A nyomósztály fő szerkezete
1. Bevezetés a mechanikai struktúrába
A hidraulikus görgőgép főként ágyáról, csúszókről, háttér-relékről, hidraulikus rendszerrel, mátrixsal, támogató rácsal, biztonsági védelmi eszközzel, elektronikus rendszerrel stb. áll.

2. Mechanikai kapcsolat
(1) A felső csúszkó a pályahoz kapcsolódik a pisztongyártson az egyes henger-gyártó egységekben, és bal és jobb falpanelen keresztül támogatott a henger alaplapján. Van bal és jobb irányítóvízszint, amely biztosítja a csúszkó felfelé és lefelé való mozgását. A pisztongyár és a csúszkó közötti kapcsolatban gömb alakú pad van, hogy biztosítani, hogy a sugáron ható erő megfelelően eloszljon, és a pisztongyár jól igazodjon.

(2) A főgép különböző formái szerint a vágógép alsó merevnek (munkamenetnek), amelyet a vevő igényeinek megfelelően gyártanak, két forma van. Az egyik egy szugár típusú rögzítési csavakkal; a másik egy három-sugár típusú kompenzációs hengerrel. Mindkét oldalon igazítható padok találhatók a padok és a test illesztési felületének korrigálásához, és a korrekciónak a pontosága igazítható.
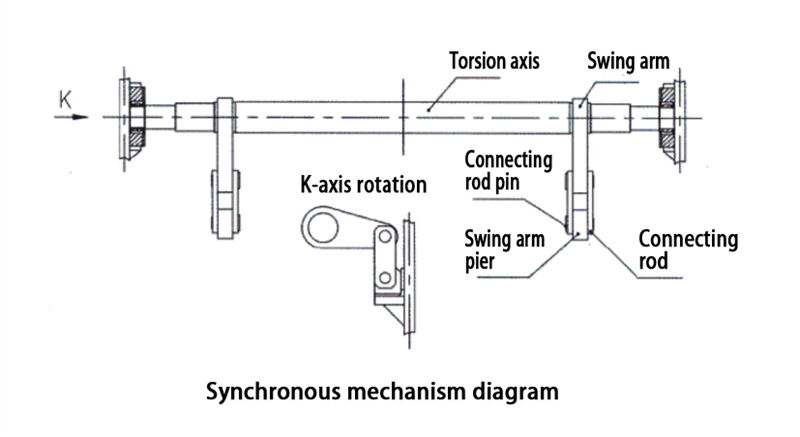
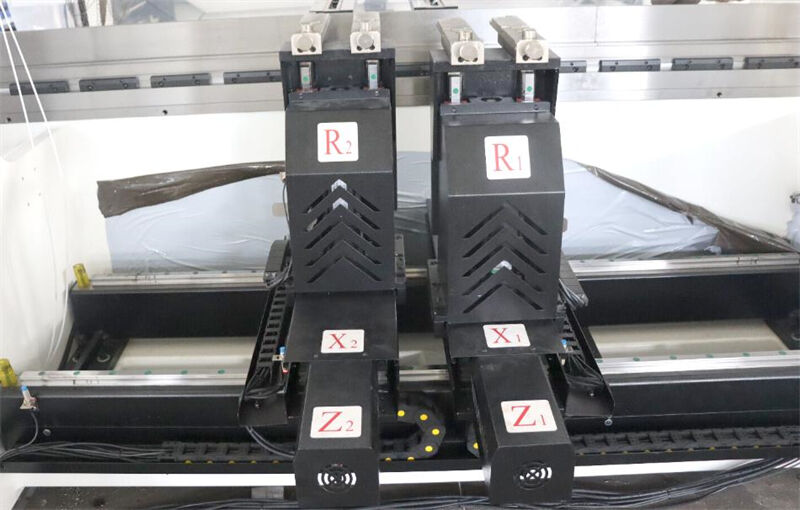
(3) A bal és jobb hengerök szinkron működésének biztosítása érdekében a gépterész szinkron torsziós tengelyes inga- és összekötővarrt alkalmaz.

3. Csúszkás rész
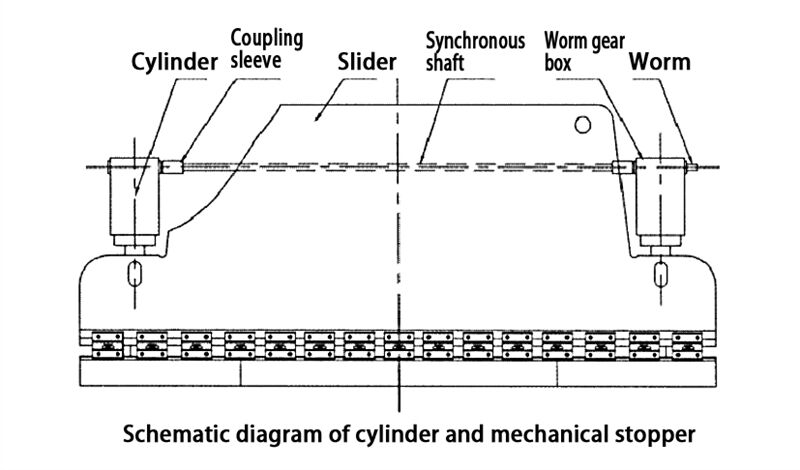
A csúszkás rész egy csúszkából, hengerből és mechanikus megállító finomhangolási szerkezettel rendelkezik. A bal és jobb hengereket a karmokon rögzítették, és a piszt nyomással hajtja a csúszkát fel és le.

A mechanikai zárasztó a két henger belseőlébe kerül, kompakt szerkezetével és szinkron beállítással mindkét oldalon. Az eljárás sémája az alábbi. Ha a csúszka (felső) nem egyenlő balra és jobbra, állítsa meg a csúszkát a felső halton, távolítsa el a pozícionáló rögzítőt a kapcsolótollon, fordítson a bal vagy jobb oldali ívnyírójának oldali torkóját (előre vagy vissza), majd nyomja le a csúszkát az alsó haltra, mérje és szabályozza (ismételje meg a fenti műveleteket) addig, amíg a csúszka (felső forma) egyenlő lesz mindkét oldalon, és végezetül rögzítse vissza a kapcsolótollon.
4. Karmek
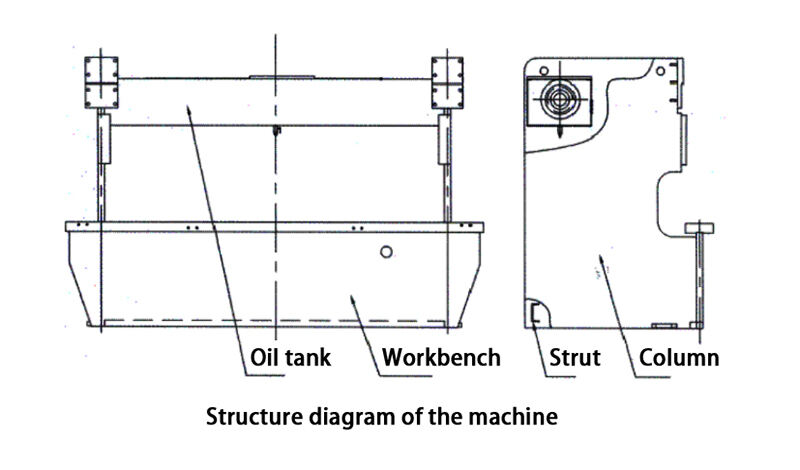
A karom bal és jobb oszlopokból, olajtartályokból és támogató blokkokból készült egységként összevarrt karmekből áll, és a munkamenetet az oszlopok alsó részéhez rögzítik.

5. Szinkron mekanizmus
A mechanikai kényszeres szinkronizációs mechanizmus, amely egy nyíró tengelyből és egy inga karból áll, egyszerű szerkezetű, stabil teljesítményű és magas szinkronizálási pontossággal rendelkezik.

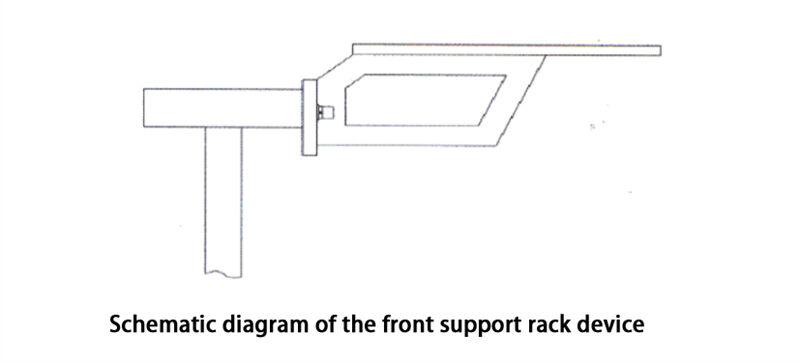
6. Előtámogató rácseszköz
Az előtámogató eszköz felhasználásra kerül a munkatétel támogatására és tartására.
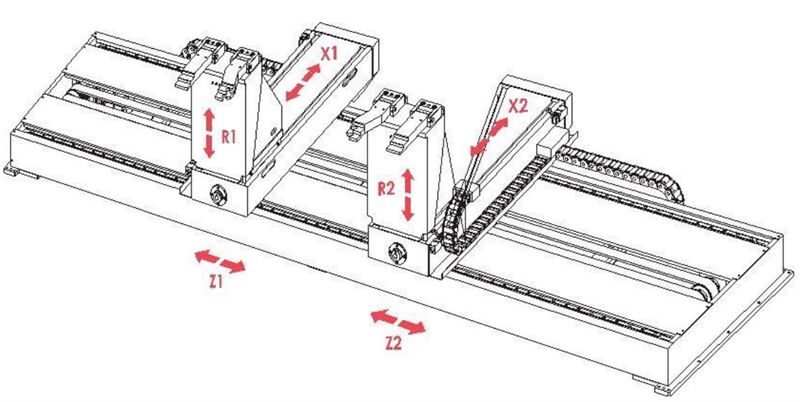
7. Hátsó mérték
A hátsó mérték értékes komponens a gépgyártóban, és fontos szerepet játszik az aktuális hajlítási munkában. A következőkben néhány leírás a hátsó mértékről: A műveleti panel gombjával működteti, amely motorral hajtja a hátsó mérték keretét előre és hátra.

8. Nyomókészlet
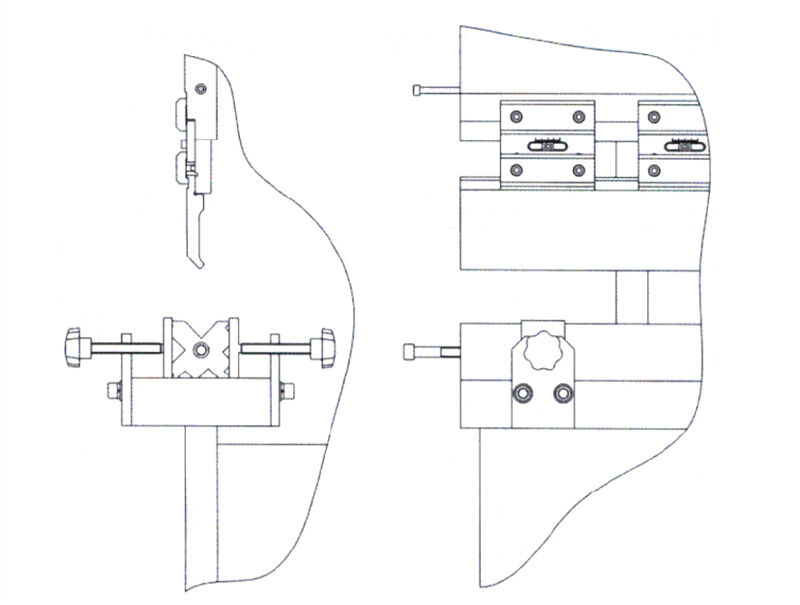
(1) A felső mátrixot a csúszkára telepítjük és egy kapcsolótáblával és nyomástáblával rögzítjük. A felső mátrixon van finomhangolási mechanizmus, amely balra és jobbra ferde irányban mozog, és felhasználható a felső mátrix felső és alsó kompenzáló finomhangolására a munkalap pontosságának biztosítására.
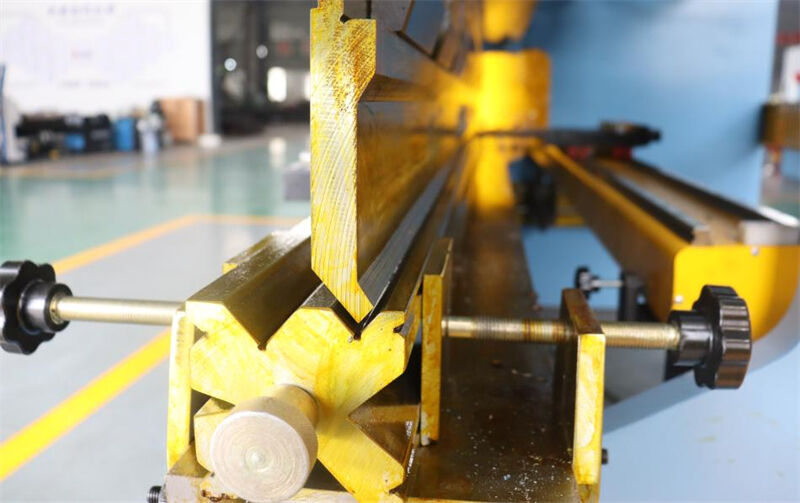
A Alsó mátrixot a munkaszigeteken telepítik. A forgó kezelő a középpontosítás érdekében tovább-hátul mozdíthatja az alsó mátrixot a felső mátrix lезо középpontjához.

(2) Mátrix telepítése
a. A mátrix telepítésének és eltávolításának szakértőkkel, képzett és engedélyezett személyzet által kell végrehajtania, és szigorúan követnie kell a villamos specifikációk követelményeit.
b. Állítsa be a csúszkát a megfelelő felső halmozott helyzetbe a kiválasztott formamagasság szerint.
c. Amikor a formát telepíti, az olajpumpát ki kell kapcsolni, és a géjszeres nem lehet elindítva.
d. Távolítsa el a szennyezéseket, a selyemeket és a fényes részeket a forma és a forma telepítési felületéről.
e. Telepítse először a felső formát, majd az alsó formát.
f. A forma telepítése után figyeljen arra, hogy feszítsük meg a bűvölőket.
g. Az eszköz telepítése után indítsa el az olajpumpát, hogy a csúszkát lefelé mozdítsa és őrizze meg a szükséges megfelelő pozícióban. Ellenőrizze, hogy igazodnak-e egymásra a felső és alsó mátrak, azaz hogy egyenlőek-e a felső mátra két oldali térközök a V alakú csatornában. Ha nem, szabályozza be az alsó márat és rögzítse az alsó márat, hogy visszatérjen az eszköz a felső halton pontba. (Megjegyzés: Tartsa nagyobbannak a felső és alsó mátrak közötti térközt, mint a hajlítandó lap vastagsága.)
h. Szerkessze a hanyagolt csúszósztárt úgy, hogy a felső mátrix alsó felületének szabályozható legyen, hogy a minimális hajlítási szögeltérés az egész hajlítási hosszon keresztül kapcsolódjon. Jó hajlítási eredmény érdekében az áthajlított csúszósztár újra szerkeszthető a tesztpéldány valós hajlítási eredményének megfelelően. Ha a valós hajlítási szög túl nagy az egyes pontokban a szabályozás során, a mátrix adott pontbeli alsó felületét lefelé kell szabályozni, azaz szabadítsa ki a rögzítő csavarokat és mozdítsa a csúszósztárt balra. A szabályozás után szorítsa össze a csavart. Ellenkező esetben emelje fel a mátrix alsó felületét, azaz mozdítsa jobbra a csúszósztárt.

(3) Figyelembe vehető dolgok a mátrix használatakor:
a. Nézze át rendszeresen a mátrix rögzítő csavarait
b. Vigyázzon a mátrix cseréje közben, és vigyenesen tedd a mátrixot a gépgyártó mellett lévő mátrixkeretbe, hogy elkerülje a károsodást.
c. Mindegyik mátraxnak van maximum terhelési kapacitása, és nem engedélyezett túlterhelt lenni és hajlítani.
d. Ha sokáig nem használjuk vagy leállítjuk, a felső mátrát le kellene helyezni a lábbi mátra V alakú csatornájába, hogy érintkezzen a lábbi mátrával vagy egy sík lapra.
e. Ha a mátra nem használható, hogy megvédje a mátra lézeresét, a mátrát egy fa tálcára vagy gumi bőrelemre teheti, és a mátra felületét olajozhatja.
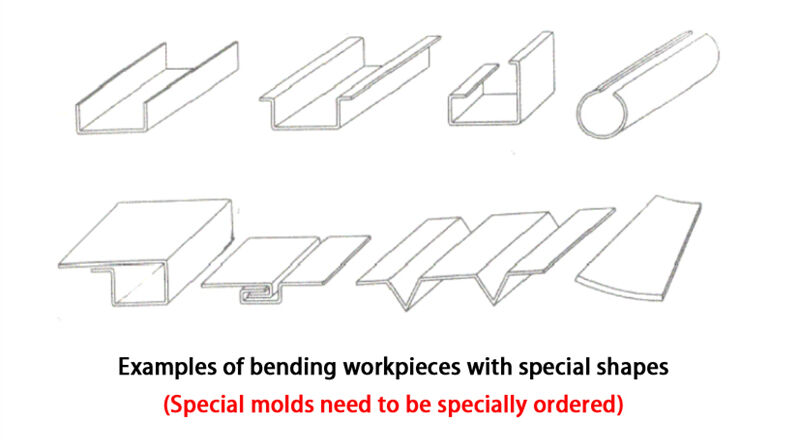
(4) A következő munkaadatokat hajthatja ki