















































Metoda tamnjenja laserne glave za stroj za lasersku režu
Koaksialnost između otvora šipke i laserovog zraka ključna je za kvalitet reza. Malo odstupanje u koaksijalnosti može dovesti do neusklađenih efekata na površini reza, dok ozbiljno odstupanje može uzrokovati da laser direktno udari u šipku, što može uzrokovati pregrjanje ili čak gorenje šipke, što se obično naziva problemom osjenčavanja laser glave. Kako bismo riješili ovaj problem, moramo napraviti seriju priprema, među kojima je izbor alata ključan.

Postupak osjenčavanja
Kada riješavamo problem tamnjenja laserne glave, moramo pratići seriju strogo definiranih koraka za tamnjenje. Ovi koraci su povezani ne samo s sigurnošću opreme, već i izravno utječu na kvalitetu i učinkovitost rezanja. Putem ovih koraka možemo osigurati da koaksijalnost između izlazne rupe trubice i laserne zrake dostigne idealno stanje, čime se izbjegava nepotrebni šteta i poboljšava ukupan radni efekt.
1. Nakon što unesete u sučelje postavljanja parametara točkova, prilagodite snagu tamnjenja u raspon od 5 do 10 watt.
2. Zamijenite trubicom s manjim kalibrom, koja se može koristiti i za jednoslojni i dvostruki sloj.
3. Uzmite komad prozirnog lepljenca i nalepite ga ravno na ravan trubice, a obratite pažnju na smjer lepljenca. Tijekom kasnijeg promatranja i usporedbi, osigurajte da se smjer lepljenca ne mijenja.
4. Pritisnite tipku "Istrijeli" na daljinskom upravljaču i brzo je otpustite;
5. Skinite traku i pažljivo promatrajte označenu točku na traci, vodeći računa da se smjer trake ne mijenja. U oznaci ćete primijetiti krug otprilike veličine otvora. Zatim pažljivo provjerite je li svjetlosni sjaj točno položen u središtu kruga šipke.
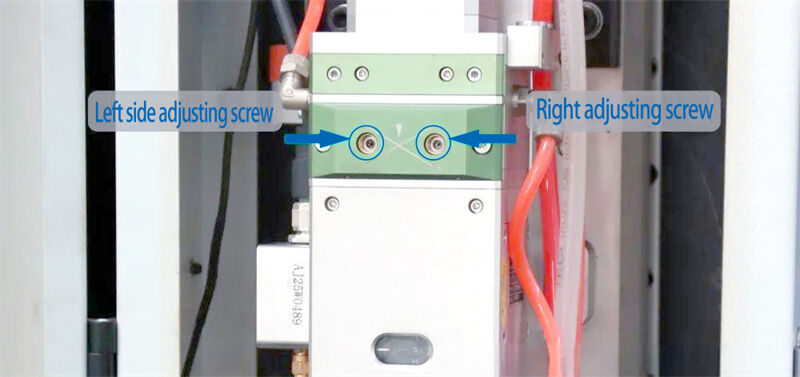
6. Ako utvrdite da se svjetlosni sjaj ne nalazi točno u središtu kruga šipke, možete koristiti Allenov ključ za detaljne prilagodbe, okrećući vijke s lijeve i desne strane dok se svjetlosni sjaj ne pomakne glatko u središte kruga. Imajte na umu da će ovaj postupak mogda zahtijevati ponavljajuće testiranje i finu regulaciju kako bi se osigurala točnost položaja sjaja.
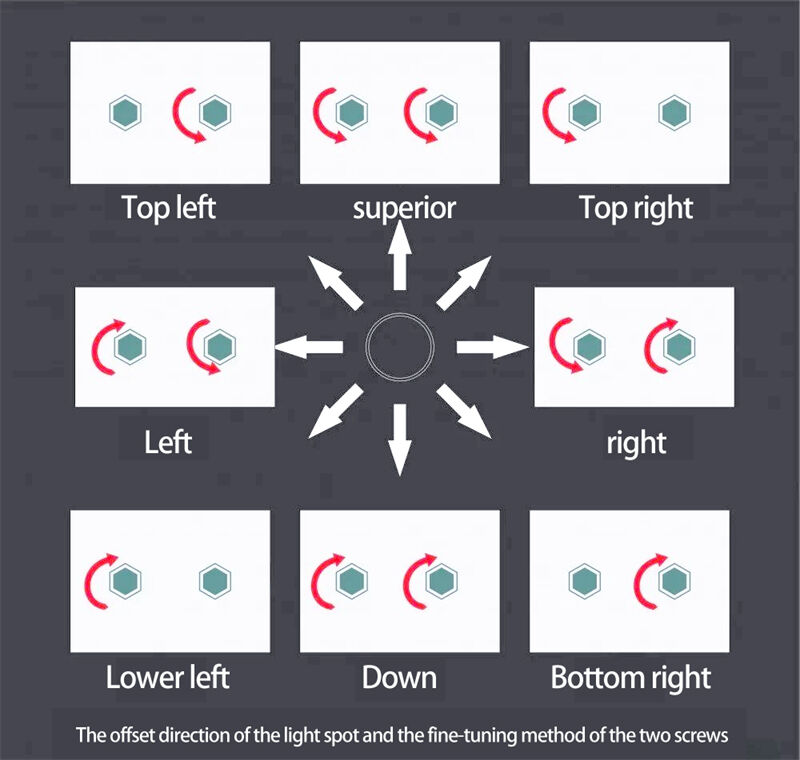
7. Ako se položaj svjetlosnog sjaja odmicao od središta kruga, možete ga fino prilagoditi pomoću Allenovog ključa. Konkretno:
a. Kada se svjetlosni sjaj nalazi u gornjem lijevom kutu kruga, desni vijak treba okrenuti suprotno smjeru kazaljke na satima kako bi se prilagodila čvrstoća.
b. Ako je svjetlo u gornjem desnom kutu, lijevi vijčić treba okrenuti u smjeru suprotnom od kazaljke na satu.
c. Kada je svjetlo malo iznad kruga, okrenite oba vijčića u smjeru suprotnom od kazaljke na satu kako biste prilagodili ravnotežu.
d. Ako je svjetlo s lijeve strane, okrenite lijevi vijčić u smjeru kazaljke na satu (zatvrdite) i desni vijčić u smjeru suprotnom od kazaljke na satu.
e. Kada je svjetlo s desne strane, okrenite lijevi vijčić u smjeru suprotnom od kazaljke na satu (otvorite) i desni vijčić u smjeru kazaljke na satu (zatvrdite).
f. Ako je svjetlo malo ispod, okrenite oba vijčića u smjeru kazaljke na satu kako biste zatvrdili.
k. Kada je svjetlinski točak u donjem lijevom kutu, okrenite lijevi vijak u smjeru kazaljke na satu kako biste ga užestrljivao.
l. Ako je svjetlinski točak u donjem desnom kutu, okrenite desni vijak u smjeru kazaljke na satu.
Molimo pratite gore navedene korake i prilagajte korak po koraku dok se svjetlinski točak ne poravnat s centrom kruga. Napomena: tijekom procesa prilagodbe može biti potrebno ponovljeno testiranje kako bi se osigurala točnost.
Glavni proizvodi JUGAO CNC MACHINE uključuju laserne rezale, CNC hidrauličke savijalice, laserne spajalice, šearice i savijalice cijevi itd., koje se koriste u obradi listove metala, košćuških sklopova, osvjetljenja, mobilnih telefona, 3C, kuhinjskog opreme, kupaonica, automobilske komponente i metalne industrije. Dobrodošli ste da nas online konzultirate kako biste saznali više o informacijama o strojevima.

