















































Miért felhasználóbarát a DELEM DA-69S Automatikus Mód?
A fejlett mélyhúzó műveletek területén a DELEM DA-69S Automatikus Mód kiemelkedik felhasználóbarát kialakításával. Legyen szó tapasztalt technikusról vagy kezdőről a mélyhúzó gépeknél, ez a cikk végigvezeti Önt ennek a módnak a fő előnyein, és elmagyarázza, hogyan egyszerűsíti a fémmegmunkálási folyamatokat és javítja az üzemeltetési hatékonyságot.
I. A DELEM DA-69S Automatikus Mód intuitív felületterve
A felületterv kulcsfontosságú a könnyű kezelhetőség növelésében. A DA-69S Automatikus Mód leegyszerűsíti a működési logikát és optimalizálja az információ megjelenítését, így a bonyolult hajlítási műveletek is könnyebben elérhetővé válnak.
1. Leegyszerűsített navigációs menü
A DA-69S Automatikus Mód navigációs menüje leegyszerűsített, átlátható működési logikával rendelkezik:
• Nyomja meg az „Auto” gombot a vezérlőrendszer automatikus üzemmódra kapcsolásához.
• Nyomja meg a „Start” gombot, és a program minden hajlítási lépést egymás után végrehajt kézi beavatkozás nélkül, jelentősen növelve a hatékonyságot.
• Amikor a termékkönyvtárban különböző termékek között váltunk, az Automatikus Mód közvetlenül átvált a gyártási állapotba ismételt beállítások nélkül.
• Amikor új hajlítási programot választ, a rendszer felugró „eszközök ellenőrzése” figyelmeztetést jelenít meg, hogy biztosítsa az eszköz típusának és helyzetének pontosságát, elkerülve ezzel a működési hibákat.

Ezenkívül az Automatikus üzemmódban a képernyő tetején egyértelműen látható a jelenleg kiválasztott termék és annak leírása, így gyorsan ellenőrizhető. A felső részen található hajlítás-kiválasztó megjeleníti az összes függőben lévő hajlítási lépést; egy lépésre koppintva kiválasztható a cél művelet, majd az indítógomb megnyomásával a termelés ebből a lépésből folytatódik, ami nagyobb rugalmasságot biztosít. A menü felett található nagy ikonok (csempeszerű gombok) segítségével gyorsan módosíthatók a gyakran használt paraméterek, csökkentve ezzel a kezelési lépéseket.
2. Részletes paraméterbeállítások
Ez az üzemmód lehetővé teszi a finomhangolt paraméterbeállításokat, amelyek segítségével testre szabhatók a beállítások a különböző hajlítási igényekhez, így biztosítva a pontos feldolgozást:
• Szöghelyesbítések (Y1/Y2 tengelyek): A beállításokat a gép bal és jobb oldalához külön-külön lehet elvégezni. Például, ha egy 90°-os programozott szög eredménye egy 92°-os hajlítás, egyszerűen állítson be egy -2°-os korrekciós értéket. Ez az érték automatikusan elmentődik, így biztosítva az egységes működést a következő műveletek során.
• Y1/Y2 tengely helyesbítések: Abszolút programozási vagy mélységi hajlítási folyamatokra alkalmazható. A korrekciós paramétereket az éppen aktív program tárolja, így nincs szükség ismételt bevitelre.
• Segédtengely-korrekciók: Az X-tengely hajlítási ráhagyásán alapulóan aktiválódnak, javítják a hajlítás pontosságát és egyszerűsítik a munkafolyamatokat.
• Általános korrekciók: Olyan univerzális paraméterek, mint a lemezvastagság, szög és X-tengely korrekciók, amelyek a program minden hajlítási lépésére vonatkoznak, alkalmazkodnak az anyag- és gépi eltérésekhez, így biztosítva az egységes minőséget.
• Speciális korrekciók: Támolygás-korrekciót és alkatrész-támasztó tengely (PST) korrekciót támogat, kielégítve a bonyolult hajlítási feladatok pontossági követelményeit.
• Alapanyag- és ismétlési paraméterek: A kezelők hatékonyan kezelhetik az alapanyag-számlálót, valamint beállíthatják az ismétlődő feldolgozási lépéseket a termelési ütem optimalizálása érdekében.
• Léptetési mód lehetőség: A lépcsőzetes üzemmód eltérően a folyamatos automatikus módtól, minden hajlítási ciklus után megáll, lehetővé téve a műveleti állapot ellenőrzését és időben történő beállításokat.
3. Intuitív nézetmódok zavartalan működéshez
A nézetmódok felhasználóbarát elrendezéssel rendelkeznek, amely lehetővé teszi a műveletek gyors váltását összetett kezelési ismeretek nélkül, így csökkentve az előkészítési időt. Amikor először lép be az Automatikus Üzemmódba, a rendszer alapértelmezés szerint a Főnézetet jeleníti meg, a többi nézetmódot a képernyő jobb oldalán lehet kiválasztani. A nézetváltás nem változtatja meg a hajlítási adatokat, sem nem szakítja meg az indítási állapotot. Az egyes nézetek funkciói a következők:
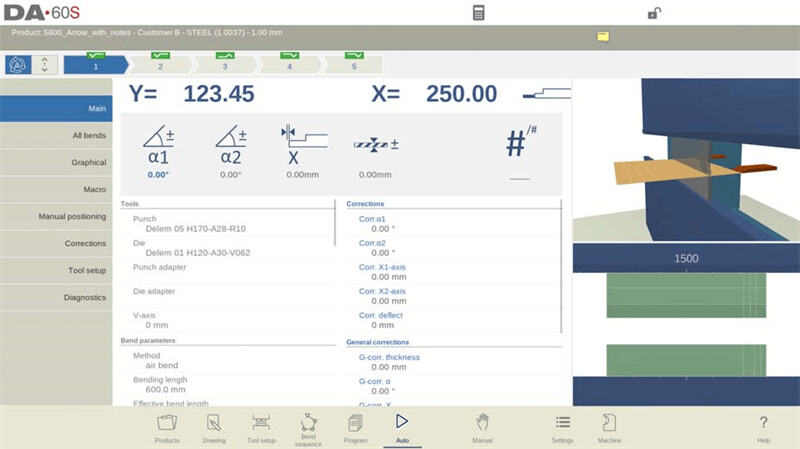
• Főnézet (Main): Megjeleníti a hajlításhoz tartozó numerikus adatokat és grafikai információkat (ha elérhető). Támogatja a korrekciós paraméterek közvetlen programozását, valamint a grafikus/numerikus nézetek közötti váltást. A hajlítási pozíció ellenőrizhető nagyítással, görgetéssel és forgatással. A szerszámnézet automatikusan a jelenleg használt szerszámra fókuszál, jelezve a megfelelő szerszámpozíciót.
• Összes hajlítás nézet (All Bends): Az összes hajlítási adatot táblázatos formában jeleníti meg, a grafikus panel megjelenítésének vagy elrejtésének lehetőségével. A paraméterek sorokba vannak rendezve, hogy egyszerű legyen a kötegelt áttekintés.
• Grafikus nézet (Graphical): Teljes képernyős grafikus felületet biztosít a hajlítási folyamatról, támogatja a 3D-s nézetre váltást részletesebb megfigyeléshez. Lehetővé teszi továbbá a nézőszög, nagyítási arány beállítását, valamint az egyes lépések fotónézeteinek ellenőrzését.
• Makró nézet (Macro): Nagy betűméretű listában jeleníti meg a tengelyértékeket, alkalmas olyan helyzetekre, amikor a műveleteket a vezérlőpulttól távol hajtják végre. Egyszerre figyelheti az összes tengely tervezett és tényleges pozícióját.
• Kézi pozícionálás nézet (Kézi pozícionálás): A tengelyértékeket nagy méretben jeleníti meg, támogatja a tengelypozíciók kézikerekes vezérlését és beállítását. A "tanító indikátor" nyíl lenyomása (a tényleges érték és a programozott érték között található) rögzíti az aktuális tengelyértéket a programlépésbe. Ha opcionális külső kézi terminál is rendelkezésre áll, az lehetővé teszi a kézikerék távvezérlését a tengelyek és hajlítási pozíciók programozásához.
• Javítások nézet (Javítások): Felsorolja az összes hajlítási lépés korrekciós értékeit, és szükség szerint támogatja a beállítások módosítását. Amikor megadnak egy α1 korrekciós értéket, a rendszer azt automatikusan másolja az α2 mezőbe, megtartva a két érték közötti különbséget, vagy az α2 értéke változatlan marad, attól függően, hogy milyen beállítás van kiválasztva a „Hajlásszög-korrekció programozása” paraméternél. A „Tárolt korrekció” oszlop (amely akkor jelenik meg, ha aktiválták a hajlásszög-korrekciós adatbázist) jelzi az egyes hajlításokhoz tartozó korrekciós értéket; üres bejegyzés azt jelenti, hogy nincs adat az adatbázisban, míg a ">" jel azonos hajlítási értékeket jelez. A „Minden tárolt értékkel” gombra kattintva az összes programban szereplő hajlítási korrekciós érték szinkronizálásra kerül az adatbázisbeli értékekkel. Emellett támogatja a ráhajtás táblázathoz való bejegyzések hozzáadását a „Hajlítási ráhajtási érték” funkció segítségével, valamint a korrekciós értékek kiszámítását a mért szögekből (egyetlen mért szög megadása esetén az egységesen kerül alkalmazásra, míg bal/jobb/középső értékek megadásával abszolút torzításkorrekció végezhető). Egy opcionális szögmérővel közvetlenül bevihetők a mért értékek, és a korrekciós értékek a következő hajlítási ciklus után frissülnek.
• Eszközbeállítás nézet (Tool Setup): Megjeleníti az aktuális programhoz szükséges eszközkonfigurációt, lehetővé téve az eszközök tulajdonságainak és pozícióinak ellenőrzését, de nem engedélyezi módosításukat. Az eszközök beállításához hagyja el az Automatikus üzemmódot, és lépjen a "Tool Setup" menübe.
• Diagnosztikai nézet (Diagnostics): Főként karbantartási célokra használatos, figyeli a független tengelyek működési állapotát és a vezérlőrendszer I/O állapotát, így adatokat biztosít a hibaelhárításhoz.
II. További funkciók a pontosság és termelékenység növeléséhez
Az interfésztervezésen túl a DA-69S Automatikus üzemmód számos gyakorlati funkcióval rendelkezik, amelyek tovább javítják a feldolgozási pontosságot és a termelési hatékonyságot.
1. Jegyzet funkció (Notes)
A műveleti személy megjegyzéseket adhat hozzá termékekhez vagy programokhoz Automatikus üzemmódban:
• A megjegyzések általános leírások vagy konkrét hajlítási lépések részletei lehetnek, és PDF referenciadokumentumok is csatolhatók.
• Egy „jegyzetjelző” a képernyőn jelzi az új jegyzetek jelenlétét; a megérintésével megtekinthetők, így a fontos információk mindig elérhetők.
2. Ütögetés/láncolás korrekció
Támogatja az ütögetés vagy láncolás hajlítási lépésekhez általános korrekciós paraméterek beállítását. Az „Ütögetés korrekció” vagy a „Láncolás korrekció” megnyomásával külön ablak nyílik a korrekciós értékek bevitele céljából:
• Amikor módosítják az általános szögegyüttható korrekciót, az összes hozzá tartozó egyéni korrekciós érték automatikusan újraszámítódik, és fordítva is.
• Az α1 és α2 tengelyek különálló korrekciós értékekkel rendelkezhetnek. Miután beírtak egy korrekciós értéket az α1-hez, a rendszer automatikusan szinkronizálja azt az α2-vel, megtartva a két érték közötti különbséget, vagy az α2-t változatlanul hagyja, attól függően, hogy mi az „Szögegyüttható programozás” paraméter értéke. Az α2 beállításához közvetlenül annak ütögetési/láncolási korrekciós ablakában kell műveletet végezni, vagy az egyéni korrekciós értékeit kell módosítani.
3. Próbahajlítás üzemmód
Ez az üzemmód kifejezetten a finomhangoláshoz lett kialakítva, segítve az operátorokat a paraméterek optimalizálásában a hivatalos gyártás megkezdése előtt:
• Aktiváláskor minden tengely visszahúzott helyzetben marad az első hajlítási ciklus után. Ha a darabtartó funkció engedélyezett, a tartótengely megtartja jelenlegi szögét.
• Az Y-tengely a Felső Holtpontra (UDP) áll le, lehetővé téve az operátornak a hajlítási szög mérését és korrekcióját. A korrekciók befejezése után a darabtartó tengely újraindul, amikor az Y-tengely eléri a meghatározott pozíciót, így biztosítva a pontosságot a következő hajlítások során.
4. Műhelyirányítás és Feladatlista Funkció
Egyszerűsíti a termelésirányítási folyamatokat, és támogatja a több tételnyi gyártás figyelését és az előrehaladás nyomon követését:
• Amikor a rendszer feladatgyártásban van, egy „Feladatjelző” mutatja az aktuális állapotot; ennek érintésével megtekinthetők és kezelhetők a feladatok.
• Amikor a feladatlistában terméktételt kell váltani, nyomja meg a „Termék aktiválása” funkcióbillentyűt, és a rendszer közvetlenül átvált a céltermékre.
• A gyártás során a műveleti vezetők frissíthetik a "elvetett termékek számát"; a rendszer automatikusan korrigálja a "gyártott darabszámot", amely kézzel is módosítható. A műveleti vezetők és a feladatkezelők egyaránt hozzáadhatnak gyártási feljegyzéseket vagy megjegyzéseket a "megjegyzés mezőhöz".
• A feladat állapota négy kategóriára oszlik:
◦ Új: Ebben a tételben még nem készült el egyetlen termék sem;
◦ Hiányos: Ennek a tételnek a célmennyisége még nem lett elérve;
◦ Folyamatban: Ez a tétel már betöltésre került a gépbe és gyártás alatt áll;
◦ Befejezett: Ennek a tételnek a gyártása befejeződöttnek lett nyilvánítva.
• Egy feladat addig aktív marad, amíg egy új termék vagy feladat nincs kiválasztva a "Termékek Mód"-ban. Új termék betöltése után az eredeti feladat automatikusan inaktívvá válik, és szükség esetén újra ki kell választani és indítani.
III. Gyakran Ismételt Kérdések (GYIK)
1. Hogyan támogatja a Shop Floor Control funkció a DELEM DA-69S Automatikus Módot?
A gyártósori vezérlés funkció lehetővé teszi a műveleti személyzet számára, hogy egyszerre több gyártási tételt figyeljenek, frissítsék a termékek darabszámát valós időben, és pontosan nyomon kövessék a gyártás előrehaladását. Ez csökkenti a manuális statisztikai munkát, továbbá javítja az Automatikus üzemmód működési hatékonyságát és adatpontosságát. te product counts in real time, and track production progress accurately. This reduces manual statistical work and further improves the operational efficiency and data accuracy of the Automatic Mode.
2. Hogyan kalibrálható pontosan a hajlítógép a DA-69S Automatikus üzemmód használata esetén?
Először győződjön meg arról, hogy a hajlítógép vízszintes helyzetben van. Ezután digitális mérőeszközzel mérje le a hajlítóforma szögét, és állítsa be a paramétereket a gyártó által biztosított kalibrálási útmutató szerint. Az állítások után ellenőrizze a kalibrálás eredményét annak érdekében, hogy meggyőződjön arról, hogy az megfelel a feldolgozási pontossági követelményeknek.
3. Mennyi a karbantartási gyakoriság a hajlítógépnél, amikor a DA-69S Automatikus üzemmód engedélyezett?
Ajánlott minden 500 üzemóra után elvégezni a rendszeres karbantartást. Ez magában foglalja a fő alkatrészek (például tengelyek és bélyegek) kopásának ellenőrzését, a gép szennyeződéseinek eltávolítását, valamint a mozgó alkatrészek kenését az Automatikus üzemmód optimális működési körülményeinek fenntartása érdekében.
IV. Záró
A DELEM DA-69S Automatikus üzemmódja magas felhasználhatóságát a „kézenfekvő felületkialakítás + kibővített pontossági funkciók” kettős előnye határozza meg. A felület leegyszerűsíti a működési logikát, és csökkenti a tanulási görbét, miközben a kiegészítő funkciók a pontosságot és hatékonyságot biztosítják. Új és tapasztalt kezelők egyaránt gyorsan elsajátíthatják, ezzel hatékonyabbá téve a hajlítási folyamatot a műhelyben.
Ha további részletekre van szüksége a DA-69S Automatikus üzemmód konkrét működésével kapcsolatban, vagy egyéni kérdései vannak, forduljon nyugodtan támogató csapatunkhoz. További kapcsolódó forrásokat is igénybe vehet saját fémmegmunkálási tervének optimalizálásához.
Szeretné, hogy összeállítsak egy Alapműveletek gyorsított hivatkozási táblázata DELEM DA-69S automatikus üzemmódhoz ? A navigációs menü, paraméterbeállítások és nézetmódok kulcsfontosságú lépéseit részletesen feldolgozza egy tömör táblázatba, így kényelmesen és gyorsan hozzáférhet a működtetés során.

