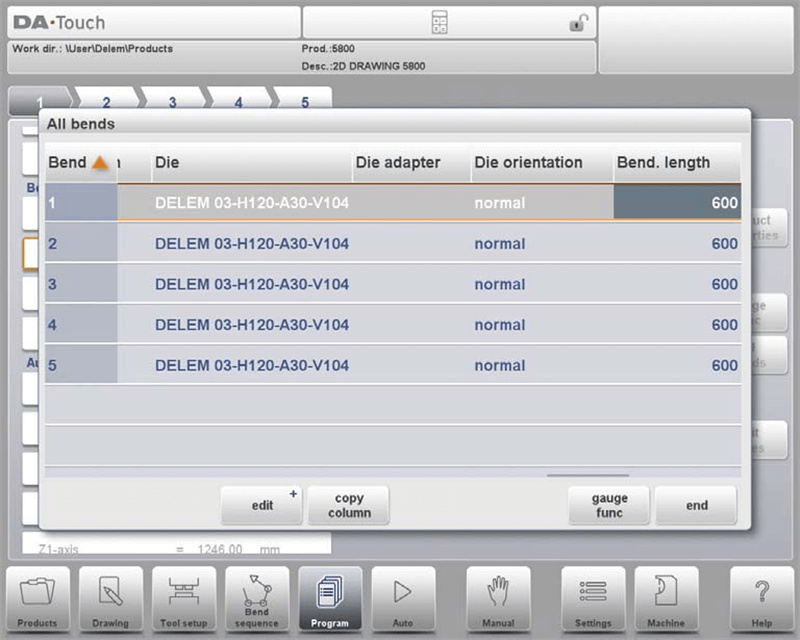
Կոնկրետ ծալումները կարելի է ընտրել էկրանի վրա՝ լուսավորված գծիկը տեղադրելով համապատասխան ծալման վրա, այնուհետև ընտրելով «ԱՎԱՐՏ»-ը: Այս էկրանից կարելի է խմբագրել ամբողջ CNC ծրագիրը՝ օգտագործելով DELEM DA-66T արտադրանքի ծրագրավորման համակարգը: Բոլոր ծալման պարամետրերը կարելի է խմբագրել աղյուսակում, իսկ ծալումները՝ փոխանակել, տեղափոխել, ավելացնել և ջնջել: Առկա սյունակները կարելի է սահեցնել մատի շարժմամբ/սվայփով:
Ֆունկցիաներ:
Խմբագրել՝ ծրագրի փոփոխությունների կատարում հրահանգների միջոցով՝ օրինակ՝ մուտքագրել, ջնջել կամ նշել ծալում:
Սյունակի պատճենում՝ Սա հնարավորություն է տալիս ընտրված պարամետրի արժեքը պատճենել բոլոր մյուս ծալումների համար:
Չափագրման ֆունկցիա՝ Չափագրման դիրքերի ծրագրավորում նախկինում բացատրված կերպով:
Խմբագրման ֆունկցիան սեղմելուց հետո հայտնվում է ժամանակավոր կոճակների շարք՝ լրացուցիչ ընտրանքներով.
Կոտրվածքի մուտքագրում. Ավելացնում է նոր կոտրվածք՝ ընթացիկի պատճենումով.
Կոտրվածքի նշում. Պատրաստում է կոտրվածքը շարժման կամ փոխանակման նման գործողությունների համար.
Կոտրվածքի ջնջում. Ջնջում է ընթացիկ ընտրված կոտրվածքը.
Կոտրվածքի նշման դեպքում հասանելի լրացուցիչ ֆունկցիաներ.
Կոտրվածքի շարժում. Փոխում է կոտրվածքների հաջորդականությունը՝ ընտրելով և տեղափոխելով դրանք հաջորդականության մեջ.
Կոտրվածքների փոխանակում. Փոխանակում է երկու կոտրվածքների դիրքերը.
Նշման չեղարկում. Չեղարկում է կոտրվածքի նշումը՝ վերջնականացնելով կամ չեղարկելով գործողությունը.
CNC ծրագրերի միացում
DELEM DA-66T արտադրանքի ծրագրավորման դեպքում օգտագործեք «Միացնել» պարամետրը՝ կոտրվածքների հաջորդականությունները հաջորդաբար կատարելով 3D արտադրանքներ ստեղծելու համար: Ծրագրավորեք երկու ուղղություն.
1. Ստեղծել և ծրագրավորել յուրաքանչյուր ուղղության համար ծռման հաջորդականությունը։
2. Կապել ծրագրերը՝ ընտրելով հաջորդականությունները արտադրանքի գրադարանից և օգտագործելով «Կապ» պարամետրը։
3. Երբ կապվում են մի քանի ծրագրեր, դրանք յուրաքանչյուրը հարմարվում են հաջորդին՝ շրջանաձև վերադառնալով առաջինին։
Միացված ծրագրերով արտադրություն կազմակերպելու համար.
1. Ընտրել առաջին ծրագիրը։
2. Մտնել «Ավտոմատ» ռեժիմ։
3. Ծրագրավորել արտադրանքի քանակը՝ օգտագործելով «Պաշարի հաշվարկ»-ը։
4. Սեղմել «Սկսել»՝ հաջորդականությունը սկսելու համար։
Առաջին ծրագրի ավարտից հետո հաջորդը սկսվում է ավտոմատիկորեն՝ ցույց տալով մնացած քանակը։
Հատուկ խմբագրման մեկնաբանություններ
DELEM DA-66T արտադրանքի ծրագրավորման ընթացքում հատուկ խմբագրման մեկնաբանությունները կարևոր են հարմարեցման և կոնկրետ աշխատանքային պահանջների համար: Այս հնարավորությունը հնարավորություն է տալիս օպերատորներին մուտքագրել լրացուցիչ ցուցադրումներ կամ փոփոխություններ, որոնք կարող են հարմարեցնել ծռման գործընթացը եզակի պահանջներին: Դա ապահովում է, որ ցանկացած կոնկրետ մանրամասնություն կամ հարց նշվի և լուծվի, ապահովելով արտադրական գործընթացի անհատականացված մոտեցում և սարքավորման հնարավորությունների ավելի խորը հասկացում:
DELEM DA-66T արտադրանքի ծրագրավորման ընթացքում ծրագրի տվյալները փոփոխելուց հետո համակարգը չի կատարում հետևյալ ավտոմատ հաշվարկները.
1. Ուժ
2. Դեկոմպրեսիա
3. Կրունկինգի սարքի կարգավորում
4. Z-առանցքի դիրքի շեղում
5. X-առանցքի դիրքի ճշգրտում
Ահա թե ինչպես է աշխատում վերահաշվարկը DELEM DA-66T արտադրանքի ծրագրավորման մեջ.
1-ից 4-ը թվարկված պարամետրերը ավտոմատ վերահաշվարկվում են միայն այն դեպքում, երբ կարգավորումներում միացված է «Ավտոմատ հաշվարկների խմբագրում» ֆունկցիան:
Պարամետր 5-ը վերահաշվարկվում է, երբ սայթական պարամետրերում «Ակտիվ ծռման թույլատրելի աղյուսակ»-ը ակտիվացված է: X-առանցքի ճշգրտումները կարելի է կատարել՝ օգտագործելով «Corr.X» առանձին ծռումների համար և «G-corr.X»՝ ակտիվ ծրագրում բոլոր ծռումների համար:
Բացառապես, երբ «Ծռման մեթոդ» պարամետրը փոխվում է, Ուժը և Դեկոմպրեսիան հարմարվում են ինքնաբերաբար: Սա ընդգծում է, թե ինչպես է DELEM DA-66T արտադրանքի ծրագրավորումը պարզեցնում գործողությունները՝ բարելավելու համար արդյունավետությունը՝ արդյունավետորեն կառավարելով պարամետրերի վերահաշվարկը:
Եզրակացություն
Ամփոփելով՝ DELEM DA-66T արտադրանքի ծրագրավորումը ուղղակիորեն բարելավում է արտադրատեխնիկական արդյունավետությունը: Հիմնական առավելություններն են՝ ինտուիտիվ ինտերֆեյսը, առաջադեմ ծրագրավորման հնարավորությունները, իրական ժամանակում ախտորոշման հնարավորությունները և ավտոմատացված համակարգերի հետ անթարթ ինտեգրացիան:
Իմանալու համար, թե ինչպես կարող է DELEM DA-66T-ը օպտիմալացնել ձեր գործողությունները, խնդրում ենք կապվել մեր JUGAO թիմի հետ: Մենք պատրաստ ենք մատչելի դարձնել մանրամասն աջակցություն և պատասխանել ձեր կոնկրետ հարցերին: Լրացուցիչ տեխնիկական ռեսուրսների մասին ավելի մանրամասն տեղեկատվության համար նաև հրավիրում ենք ծանոթանալ դրանց հետ:

