















































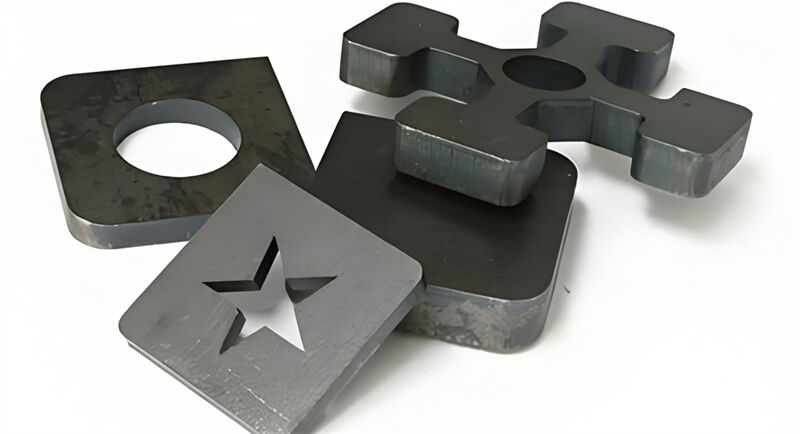
Uobičajene pogreške i rješenja kod laserne rezanja
Učinak rezanja nije dobar ili ne može proći kroz?
Postavka snage je premala, potencijometar je smanjen, svjetlo je pomaknuto, čvrstalje je prljavo, fokusirajuće čvrstalje je montirano unatrag, fokalna duljina, laser izvor snage, amortizacija snage lasera, temperatura vode je previsoka, napetost je nestabilna itd., prema stvarnoj situaciji, od jednostavnijeg prema dubljem.
Ne mogu se spojiti na uređaj?
Jeste li instalirali pogonsku ploču, jesu li USB kabel ili mrežni kabel pravilno priključeni? (USB kabel ili mrežni kabel je pokvaren, prilagođivačka ploča je pokvarena, ploča itd.)
Pokrenite stroj i vrnite se na početak te se pomaknite u suprotnom smjeru?
Prekidnik početka je pokvaren
Su se presječne grafike deformirale i preklapale?
Vijčasta škrinjska šrafa je otpuštena, motorni kabel je pokvaren, motor je pokvaren, pogon, napona itd.
Uređaj se ne može pokrenuti i prekidnik unutar zgrade skoči kada se uključi?
Jeste li provjerili da je hitna zaustavka izbjegava, vanjski krug spojen, unutarnji prekidnik uređaja zatvoren, a postoji li prskanje zvuka pri uključivanju stroja? Ako je tako, molimo provjerite glavni kontaktor i kontrolni transformator itd.; zaštita od vode uzrokuje promjelu i kratkog spoja laser snage (npr. JGHY1257C zaštita od vode je instalirana na strani, a laser snaga je upravo ispod nje) 107 kratak spoj vodene pumpe, unutrašnji prekidnik je premali itd.

Bliži se isparkavanje visokog napona?
Ovaj problem je stvarno glava bol. Preporuča se staviti oplonu od visokonapornog izolatora na vanjsku stranu visokonaporne linije.
Jeste li provjerili je li veličina slike prevelika ili premala?
Jeste li iste veličine izlaznog grafikona, promjena položaja visine Z-osi, kalibracijska datoteka itd.
Boja sredine i okoline odštampane slike različite?
Prilagodite fokusni faktor, prilagodite fokus W-ose itd.
Pomicanje pozicije oznake grafičkog lika?
Položaj X-osi ili Y-osi galvanometarskog leća pomaknut. Pronađite centralnu točku i prilagodite položaj XY-ose prema stvarnom smjeru pomaka.
Osa XY galvanometra se nasumično kreće prilikom pokretanja, a dinamički motor se također nasumično kreće s neobičnim šumom?
Zamijenite izvještaj ±12±15 prelazne napajanja; zamijenite izvještaj ±12±28 prelaznog napajanja
Nema svjetla?
Jeste li vratna voda iz laserne cijevi i drugih hlaadi normalna, promijenila li se pozicija osi W, jest li DC48V32A laserne napajanja normalna,
Nema prikaza na prikaznoj ploči prilikom pokretanja?
Je li 5V12V24V prebacivački napajanje u redu, prikazna ploča itd.
Prikazna ploča ne funkcioniše ako se pri pokretanju ne vrati na početak?
Zamijeni karticu za rad bez mreže
Osa Z ne hrani ili se slabano pomiče?
Problem s motorom za hrana osi Z, problem sa vođačem, ložnja, strane tvari xx itd.
Stakleni cijev ne emitira svjetlost?
Upravljanje emisijom svjetlosti staklenog cijevi glavnost jo sastoji se od laser cijevi, laser izvora snage, vodene cirkulacijske sustava i emisijskog signala. Emisijski signal uključuje PWM emisijski signal dani pločom, vodeni zaštitni signal, signal prekidnika vrata itd. Stoga, ako laser cijev ne emitira svjetlost, uzroci su uglavnom u samoj laser cijevi, laser izvoru snage, vodenoj cirkulacijskom sustavu i emisijskom signalu. Obično prvo provjerite je li laser izvor snage normalno napajan, ima li bilo kakvih anomalija u unutarnjoj i vanjskoj cijevi laser cijevi, te je li vodeni cirkulacijski sustav u redu. Ako nije, napravite odgovarajuću zamjenu ili prilagodbu. Ako su gore navedeni aspekti u redu, treba razmotriti problem emisijskog signala. Uobičajeno se laser cijevi i laser izvor snage testiraju kratica signala (kratica strujanja laser izvora snage na 5V i AIN, kratica vodenog zaštiti P i GND, te upotreba zaključne prekidnice za kontrolu L i GND). Ako ovom metodom laser može normalno emitirati svjetlost, to znači da laser cijevi i laser izvor snage nisu oštećeni. Problem je u signalu vodene zaštite, relaja, prekidnika vrata, PWM signala ploče itd., što se može isključivati redom. Ako ovom metodom laser ne emitira svjetlost, tada je problem u laser cijevi ili laser izvoru snage. U slučaju teškoće u odlučivanju, problem se može riješiti zamjenom.
RF laserni cijevi ne emitiraju svjetlo?
Kada je vodeni kanal slobodan od prepreka i laserno napajanje je normalno pokrenuto, prvo mjerenjem utvrdite je li laserno napajanje DC 48V normalno; provjerite provedivost između četvrtog i trinaestog pin-a na priključku od 25 pin-ova laserne cijevi. Ako je provedivo, to znači da je signal zaštite od vode u redu. Ako nije provedivo, provjerite zaštitu od vode; pomjerite napetost između sedmog i dvadesetog pin-a. Ako nije podešeno ili ako je DC napetost oko 4 do 5V na početku, to je normalni signal (nisko razina provedivosti) kada je podešeno ili pokrenuto. Ako je voda, napajanje i ovi dva signala u redu, općenito se može zaključiti da je laser cijevi spojena pogrešno. Ako je signal anormalan, to znači da postoji problem s pločom ili krugom.
Nakon zamjene RF lasernog cijevi, prikazuje se da je spoj laserne cijevi pogrešan.
Spajalica (unutrašnji žičanik nije odlitovan ili ukrcački spojen), strujni krug (negativni pol na desnoj strani xx je spojen s masnom žicom) i vodeni krug su normalno povezani. Ako se veza i dalje ne vratiti u normalu nakon ponovnog pokretanja hlađenja i opreme, obično je to uzrokovano problemima s veznim krugovima ploče 25-pin spajalice. Oštećena je ili nije kompatibilna. Na primjer, krugova ploča za xx cijevi i ne-xx cijevi nisu kompatibilne.
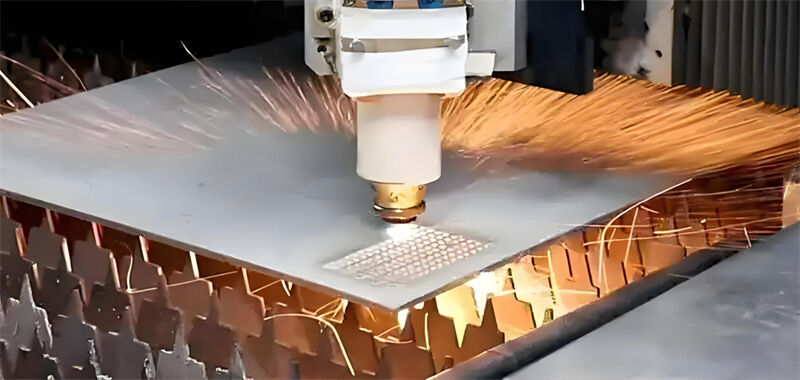
Je li odstupanje kod presjeka na stroju za rezanje?
1.) (rezanje teških ili kolinearnih grafika nakon rezanja, udaljenost je prevelika) "Neporavnost pri davanju materijala. Prvo je korak udaljenosti osi davanja. Drugo je stvarna mjerenja xx*izvornog koraka udaljenosti/realno xx (postavi davanje XX). Treće je provjeriti jesu li otporni zglobovi sinhronog traka osi davanja i otporni zglobovi sinhronog traka motora otpušteni. Četvrto je da je valjak za valjanje otpušten i postoji relativno klizanje između ose davanja. Provjerite postoji li pojava xx."
2.) Nema otpornog sječenja. Jedan je uzrok flegitosti motora vozaća ili optičke ose sinhronizacijskog kotača. Drugi je pojava gubitka koraka. Gubitak koraka može biti uzrokovan time što su brzina obrade, prazna brzina ili akceleracija postavljene previsoko. Može biti da je kontakt motora vozaća loš. Može biti da je struja vozača premala. Može biti da je vozač pokvaren ili je motor pokvaren. Općenito, pojava gubitka koraka zbog poništavanja motora je rijetka.
Da li vozač daje predugo?
Krmilac prekrano dugo krmi obično zato što je fotoelektrični prekidac pokvaren ili je osjetljivost na svjetlo fotoelektričnog prekidača netočna. Osjetljivost na svjetlo fotoelektričnog prekidača krmila je prilagodljiva. Kada su gornji i donji prekidaci spojeni i zatvoreni, krmilac počinje raditi kada je svjetlost veća od xx, čak i ako postoji materijal koji ga blokira, otkrivaće se kao da prolazi svjetlo, pa će krmiti prekrano dugo. U tom trenutku prilagodite regulator u kutu xx na spoju fotoelektričnog prekidača dok se kontrolna lampica fotoelektričnog prekidača ne uključi kada je blokirana s nekim materijalom.
Jeste li sigurni da je svjetlosni spot galvanometra previše grub?
Intenzitet svjetla nije dovoljan. Kada je osnovna optička staza i optička staza proširenja zraka dobro prilagođena, a dinamička fokalna dužina je također dobro podešena, svjetlosni spot još uvijek ostaje grub. Potrebno je prilagoditi udaljenost između dvije sočive proširenja zraka. Za trostruko proširenje zraka koje često koristimo u našoj tvrtki, općenito se prilagođuje na promjer proširenja svjetlosnog spot-a od 13-14mm za bolje rezultate. Također se može prilagoditi prema zahtjevima klijenta za obradu.

Dinamičko samouzbuđivanje galvanometra?
Dinamičko vukljanje za xx dinamički, prilagodite R103 R28 da prilagodite samouzbuđivanje i vukljanje. Ako prilagođavanje nije uspješno, izmjerite je li osovina motora ukrcača s odijelom. Prilikom mjerenja, odspojite napajnu vezu motora, inače će biti dugoukrcano. Ako je napajna veza motora odspojena i mjerenje još uvijek pokazuje spojivost, koristite izolacijsku foliju kako biste izdvojili motor i odijel prije nego što prilagodite R103R28. Nakon prilagođavanja, zamijenite ga ako nije uspješno.
Jeste li sigurni da su dimenzije oznake ili sjecačke mašine netočne?
Za dinamički oznake, veličina nije točna kada se galvanometarska leća ne pomiče gore-dolje. Općenito se promijene podaci za kalibraciju ili nastupa greška. Ponovno izvršite parametar galvanometra xx kako biste riješili problem. Za reznu mašinu, veličina reza nije točna. Obično je uzrokovana krivim korakom i brojem impulsa pogoni. Općenito se može riješiti određivanjem broja impulsa i izračunavanjem udaljenosti koraka.
Smjer vraćanja na početak kod rezne mašine obrnut kada se uključi?
Ovaj vrsta problema općenito je uzrokovana polomom prekidača na početku. Postoje dvije vrste prekidača na početku: bliski prekidač i međuspremni prekidač (magnetski kontrolni prekidač). Obrnuti smjer vraćanja na početak obično je uzrokovana kratkom u spirali prekidača. Zamenom se može riješiti problem.

Jeste li napravili pogrešku s motorom rezne mašine, pogonom motora, linijama motora i DC prekidnikom snage pogona?
Posebne manifestacije ovog tipa pogreške na opremi su općenito (1) laser glava se ne pomiče (2) laser glava se neobično pomiče tijekom rada, postoji stagnacija, treperenje itd. Općenito, kada se ovaj tip situacije dogodi, prvo promatrate i mjerite radi li 48v ili 42v DC prekidna napajanja ispravno. Nedostatak ili nestabilna napojna napetost uzrokuju će ovaj pojav. Ako prekidno napajanje radi ispravno, razmotrite može li biti pogreška u motoru vođenja ili liniji motora. Da biste odredili motor, prvo promatrate radi li sam motor jednolično kad je isključen i kad je linija motora odspojena od vođenja. Ako se sam motor neobično okreće, može se odmah zaključiti da je to motor pogreška i zamijeniti ga: Ako sam motor normalno radi, mjerite zavoj motor. Za motor s šest dretvi, AC A+ i A- su skupina zavojeva, ac i a+ su redom uključeni, beb+ b- je skupina zavojeva, provedba je ista kao gore. Ako je provedba neobična, može se odmah zaključiti da je to motor pogreška. Za xx i YAK0 korak vođenja, kada je DC napajanje normalno i linija motora odspojena, ako se indikatorna lampica vođenja ne uključuje, može se odmah zaključiti da je to vođenje pogreška. Ako se ne može odmah zaključiti, može se testirati zamjenom: U ovom tipu pogreške, linija motora pogreška je male vjerojatnosti pogreška. Kada su isključeni motor i vođenje, treba razmotriti liniju motora kako bi se otkrilo ima li kratkog spoja i otvorenog spoja. Koristite multimetar za detaljne mjerenja uključivanja i isključivanja za provjeru.
Laser čevlja ne emitira svjetlo?
1) Prekidac nivoa vode je pokvaren.
2) Visokonaponački žičar je pokvaren
3) Laser čevlja je pokvarena ili izgorela
4) Optička napajalica je pokvarena
5) Nema cirkulacije vode (uključujući zatvaranje vodovoda i nepostojeću radnost vodene pumpe)
6) Vodena zaštita je prekinuta ili loš kontakt
7) Nema 220V na ulazu lasernog napajanja
8) Nema signala na ulazu lasernog napajanja (prekinuta signalna linija i loš kontakt, prekinut relej koji kontrolira izlaznu svjetlost, ploča je pokvarena i loše su spojene žice)
9) Pokvarena je online dvosmjerna kartica
Izlaz laserne cijevi je vrlo slaba?
1) Laser tube je izgorio ili je linza laserne cijevi izgorjela
2) Slabija svjetlost laserne cijevi
3) Komponenta laserne napajanja je izgorjela
4) Postavka snage lasera je preduga
5) Regulator moći nije prilagođen maksimumu
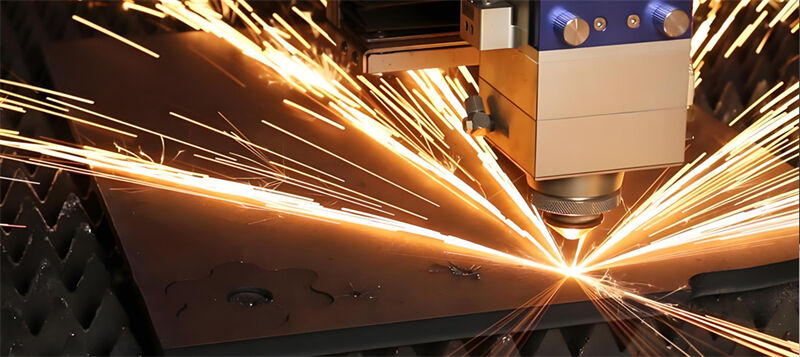
Ne sječe?
1) Svjetlo laserne cijevi je slabo i niska je snaga
2) Laser čočava je prljava ili oštećena
3) Laser čočava nije dobro instalirana i klizi
4) Netočna fokalna duljina
5) Odbijanje svjetla
6) Postavka snage laser cijevi je preniska
7) Podloga nije ravnobazna
Ne možete pokrenuti stroj?
1) Stroj nije uključen
2) Vazdušni prekidač je otklonjen
3) Gumb hitnog zaustavljanja je pritisnut
4) Gumb pokretanja je poštećen
5) 24V transformator je poštećen
6) Kontakor je pokvaren
7) Žica je prekinuta
8) Kontakt žice je loš
9) 24V prebacioci napajanja je pokvaren

Mašina X i Y osi ne mogu se pomiči?
1) 42V prekidački napajni izvor je pokvaren
2) Ploča je pokvarena
3) Postoji problem s signalnom linijom
Osa stroja X ili Y se ne pomiče ili nema napajanja?
1) Girodžer nije uključen
2) Vozač je pokvaren
3) Kontakt vozačevog vodiča je loš ili je pokvaren
4) Spoj motorja je pokvaren ili ima loš kontakt
5) Osovina motorja je pokvarena
6) Kožni deo valjka pogona je otpušten ili pokvaren
7) Postoji problem s linijom signala vođenja
8) Klizni mehanizam je zaključan ili je voćna točkova zaključana

