















































Lézerfej árnyalási módszer lézer-vágó géphez
A laser fej gyengülésének folyamata során a szállító és a laser sugara közötti középpontosság kritikus a vágás minőségéhez. Enyhe középponti eltérés is inkonzisztens vágási felületi hatást okozhat, míg súlyosabb eltérés esetén a laser közvetlenül érinteni fogja a szállítót, ami hozzájárul annak melegedéséhez vagy akár égéséhez, amit általánosan a laserfej gyengülésének problémájának nevezünk. A probléma megoldásához egy sor előkészületeket kell tennünk, amelyek között az eszközök kiválasztása döntően fontos.

Gyengülési folyamat
A laserfej sötétítési probléma megoldásakor egy szigorú sötétítési lépéssorozatot kell követnünk. Ezek a lépések nemcsak az eszköz biztonságával kapcsolatosak, hanem közvetlenül befolyásolják a vágás minőségét és hatékonyságát. Ezekkel a lépésekkel biztosíthatjuk, hogy a szórócsöv kijárati lyukának és a laser Sugár közötti koncentricitás elérje az ideális állapotot, így elküszöbölve a szükségtelen károkat és javítva a teljes munka hatékonyságát.
1. A pontozási paraméterbeállítási felület betöltése után a sötétítési teljességet 5 és 10 watt közötti tartományba kell igazítani.
2. Cseréljön ki egy kisebb kalibrumú szórót, amelyet mind egyszintesre, mind kétszintesre alkalmazhat.
3. Vesszon egy átlátszó raktatót, és illesztesse síkra a szóró síkján, figyelembe véve a raktató irányát. Az utáni megfigyelés és összehasonlítás során biztosítsa, hogy a raktató iránya konzisztens maradjon.
4. Nyomja le a távoli ellenőrzés "Lövés" gombját, és gyorsan engedje el;
5. Válassza le a szalagot, és figyelmesen figyelje meg a szalagon lévő jelet, ügyelve arra, hogy a szalag eredeti irányát megtartsa. A jelben egy kör látható, amely közelítőleg az méretű nyílás méretéhez felel meg. Ezután figyelmesen ellenőrizze, hogy a fényes hely pontosan a tüskék körének közepén van-e.
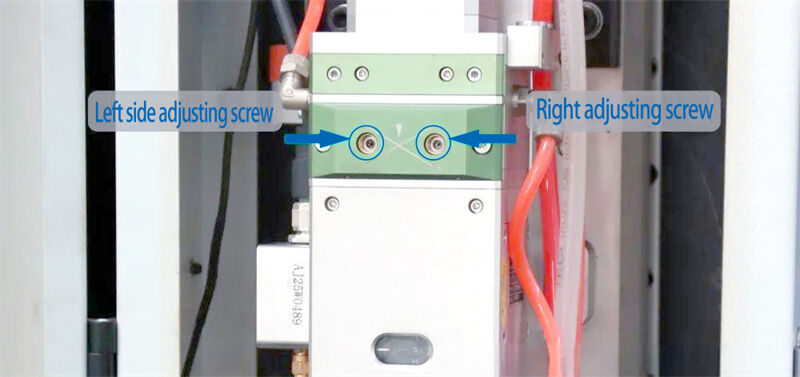
6. Ha azt tapasztalja, hogy a fényes hely nem pontosan illeszkedik a tüskék körének középpontjába, akkor Allen billentyű segítségével részletes beállításokat végezhet, forgatva a bal és jobb oldali csavakat, amíg a fényes hely nem kerül majdnem kiszámíthatóan a kör közepére. Kérjük, vegye figyelembe, hogy ez a folyamat ismételt tesztelést és finomhangolást igényelhet a hely helyességének biztosítása érdekében.
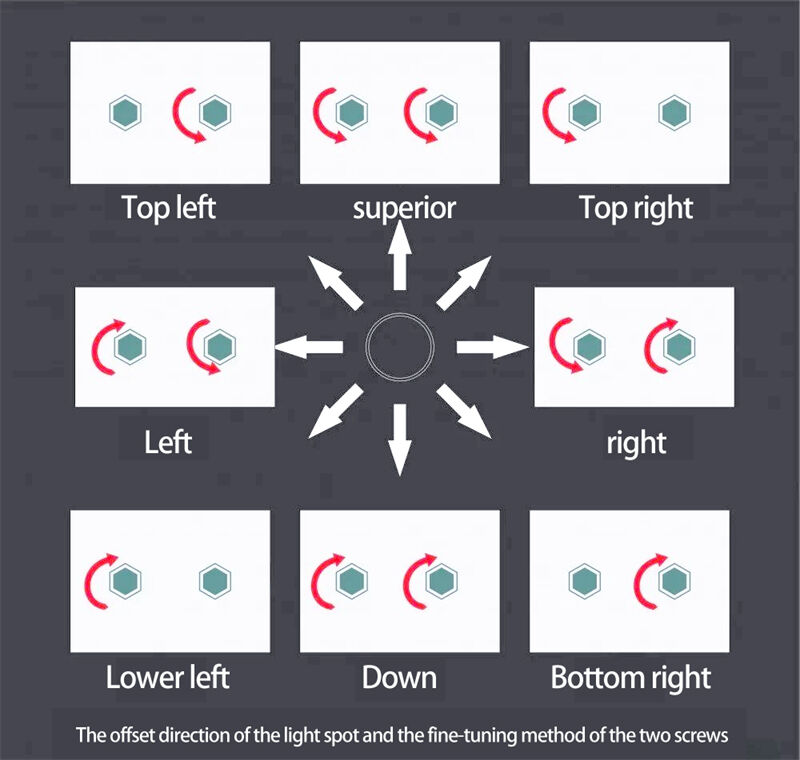
7. Ha a fényes hely pozíciója eltér a kör középpontjától, akkor Allen billentyűvel finomhangolhatja. Pontosabban:
a. Amikor a fényes hely a kör felso bal sarkában van, a jobb csavaron vízszintesen kell fordulnia az összefúródás beállításához.
b. Ha a fényfolt a jobb felső sarokban van, a bal csavarot kell ellentestesen forgatni.
c. Amikor a fényfolt éppen a kör felett van, fordítsd el mindkét csavart ellentestesen, hogy egyensúlyozzuk be.
d. Ha a fényfolt balra van, fordítsd a bal csavart óramutató járásával megegyezően (szorítva), és a jobb csavart ellentestesen.
e. Amikor a fényfolt jobbra van, fordítsd a bal csavart ellentestesen (kibontva), és a jobb csavart óramutató járásával megegyezően (szorítva).
f. Ha a fényfolt éppen lent van, fordítsd el mindkét csavart óramutató járásával megegyezően, hogy szorítsd meg.
g. Amikor a fényfolt a baloldali alsó sarokban van, fordítsd befelé az órapillantás szerint a bal oldali csavarat.
h. Ha a fényfolt a jobb alsó sarokban van, fordítsd befelé az órapillantás szerint a jobb oldali csavarat.
Kérlek kövesd a fenti lépéseket, és igazítsd lépésről lépésre, amíg a fényfolt pontosan nem igazodik a kör középpontjával. Figyeld, hogy az igazítási folyamat során többszörös tesztelés is szükséges lehet a pontosság biztosítása érdekében.
A JUGAO CNC MACHINE fő termékei laser-vágó gépek, CNC hidraulikus hajlító gépek, laser-zúzó gépek, vágó gépek és csövegyenesítő gépek stb., amelyeket lapos acélprocesszorozás, karosszerék, fémes áramkörök, világítás, mobiltelefonok, 3C, konyhaeszközök, fürdőszoba, autószerelési részek és fémipari alkalmazásokban használnak. Online konzultációra üdvözöljük a gép-információkat illetően.

