















































Főbb ismeretek az ESTUN E21 Kezelési Útmutatóból
A fémfeldolgozási munkafolyamatok hatékonyságának növelése érdekében elengedhetetlen az ESTUN E21 Kezelési Útmutató alapjainak megértése. Ha szakmai tanácsot keres a vezérlő egység hatékonyabb használatához, akkor jól jött.
Ez a cikk kiemeli az ESTUN E21 Kezelési Útmutatóból származó alapvető ismereteket, és gyakorlati tippeket nyújt a működési folyamatok hatékonyabbá tételéhez. Legyen szó tapasztalt kezelőről vagy új felhasználóról, ezek az ismeretek elengedhetetlen tudnivalókkal látják el Önt, hogy növelje feladatainak pontosságát és termelékenységét. Fedezzük fel közösen az útmutatót, és hasznosítsuk ki teljes mértékben az ESTUN E21 lehetőségeit gépei működtetése során.
Alapműveleti Eljárás
Az ESTUN E21 vezérlő hatékony használatához először meg kell ismerkednie annak alapvető működési folyamatával. Kezdje azzal, hogy ellenőrizze, helyesen csatlakozik-e a vezérlő, majd kapcsolja be. Miután a gép aktiválódott, első lépésként adja meg a szükséges működési paramétereket a vezérlő kijelzőjén. Ez magában foglalja az üzemmód (kézi vagy automatikus) kiválasztását a konkrét feladat igényei szerint. Ezeknek a kezdeti lépéseknek a követése biztosítja a pontos működést, összhangban az ESTUN E21 Kezelési Útmutatóban található iránymutatásokkal.
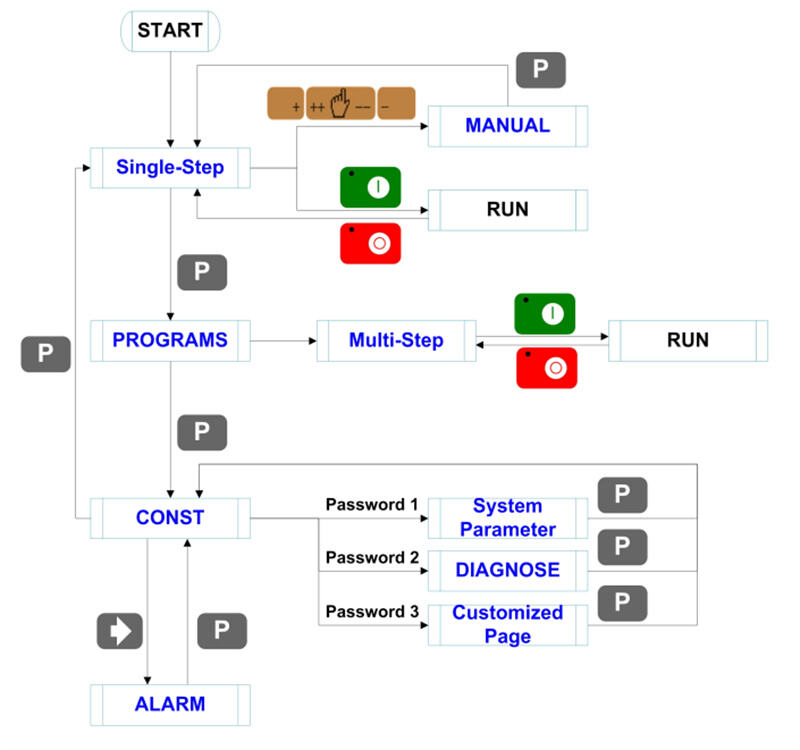
Az eszköz alapvető üzemmód-váltási és működtetési folyamata a rajzon látható.
ESTUN E21 vezérlő programozása
A sajtolóhajlító programozása ESTUN E21 vezérlővel egyszerű, ugyanakkor hatékony. Egy feladat programozásához először hozzáférhet a vezérlőn lévő programozási menühöz. Ez magában foglalja az interfész használatát parancsok megadásához, mint például hajlítási szögek, anyagtípus és anyagvastagság. Ezeknek a lépéseknek a követésével biztosíthatja, hogy a gép olyan pontossággal működjön, amely összetett feladatokhoz szükséges, ahogyan azt az ESTUN E21 Kezelési Útmutató is meghatározza. Továbbá több programot is módosíthat és menthet, így növelve a rugalmasságot és hatékonyságot a napi működés során.
Az eszköz két programozási módszert kínál: egylépéses programozást és többlépéses programozást. A felhasználók a tényleges munkaigények alapján választhatják ki a megfelelő módszert.
Egylépéses programozás
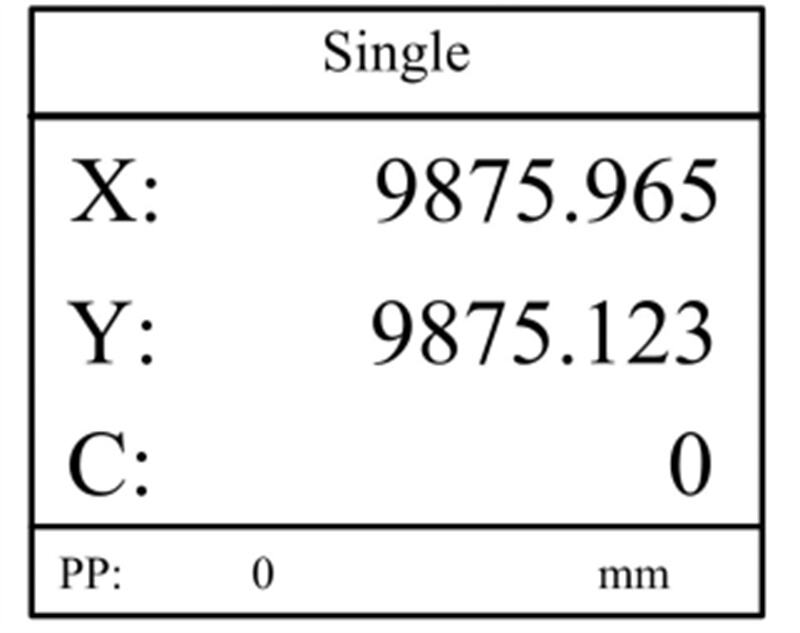
Az egylépcsős programozás általában egyetlen műveleti lépésben végzi el a munkadarab feldolgozását. Amikor a vezérlő bekapcsol, automatikusan az egylépcsős program oldalára navigál.
Műveleti lépések
1. A készülék indítása után automatikusan megjelenik az egylépcsős program beállítási oldala.
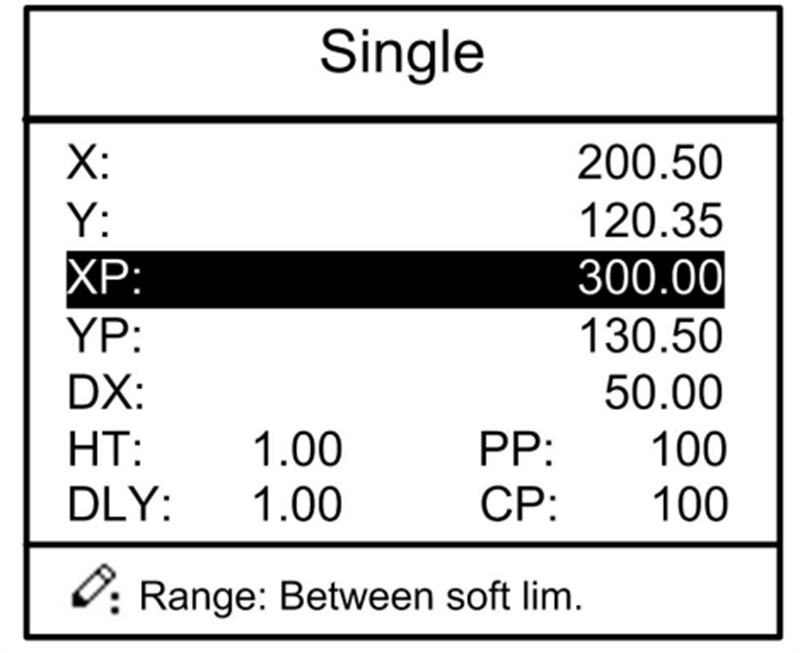
2. Nyomja meg a megfelelő gombot ahhoz, hogy kiválassza a beállítandó paramétert, használja a számgombokat a programérték megadásához, majd nyomja meg a megerősítő gombot a bevitel véglegesítéséhez.

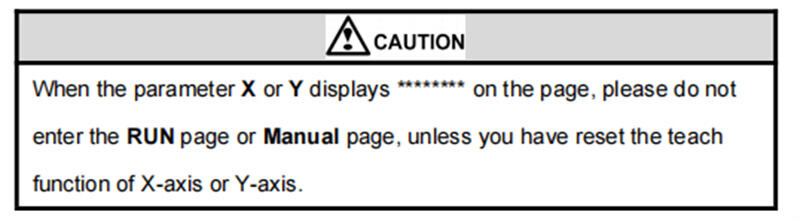
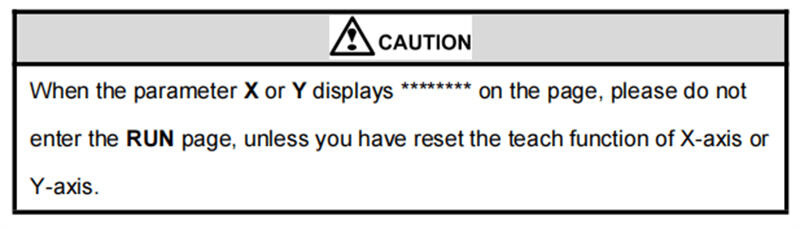
Megjegyzés: A paraméterek csak akkor állíthatók be, ha a Stop jelző világít.
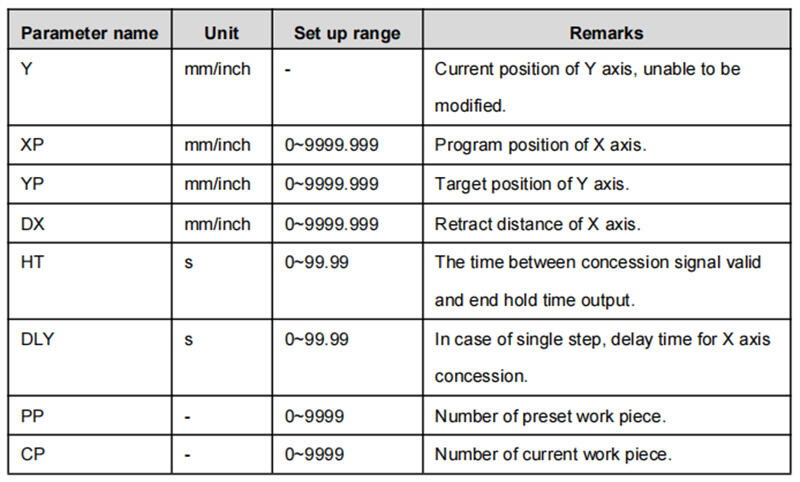
Az egylépcsős paraméterek beállítási tartománya a táblázatban látható.

3. Nyomja meg az indító gombot és a rendszer e szerint a program szerint fog futni, ahogyan az ábrán is látható.

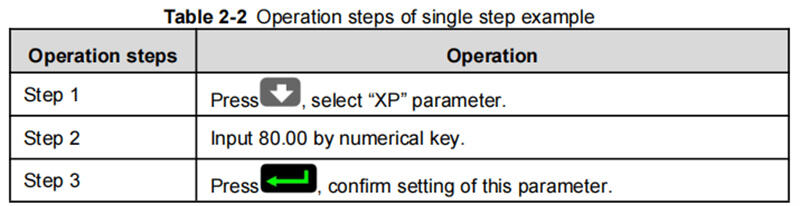
Működtetési példa
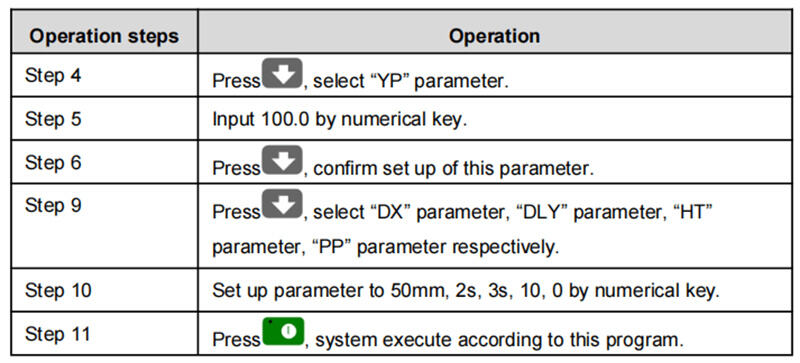
Ahogyan az ESTUN E21 Kezelési Útmutatóban javasolt, javíthatja az egylépéses programot a hajlítási mélység 100,0 mm-re és a hátsó ütköző 80,00 mm-re történő beállításával. Állítsa be a visszahúzás távolságát 50 mm-re, a szünetelési időt 2 másodpercre, a tartási időt pedig 3 másodpercre. Rendelje hozzá a munkadarab számát 10-nek, ügyelve arra, hogy minden műveleti lépés összhangban legyen az útmutató táblázatában megadott adatokkal. Ezeknek a beállításoknak a követése hatékony és pontos fémszerkezetek gyártását biztosítja.
Többlépcsős programozás
A többlépcsős programozást egyetlen munkadarab több különböző műveleti lépéssel történő feldolgozására tervezték. Ez lehetővé teszi több lépés folyamatos végrehajtását, így növelve a feldolgozási hatékonyságot.
Műveleti lépések
1. Amikor a készülék be van kapcsolva, automatikusan megjelenik az egylépéses paraméter oldal.
2. Nyomja meg a mód gombot, hogy átváltson a programkezelési oldalra, ahogyan azt az ábra is mutatja.

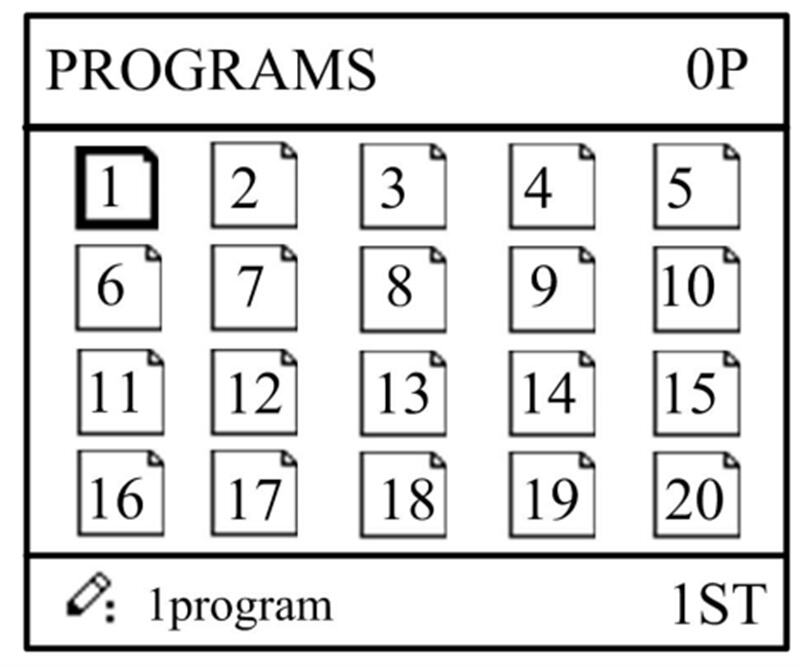
3. Nyomja meg a kiválasztó gombot a program sorozatszám kiválasztásához, vagy közvetlenül adja meg a program számát (például: „1”).

4. Nyomja meg a megerősítő gombot a többlépcsős programkonfigurációs oldal eléréséhez, ahogyan az ábrán is látható.
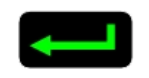
5. Nyomja meg a Le nyíl gombot a beállítandó többlépcsős programparaméter kiválasztásához, adja meg a kívánt értéket, majd nyomja meg az Enter gombot a beállítás aktiválásához.
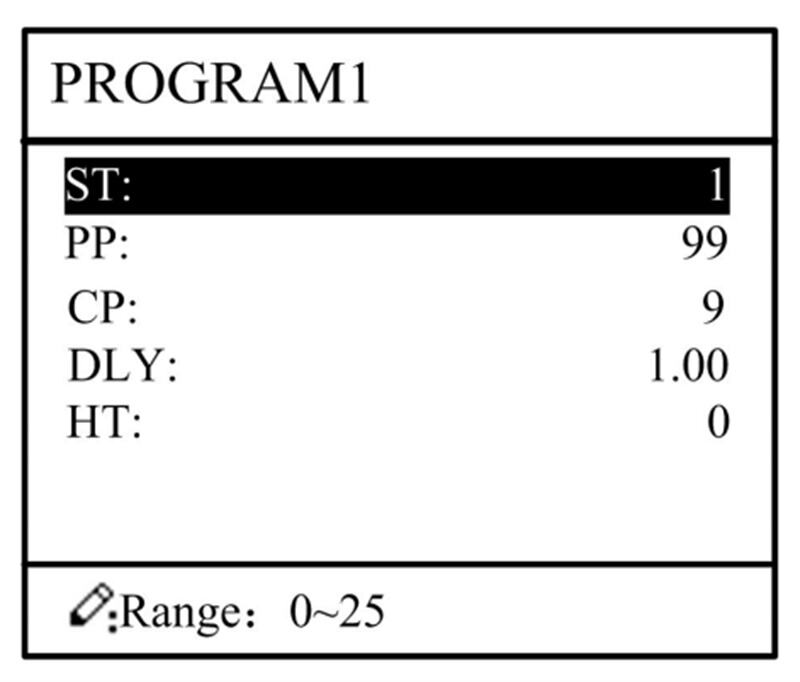
6. A konfiguráció befejezése után nyomja meg a Jobb nyíl gombot a lépésparaméter-konfigurációs oldalra való belépéshez, ahogyan az ábrán is látható.
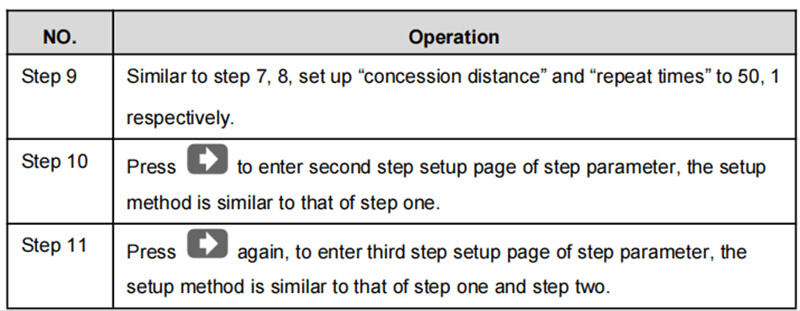
7. Nyomja meg a Le nyíl gombot a beállítandó lépésparaméter kiválasztásához, adja meg a programértéket, majd nyomja meg az Enter gombot a beállítás megerősítéséhez.
8. Használja a Bal és Jobb nyíl gombokat a lépések közötti váltáshoz. Ha az első lépésnél van, a Bal nyíl megnyomásával a lépésparaméter-konfiguráció utolsó oldalára lép; ha az utolsó lépésnél van, a Jobb nyíl megnyomásával visszatér a lépésparaméter-konfiguráció első oldalára.
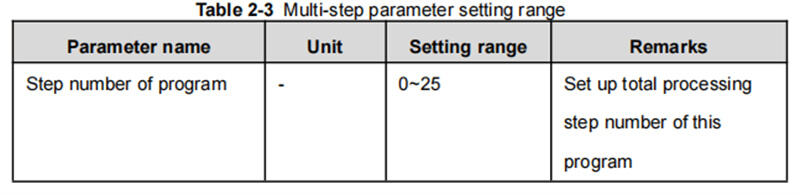
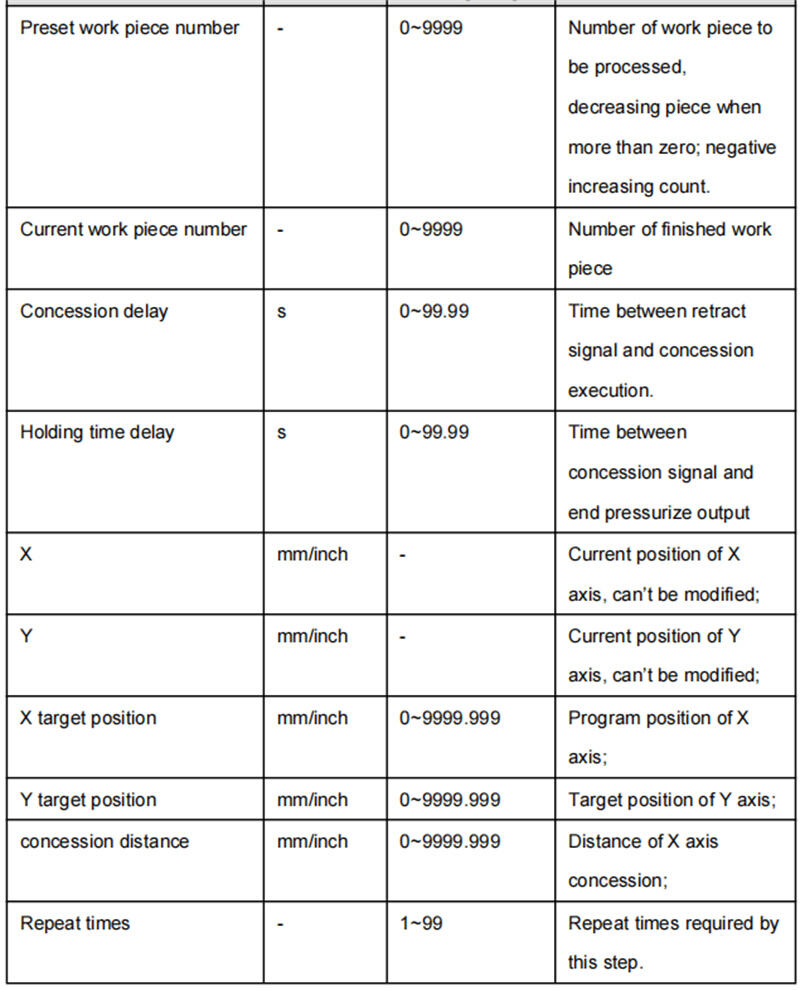
A több lépcsős paraméterek konfigurációs tartománya a táblázatban látható.
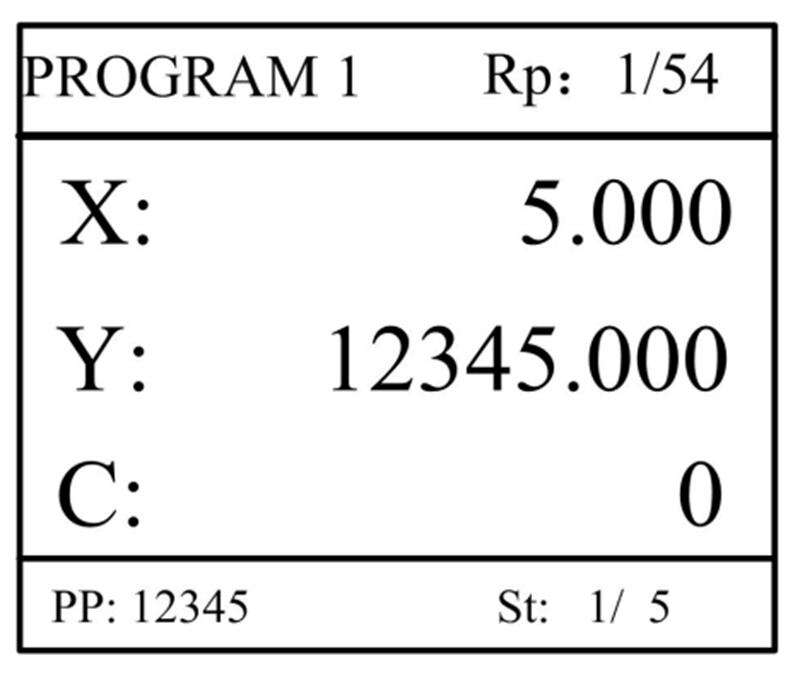
9. Nyomja meg az indítógombot, és a rendszer e program szerint fog működni, ahogyan az ábrán is látható.
Működtetési példa
Háttér: Az alábbiakban látható módon egy darab munkadarabból 50 egységet kell feldolgozni a következő követelményekkel:
• Első hajlítás: 50 mm
• Második hajlítás: 100 mm
• Harmadik hajlítás: 300 mm ellentétes irányba
Elemzés: A munkadarab specifikációi és a gép technikai feltételei alapján:
• Első hajlítás: Állítsa az X-tengely pozícióját 50,0 mm-re, az Y-tengely pozícióját 85,00 mm-re, és a kedvezményt 50 mm-re.
• Második hajlítás: Állítsa az X-tengely pozícióját 100,0 mm-re, az Y-tengely pozícióját 85,00 mm-re, és a kedvezményt 50 mm-re.
• Harmadik hajlítás: Állítsa az X-tengely pozícióját 300,0 mm-re, az Y-tengely pozícióját 85,00 mm-re, és a kedvezményt 50 mm-re.
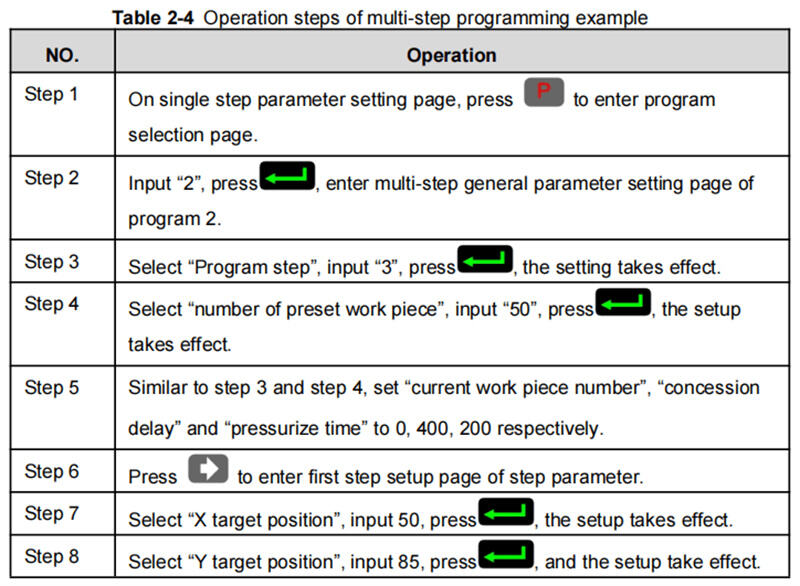
Szerkessze a feldolgozási programot erre a munkadarabra a 2. programban. A konkrét műveleti folyamat a táblázatban látható.
Az ESTUN E21 Kezelési Útmutató használatakor a hatékony több lépésből álló programozás a következő kulcsfontosságú pontokon alapul:
• Visszatérés a kezdő lépéshez: A több lépéses programozás befejezése után mindig térjen vissza a kezdeti lépéshez, hogy biztosítsa a program helyes sorrendben történő futtatását.
• Paraméterek navigálása: Használja a Balra és Jobbra nyilakat az összes lépésparaméter hatékony böngészéséhez és módosításához.
• Programmódosítások: A programok szükség szerint szerkeszthetők és felülvizsgálhatók, így biztosítva a rugalmasságot és alkalmazkodóképességet.
• Automatikus feldolgozás: Egy adag (pl. 50 munkadarab) feldolgozása után a rendszer automatikusan leáll. Újraindíthatja, hogy zökkenőmentesen feldolgozza a következő adagot.
Ezen lépések követése – az ESTUN E21 Kezelési Útmutató útmutatása szerint – optimális gépi teljesítményt és termelékenységet biztosít.
Paraméterbeállítás
A felhasználók konfigurálhatják a rendszer normál működéséhez szükséges összes paramétert, beleértve a rendszerparamétereket, az X-tengely paramétereit és az Y-tengely paramétereit.
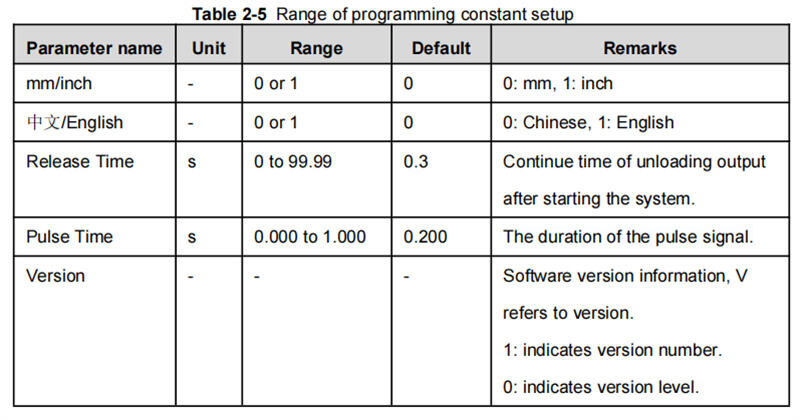
1. A programkezelő oldalon nyomja meg a P gombot a programozási konstansok oldal eléréséhez (lásd az ábrán). Ezen az oldalon konfigurálhatja a programozási konstansokat.
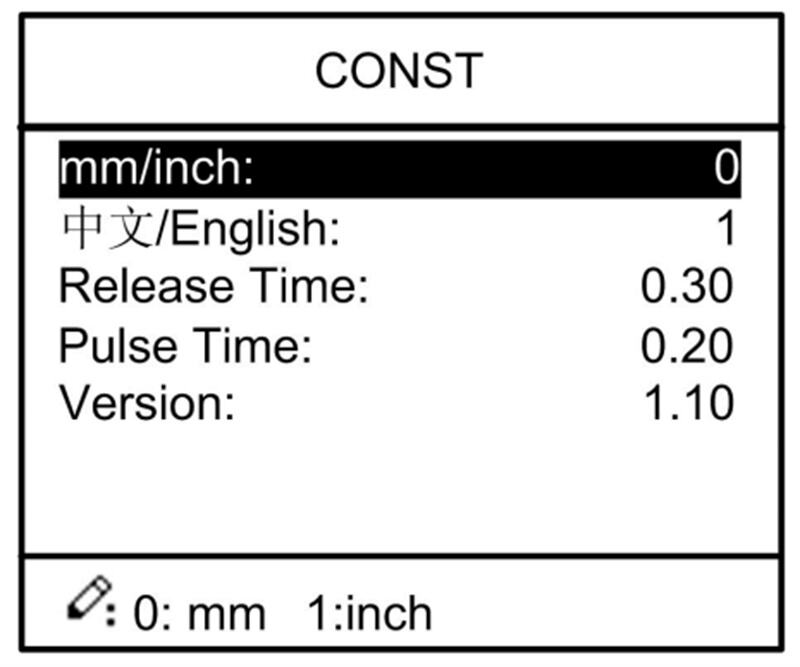
A programozási konstansok konfigurálási tartománya a táblázatban látható.
2. Adja meg a „1212” jelszót, majd nyomja meg az Enter billentyűt a Tanító oldal megnyitásához (lásd az ábrán). Konfigurálja itt a paramétereket, a paraméterkonfiguráció tartománya a táblázatban látható.
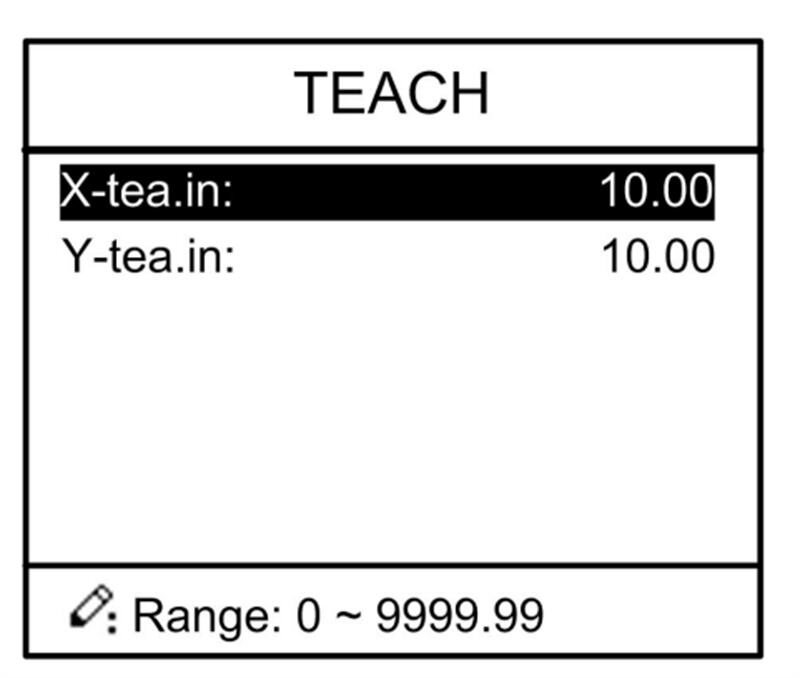
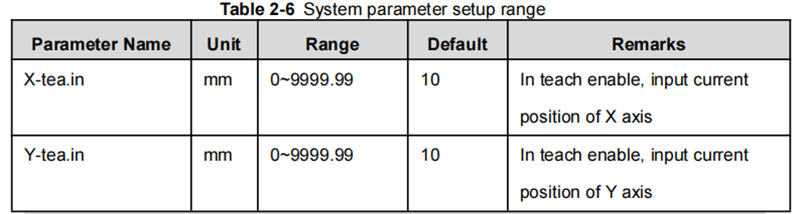
Tanítás módszere: Az ESTUN E21 Kezelési Útmutató ajánlja a csúszka és a hátsó ütköző pozíciójának mérését a pontosság biztosítása érdekében. Ha a közvetlen mérés nehézséget okoz, programozzon le egy folyamatot, majd mérje meg a kész munkadarabot. Ez a módszer garantálja a pontosságot, és összhangban áll az útmutató stratégiáival a gép optimális teljesítményének eléréséhez.
3. Nyomja meg a P gombot a programozási konstansok oldalra való visszatéréshez.
Kézi beállítás
Egy lépéses módban az tengelymozgatást manuálisan szabályozhatja a megfelelő gombok megnyomásával. Ez a módszer segít a felhasználóknak a gép és a munkadarab beállításában.
1. Az egy lépéses paraméterkonfigurációs oldalon nyomja meg a Plusz vagy a Mínusz gombot a kézi oldalra váltáshoz (ahogyan az ábrán is látható).
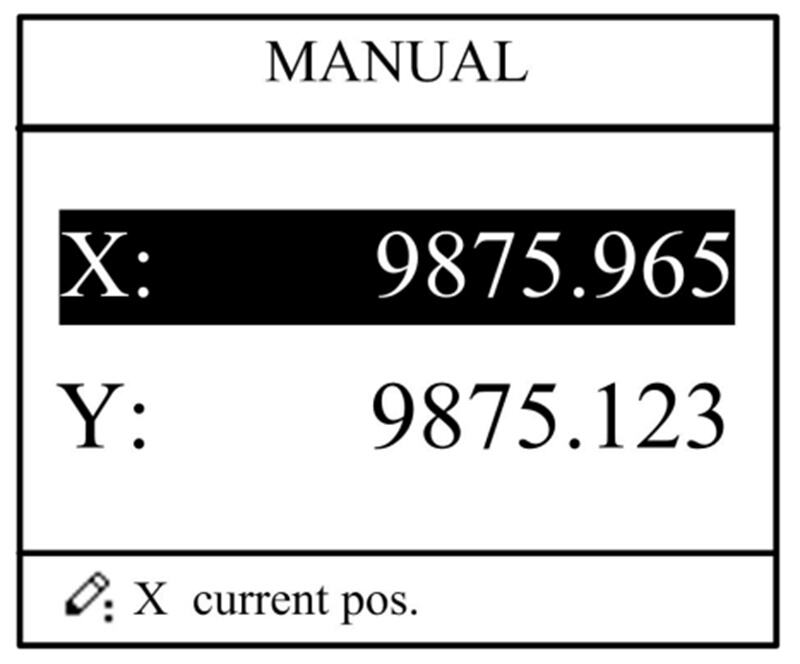
2. Állítsa be az tengely pozícióját tényleges igényei szerint, a fenti táblázat előírásai alapján:
◦ Ha a megfelelő tengely hajtómódja közönséges motor: [Kövesse az eredeti útmutató táblázatában szereplő konkrét műveleti lépéseket]
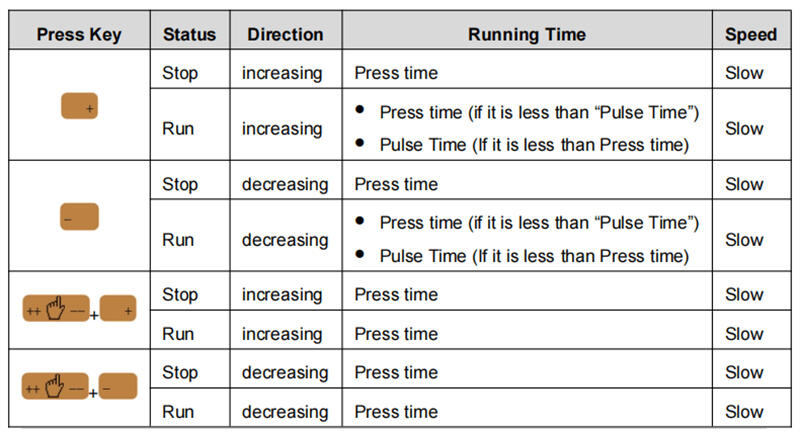
Megjegyzés: Amikor a rendszer futó állapotban van, a kézi beállítás csak az X-tengelyre érvényes.
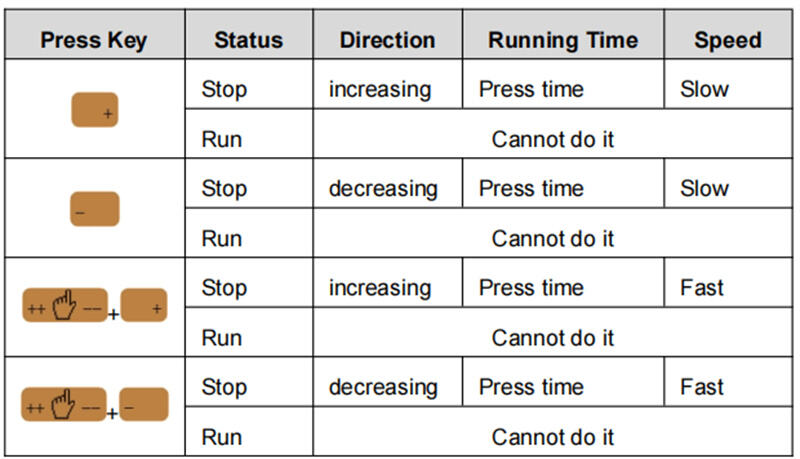
◦ Ha a megfelelő tengely hajtómódja frekvenciavezérelt: [Kövesse az eredeti útmutató táblázatában szereplő konkrét műveleti lépéseket]
1. Nyomja meg a P gombot az egy lépéses paraméterkonfigurációs oldalra való visszatéréshez.
Gyakran feltett kérdések (FAQ)
Hogyan segít az ESTUN E21 Kezelési Útmutató a gép pontosságának javításában?
Az útmutató részletes útmutatást nyújt a kalibrálási és igazítási folyamatokhoz, amelyek elengedhetetlenek a pontos működés eléréséhez. Ezeknek az irányelveknek a következetes betartása jelentősen javíthatja a gép pontosságát és általános teljesítményét.
Milyen hibaelhárítási lépéseket ismertet az ESTUN E21 Kezelési Útmutató?
Az ESTUN E21 Kezelési Útmutató több hibaelhárítási intézkedést is ismertet, például az elektromos csatlakozások ellenőrzését, a kijelzőn megjelenő hibakódok vizsgálatát, valamint a kézikönyv tanulmányozását konkrét hibák orvoslásához.
Következtetés
Összefoglalva, az ESTUN E21 Kezelési Útmutató kulcsfontosságú ismereteket nyújt berendezése hatékony üzemeltetéséhez. Fontos alapelvek közé tartozik a alapműveletek elsajátítása, az egylépcsős programozás megértése, valamint a többlépcsős programozás szakszerű kezelése. Ez az útmutató biztosítja, hogy a kezelők rendelkezzenek a szükséges alapismeretekkel a gép teljesítményének és termelékenységének növeléséhez.
A megfelelő beállítás és rendszeres karbantartás alapvető fontosságú a sajtolóprés élettartamának meghosszabbításához és teljesítményének fenntartásához. Ezeknek az irányelveknek a követésével és rendszeres karbantartási munkák elvégzésével csökkentheti az állásideőt, és növelheti a termelési hatékonyságot. Részletesebb támogatásért vagy további kérdések esetén forduljon nyugodtan csapatunkhoz. Emellett további kapcsolódó dokumentumokat is áttekinthet az iratmű anyagok szekciójában, hogy bővebb információhoz juthasson.

