















































A CNC nyomóvágányok hajlítási szögének pontos beállításának módjai
A hajlítási szög eltérések vezetni fognak a munkalap-formázás egyensúlytalanságához és minőségi problémákhoz. A CNC nyomósablonok pontos beállítási módszereinek megismerése kulcs a tökéletes eredmények eléréséhez minden hajlításnál. Ez a cikk részletezi, hogyan lehet elérni a pontos szögvédelmet szinkronizációs rúd beállításán keresztül, amely segítségével növelheti a feldolgozási pontosságot és hatékonyságot.
Hajlítási szög beállítási lépések
1. Ismerje meg a szinkronizációs rúd szerepét
A szinkronizációs rúd a CNC nyomóvágány központi komponense, amely felelős az áramlási folyamat során annak biztosításáért, hogy mindkét oldali henger egyidejűleg mozduljon, így fenntartva a párhuzamosságot a hajtás folyamán. Bármilyen eltérés közvetlenül befolyásolja a hajtási szög pontosságát.
2. Biztonsági felkészülés
Kapcsolja ki a nyomóvágányt, és győződjön meg arról, hogy az eszköz teljesen leáll.
Vedd fel a védőcsapokat és a védőüveget ahhoz, hogy biztosan működj.
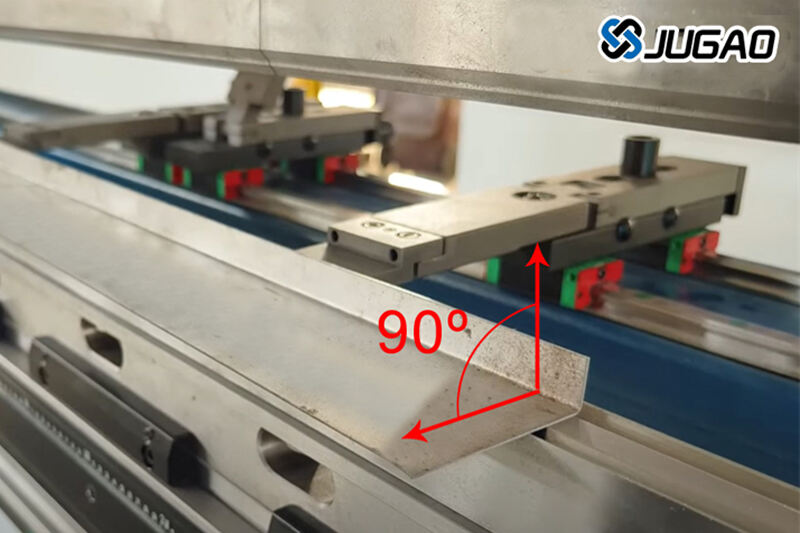
3. Mérje az kezdeti szöget
Tesztlemezt helyezzen el mindkét oldalon minden henger alá.
Végezzen el két hajlítást ugyanazzal eljárásral, és mérje fel az illesztőszögeket mindkét oldalon rendre.
Jelölje meg az egyik oldali szögek különbségét a kijáróértékeknek a kalibráláshoz.
Sémadiagram a hajlítási szög méréseire vonatkozóan
4. Szerkessze a szinkronosító rúdot
Pozíciózza a szinkronizációs rúd: találja meg a szinkronizációs rúd beállítását az eszköz tervezésének megfelelően.
Mozgassa a kapcsolócsövet: helyezze el a hatszög alakú kapcsolócsövet a megadott pozícióbaForgatási beállítás:

A szinkronizációs rúd ellentétes irányú forgatása növeli a hajlítási mélységet, így csökkenti a hajlítási szöget.
Általában minden forgatással kb. 1 fokkal változik a hajlítási szög (pl. V16 csatorna és 1,8 mm vastagságú lap esetén).

Mozgassa a zárolócsövet: a beállítás után helyezze el a zárolócsövet, hogy biztosra menjen, hogy a szinkronizációs rúd stabil.

5. Tesztelés és ellenőrzés
Használjon hulladékos anyagot a teszteléshez a hajlítás során annak mérésére, hogy az aktuális szög megfelel-e a követelményeknek.
Ha továbbra is van eltérés, ismételje meg a beállítási lépéseket addig, amíg a célszög el nem ér.
6. Végleges ellenőrzés és karbantartás
Győződjön meg arról, hogy minden beállítási rész feszítve van, hogy elkerülje a szűntetést az operáció során.
Rendszeresen ellenőrizze a szinkronizációs rúd állapotát, hogy biztosítsa a pontos szög fenntartását hosszabb időn keresztül.
Figyelmeztetések
Legyen türelmes és figyelmes az alkalmazás során, hogy elkerülje a túlzott forgatást, amely túlzott szögeltéréshez vezethet.
Különböző lapvastagság és nyílás típus hatással lehet az alkalmazás eredményére, és rugalmasan kell működni a valóságos feltételek alapján.
Ajánlott minden egyes alkalmazás után a paraméterek feljegyzése, hogy segítse a későbbi karbantartást és optimalizálást.
A fenti lépések segítségével hatékonyan megoldhatja a nem egyező görbületi szögek problémáját, és javíthatja a termékminőséget és a gyártási hatékonyságot.
A JUGAO CNC MACHINE fő termékei laser-vágó gépek, CNC hidraulikus hajlító gépek, laser-zúzó gépek, vágó gépek és csövegyenesítő gépek stb., amelyeket lapos acélprocesszorozás, karosszerék, fémes áramkörök, világítás, mobiltelefonok, 3C, konyhaeszközök, fürdőszoba, autószerelési részek és fémipari alkalmazásokban használnak. Online konzultációra üdvözöljük a gép-információkat illetően.

