















































DELEM DA-53T मैनुअल मोड सेट करने के चरण
सामग्री की तालिका
• चरण 1: मैनुअल मोड तक पहुँचना
• चरण 2: पैरामीटर्स को समझना
◦ बेंड पैरामीटर्स
◦ फोर्स पैरामीटर्स
◦ स्पीड पैरामीटर्स
◦ फंक्शन सेटिंग्स
◦ उत्पाद गुण
◦ उपकरण जानकारी
◦ सहायक अक्ष
◦ उपकरण सेटअप
• चरण 3: पैरामीटर कॉन्फ़िगर करना
◦ मैक्रो फ़ंक्शन
• चरण 4: अक्षों को मैन्युअल रूप से स्थानांतरित करना
• सुधार फ़ंक्शन
• नैदानिक फ़ंक्शन
• आईओ स्थिति
• अक्सर पूछे जाने वाले प्रश्न (FAQ)
• निष्कर्ष
DELEM DA-53T नियंत्रक के मैनुअल मोड कॉन्फ़िगर करते समय, प्रेस ब्रेक के इष्टतम प्रदर्शन को प्राप्त करने के लिए प्रत्येक संचालन चरण को स्पष्ट करना महत्वपूर्ण है। यह लेख आपको DELEM DA-53T मैनुअल मोड के सेटअप प्रक्रिया में प्रत्येक चरण से अवगत कराएगा, जो आपको उपकरण पैरामीटर को कुशलता से समायोजित करने और प्रेस ब्रेक के प्रदर्शन क्षमता को पूर्ण रूप से अनलॉक करने में सहायता करेगा।
मैनुअल मोड के माध्यम से, आप मुड़ने की पूरी प्रक्रिया पर पूर्ण नियंत्रण प्राप्त कर सकते हैं, जो सटीक समायोजन की अनुमति देता है और प्रसंस्कृत उत्पादन की गुणवत्ता को अधिकतम करता है। चाहे आप पहली बार DELEM नियंत्रक का उपयोग कर रहे हों या अपनी मौजूदा संचालन सेटिंग्स को अनुकूलित करने की तलाश में हों, यह लेख आपको त्वरित शुरुआत करने और प्रेस ब्रेक के कार्यात्मक मूल्य को पूर्ण रूप से उपयोग करने में सहायता के लिए विस्तृत चरण प्रदान करता है।
चरण 1: मैनुअल मोड तक पहुँचना
सबसे पहले, DELEM DA-53T नियंत्रक चालू करें। एक बार डिवाइस पूरी तरह से शुरू हो जाने के बाद, इंटरफ़ेस बटनों का उपयोग करके मुख्य मेनू पर जाएँ।
मेनू सूची में से "मैनुअल मोड" विकल्प ढूंढें और चुनें; नियंत्रक इंटरफ़ेस फिर ऑटोमैटिक मोड से मैनुअल मोड सेटअप इंटरफ़ेस में बदल जाएगा।
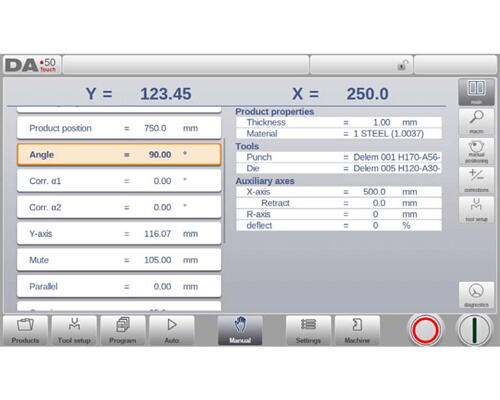
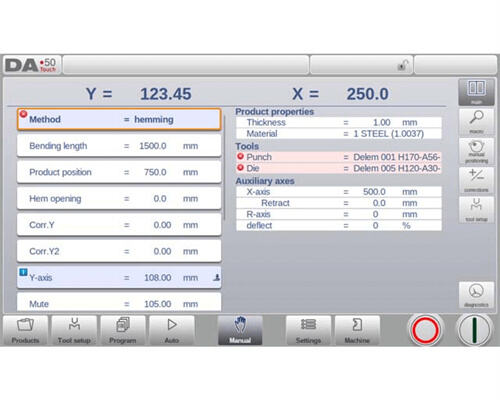
मैनुअल मोड स्क्रीन के ऊपरी हिस्से में, आप Y-अक्ष और मुख्य X-अक्ष की वर्तमान स्थिति को सीधे देख सकते हैं; सभी अन्य अक्ष और कार्य नीचे के दो कॉलम में एक-एक करके सूचीबद्ध होंगे। यदि Y-अक्ष और X-अक्ष के मान हाइलाइट किए गए हैं, तो इसका तात्पर्य है कि इन दोनों अक्षों ने संदर्भ चिह्नों को सफलतापूर्वक पहचान लिया है और उनकी वर्तमान स्थिति प्रोग्राम किए गए मानों के अनुरूप है।
चरण 2: पैरामीटर को समझना
मैनुअल मोड में प्रवेश करने के बाद, वर्तमान मशीनिंग ऑपरेशन के लिए आवश्यक पैरामीटर दर्ज करने की आवश्यकता होती है, जिसमें प्रेस ब्रेक की स्ट्रोक, गति और पोजीशनिंग सेटिंग्स शामिल हैं—ये पैरामीटर मैनुअल ऑपरेशन की शुद्धता सुनिश्चित करने के लिए महत्वपूर्ण हैं। मैनुअल मोड का उपयोग आमतौर पर उपकरण परीक्षण, कैलिब्रेशन और सिंगल-बेंड ऑपरेशन परिदृश्यों के लिए किया जाता है।
आप डेटा प्रविष्टि बटनों का उपयोग करके अपनी अपेक्षित सेटिंग्स के अनुरूप संख्यात्मक मान दर्ज कर सकते हैं। मैनुअल मोड में उपलब्ध पैरामीटर का विवरण निम्नलिखित है:
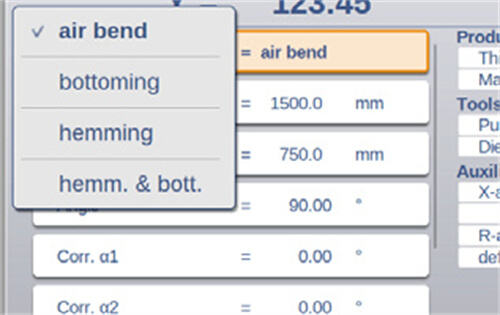
बेंड पैरामीटर
• विधि: आवश्यक मोड़ने की विधि का चयन करें। DELEM DA-53T मैनुअल मोड एयर बेंड, बॉटमिंग, हेमिंग और हेमिंग एंड बॉटमिंग जैसी कई विधियों का समर्थन करता है। प्रत्येक विधि का विस्तृत विवरण प्रोग्राम मोड डॉक्यूमेंटेशन में पाया जा सकता है।
• बेंडिंग लंबाई: सटीक मशीनिंग के लिए डेटा आधार प्रदान करने के लिए शीट की बेंडिंग लंबाई दर्ज करें।
• उत्पाद स्थिति: मशीन के बाईं ओर शून्य बिंदु को संदर्भ डेटम के रूप में उपयोग करते हुए Z-दिशा में निरपेक्ष स्थिति सेट करें और निगरानी करें।
• कोण: आवश्यक मोड़ने का कोण निर्धारित करें। यदि वास्तविक मोड़ने के कोण और अपेक्षित कोण के बीच कोई विचलन है, तो सुधार मान α1 (Corr.α1) और α2 (Corr.α2) को समायोजित करके इसे समायोजित करें। उदाहरण के लिए, यदि प्रोग्राम किया गया कोण 90 डिग्री है लेकिन वास्तविक मापा गया कोण 92 डिग्री है, तो Corr.α को -2 पर सेट करें।
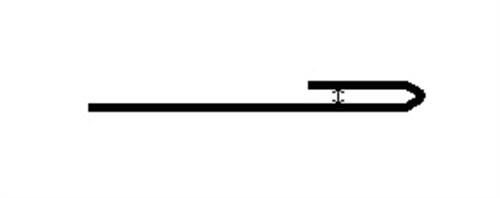
• हेम ओपनिंग: हेमिंग मोड़ने की प्रक्रिया के दौरान फ्लैंज के बीच खुलने की दूरी सेट करें। डिफ़ॉल्ट पैरामीटर सेटिंग्स मोड में देखे जा सकते हैं।
•
• Corr.Y: यदि बॉटमिंग विधि चुनी गई है, तो इस पैरामीटर का उपयोग Y-अक्ष की स्थिति को सही करने के लिए किया जा सकता है।
• Y-अक्ष: एक विशिष्ट मोड़ने के कोण प्राप्त करने के लिए आवश्यक प्रोग्राम किया गया या गणना किया गया Y-अक्ष मान।
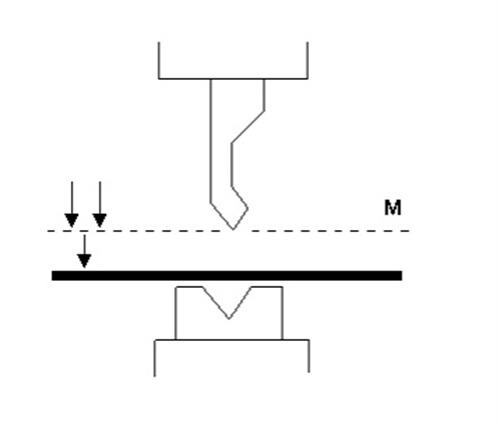
• म्यूट: वह बिंदु जहाँ Y-अक्ष तेज बंद होने की गति से दबाव की गति पर जाता है, जिसे यहाँ Y-अक्ष के स्थिति मान के रूप में प्रोग्राम किया गया है। यह प्रोग्राम किया गया मान शीट के ऊपर Y-अक्ष की स्थिति के अनुरूप होता है।
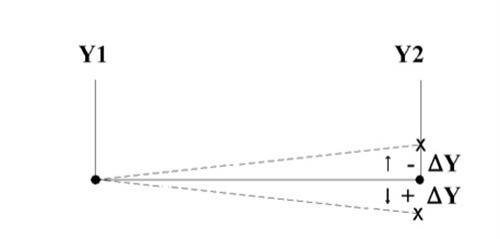
• समानांतर: बाएँ और दाएँ सिलेंडर (Y1 और Y2) के बीच स्थिति का अंतर। यदि मान धनात्मक है, तो इसका अर्थ है कि दायाँ सिलेंडर नीचे है; यदि मान ऋणात्मक है, तो दायाँ सिलेंडर ऊपर है। यह प्रोग्राम किया गया मान कसने के बिंदु के नीचे प्रभाव में आता है।
• खोलना: बेंडिंग पूरी होने के बाद पंच और डाई के बीच गैप को सेट करने के लिए इस पैरामीटर का उपयोग किया जाता है। धनात्मक मान का अर्थ है कि गैप म्यूट बिंदु के ऊपर है; ऋणात्मक मान का अर्थ है कि गैप म्यूट बिंदु के नीचे है। यदि आप उत्पाद हैंडलिंग समय को कम करना चाहते हैं, तो आप इस पैरामीटर को छोटे धनात्मक या ऋणात्मक मान पर सेट कर सकते हैं।
बल पैरामीटर
• बल: मशीनिंग आवश्यकताओं को पूरा करने और सर्वोत्तम परिणाम प्राप्त करने सुनिश्चित करने के लिए मोड़ने की संचालन के लिए आवश्यक दबाव बल को प्रोग्राम करें।
• ठहराव समय और डिकम्प्रेशन: मोड़ने के बिंदु पर ठहराव समय और डिकम्प्रेशन दूरी को सेट करें ताकि दबाव मुक्ति प्रक्रिया को उचित ढंग से नियंत्रित किया जा सके और मशीनिंग स्थिरता सुनिश्चित हो।
गति पैरामीटर
• गति: मोड़ने की प्रक्रिया के दौरान Y-अक्ष की गति।
• डिकम्प स्पीड: डिकम्प्रेशन दूरी के भीतर बीम की प्रोग्राम करने योग्य गति।
फ़ंक्शन सेटिंग्स
• वापसी की प्रतीक्षा करें: सेट करें कि क्या Y-अक्ष वापसी क्रिया पूरी होने की प्रतीक्षा करे या वापसी शुरू होते ही चलना शुरू कर दे, ताकि कार्यप्रवाह दक्षता को अनुकूलित किया जा सके।
उत्पाद गुणधर्म
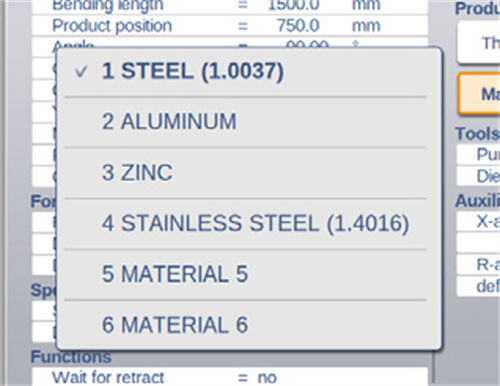
• मोटाई और सामग्री: शीट की मोटाई दर्ज करें और नियंत्रक में 99 कस्टम सामग्री विकल्पों में से संबंधित सामग्री का चयन करें ताकि मोड़ने की गहराई की गणना के लिए महत्वपूर्ण डेटा समर्थन प्रदान किया जा सके।
उपकरण जानकारी
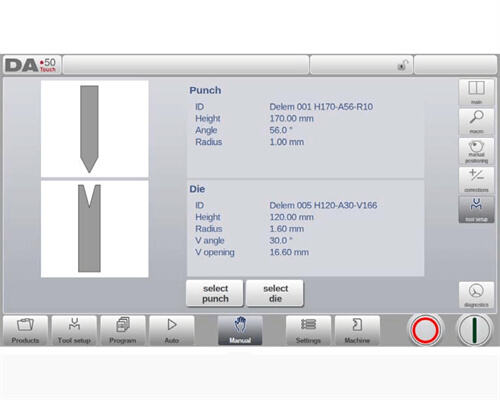
• पंच और डाई: वर्तमान संचालन के लिए आवश्यक पंच और डाई आईडी को संबंधित उपकरण लाइब्रेरी से चुनें या संशोधित करें, ताकि सुनिश्चित हो सके कि उपकरण मशीनिंग आवश्यकताओं के अनुरूप हैं।
सहायक अक्ष
• सहायक अक्ष पैरामीटर: यदि उपकरण एक या अधिक सहायक अक्ष (जैसे X-अक्ष, R-अक्ष या Z-अक्ष) से लैस है, तो उनके संबंधित पैरामीटर यहाँ प्रदर्शित किए जाएंगे।
• वापसी: मोड़ने की प्रक्रिया के दौरान सहायक अक्ष की वापसी दूरी। इसमें, "बैकगेज रिट्रैक" क्लैम्पिंग बिंदु से शुरू होता है।
• गति: वर्तमान मोड़ने के संचालन में सहायक अक्ष की गति, जिसे अधिकतम गति के प्रतिशत के रूप में प्रोग्राम किया जा सकता है।
DELEM DA-53T मैनुअल मोड में उपरोक्त पैरामीटर को उचित ढंग से प्रोग्राम करके आप मोड़ने के संचालन की शुद्धता सुनिश्चित कर सकते हैं। सभी पैरामीटर सेटिंग्स की पुष्टि करने के बाद, इन कॉन्फ़िगरेशन्स को सक्रिय करने के लिए स्टार्ट बटन दबाएँ।
उपकरण सेटअप
DELEM DA-53T मैनुअल मोड में टूल सेटअप प्रोग्रामिंग, ऑटोमैटिक मोड में इसके समान बहुत अधिक है। दोनों मोड स्वतंत्र रूप से टूल सेटअप की अनुमति देते हैं, और ऑटोमैटिक मोड से टूल सेटअप को सीधे मैनुअल मोड में लागू किया जा सकता है। मैनुअल मोड में स्विच करते समय, DELEM DA-53T नियंत्रक "मौजूदा टूल सेटअप का उपयोग करें" का विकल्प प्रदान करेगा। हालाँकि, ध्यान दें कि यदि वर्तमान सेटअप पिछले प्रोग्रामिंग से भिन्न है, तो उपयोगकर्ता को मशीनिंग सटीकता को प्रभावित करने से बचने के लिए सावधानीपूर्वक काम करना चाहिए।
• टूल (पंच/डाई) जोड़ना: "टूल सेटअप" फ़ंक्शन में संचालन के अनुरूप, आवश्यक पंच या डाई को "जोड़ें" फ़ंक्शन के माध्यम से जोड़ा जा सकता है।
चरण 3: पैरामीटर कॉन्फ़िगर करना
DELEM DA-53T मैनुअल मोड में प्रत्येक पैरामीटर को स्वतंत्र रूप से प्रोग्राम किया जा सकता है। प्रणाली स्वचालित रूप से प्रत्येक पैरामीटर के दूसरों पर प्रभाव की गणना करती है, और पैरामीटर के बीच संबंधों को उपयोगकर्ता द्वारा आसानी से पहचानने के लिए प्रतीकों और पृष्ठभूमि रंगों के माध्यम से सहज तरीके से प्रदर्शित किया जाता है।
• एक पैरामीटर को संशोधित करने के बाद, इंटरफ़ेस पर एक सूचना प्रतीक दिखाई देगा जो यह संकेत देता है कि पैरामीटर अद्यतन किया गया है।

• यदि कोई पैरामीटर मान प्रणाली द्वारा गणना किए गए नियंत्रण मान से भिन्न होता है, तो एक तारा प्रतीक प्रदर्शित किया जाएगा—यह सुविधा तब विशेष रूप से उपयोगी होती है जब पैरामीटर्स को जानबूझकर अलग-अलग मानों पर सेट करने की आवश्यकता होती है या वे प्रतिबंधित होते हैं।

• यदि कोई पैरामीटर मान गलत तरीके से सेट किया गया है (उदाहरण के लिए, एक हेमिंग बेंड को प्रोग्राम किया गया है लेकिन कोई हेमिंग उपकरण सुसज्जित नहीं है), तो उपयोगकर्ता को सुधार करने की याद दिलाने के लिए एक त्रुटि प्रतीक प्रदर्शित किया जाएगा।
दृश्य विकल्प
स्क्रीन के दाईं ओर स्थित कमांड बटन मुख्य दृश्य के अलावा अन्य दृश्यों तक पहुंच प्रदान करते हैं, जिनमें मैक्रो दृश्य, मैनुअल स्थितिकरण दृश्य, सुधार दृश्य और नैदानिक दृश्य शामिल हैं।
मैक्रो फ़ंक्शन
जब मैक्रो फ़ंक्शन सक्षम होता है, तो DELEM DA-53T मैनुअल मोड एक नए दृश्य पर स्विच हो जाता है, और स्क्रीन पर अक्ष मान बड़े आकार में प्रदर्शित होते हैं। इस लेआउट डिज़ाइन के कारण ऑपरेटर कंट्रोलर से थोड़ी दूरी पर काम करते समय भी अक्ष मानों को स्पष्ट रूप से पढ़ सकते हैं, जिससे संचालन में सुविधा बढ़ जाती है।
चरण 4: अक्षों को मैन्युअल रूप से स्थानांतरित करना
स्थानांतरण प्रक्रिया
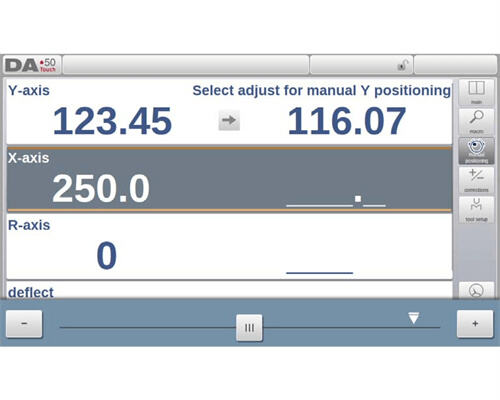
DELEM DA-53T मैनुअल मोड में किसी अक्ष को मैन्युअल रूप से स्थानांतरित करने के लिए, स्क्रीन के निचले हिस्से में स्थित स्लाइडर का उपयोग करें। मुख्य स्क्रीन पर "मैनुअल पॉज़" (मैनुअल पोजिशनिंग) चुनने के बाद, एक नया संचालन इंटरफ़ेस खुलेगा। इंटरफ़ेस पर प्रदर्शित किसी भी अक्ष को स्थानांतरित करने के लिए, स्लाइडर को उसकी मध्य स्थिति से आवश्यक दिशा में समायोजित करें; जब छोड़ा जाएगा तो स्लाइडर स्वतः मध्य स्थिति में वापस आ जाएगा।
सहायक अक्षों को स्थानांतरित करना
सहायक अक्ष को स्थानांतरित करने से पहले, सुनिश्चित करें कि कंट्रोलर रुकी हुई स्थिति में है (स्टॉप बटन दबाएं)। सबसे पहले, आवश्यक बैकगेज अक्ष का चयन करें, कर्सर को उस अक्ष पर रखें, और फिर स्लाइडर का उपयोग करके अक्ष की गति को नियंत्रित करें।
Y-अक्ष को स्थानांतरित करना
प्रेस बीम (Y-अक्ष) को मैन्युअल रूप से स्थानांतरित करने की प्रक्रिया सहायक अक्षों के समान होती है, लेकिन निम्नलिखित शर्तें पूरी होनी चाहिए:
1. नियंत्रक सक्रिय अवस्था में होना चाहिए (स्टार्ट बटन दबाएं)।
2. "एडजस्ट" फ़ंक्शन को सक्रिय करें—यदि यह फ़ंक्शन सक्रिय नहीं है, तो स्क्रीन के ऊपरी दाएं कोने में एक संदेश दिखाई देगा।
3. Y-अक्ष म्यूट बिंदु के नीचे होना चाहिए।
4. सीएनसी प्रेसिंग कमांड जारी की गई होनी चाहिए।
स्थिति भंडारण (टीच)
किसी अक्ष को मैन्युअल रूप से स्थानांतरित करने के बाद, यदि आपको वर्तमान स्थिति को संग्रहीत करने की आवश्यकता है, तो "प्रोग्राम्ड" कॉलम में अक्ष के नाम पर क्लिक करें। सिस्टम फिर "एक्चुअल" कॉलम (बाईं ओर) से मान को "प्रोग्राम्ड" कॉलम (दाईं ओर) में कॉपी कर देगा।

डिफ़ॉल्ट मैनुअल मोड स्क्रीन पर वापस जाते समय, इस अक्ष का पैरामीटर सबसे हाल ही में संग्रहीत मान बनाए रखेगा।
उपरोक्त चरणों का पालन करने से DELEM DA-53T मैनुअल मोड में सटीक और सुचारु अक्ष गति संचालन सुनिश्चित होता है।
सुधार समारोह
DELEM DA-53T मैनुअल मोड में, इस मोड में प्रोग्राम की गई मोड़ने की संचालन के लिए सुधार मापदंड प्रदर्शित होते हैं।
चूंकि मैनुअल मोड आमतौर पर एकल मोड़ने की संचालन के लिए होता है, इसलिए इंटरफ़ेस पर केवल सुधार सूचना की एक पंक्ति प्रदर्शित होती है। मैनुअल मोड में प्रोग्राम किए गए सुधार मानों की जाँच ऑटोमैटिक मोड में की गई तरह से की जा सकती है। इसके अतिरिक्त, सुधार डेटाबेस में रिकॉर्ड और प्रारंभिक सुधार मान भी यहां देखे जा सकते हैं। सुधार डेटाबेस तक पहुंचना महत्वपूर्ण है, क्योंकि इसमें निहित रिकॉर्ड अंतिम मोड़ने के परिणामों पर महत्वपूर्ण प्रभाव डालते हैं। यह समारोह परीक्षण मोड़ने के दौरान सुधार मानों को समायोजित करने और डेटाबेस में इष्टतम परिणामों को संग्रहीत करने के लिए विशेष रूप से उपयोगी है।
विकृति का कार्य
DELEM DA-53T मैनुअल मोड में, "डायग्नॉस्टिक्स" पर क्लिक करने से आप प्रत्येक अक्ष की स्थिति देख सकते हैं। यह विंडो सभी उपलब्ध अक्षों की वर्तमान स्थिति प्रदर्शित करती है और नियंत्रक शुरू होने के बाद भी सक्रिय रहती है। इस फ़ंक्शन का उपयोग बेंडिंग चक्र के दौरान नियंत्रक की संचालन स्थिति की वास्तविक समय निगरानी करने की अनुमति देता है, जिससे संचालन की शुद्धता में और सुधार होता है।
आईओ स्थिति
DELEM DA-53T मैनुअल मोड में, डायग्नॉस्टिक्स इंटरफ़ेस में "I/O" टैब पर क्लिक करने से इनपुट (I) और आउटपुट (O) की वर्तमान स्थिति का एक व्यापक दृश्य प्राप्त होता है। नियंत्रक शुरू होने के बाद भी यह इंटरफ़ेस सक्रिय रहता है, जिससे ऑपरेटर बेंडिंग चक्र के दौरान प्रणाली की संचालन स्थिति की प्रभावी ढंग से निगरानी कर सकते हैं और समय पर असामान्यताओं का पता लगा सकते हैं।
ज़ूम किया गया IO दृश्य
यदि आप एक या अधिक (अधिकतम 5 तक) पिन पर क्लिक करते हैं, तो सिस्टम एक अतिरिक्त "ज़ूम्ड IO" पृष्ठ उत्पन्न करेगा, जो चयनित IO को बड़े आकार में प्रदर्शित करता है। चयनित पिन्स को बड़े आकार में दिखाया जाएगा, जिससे ऑपरेटरों द्वारा दूर से निगरानी करने में सुविधा होगी और संचालन लचीलापन बेहतर होगा।
अक्सर पूछे जाने वाले प्रश्न (एफएक्यू)
1. मैनुअल मोड में DELEM DA-53T को संचालित करते समय किन सावधानियों का पालन करना चाहिए?
संचालन के दौरान, आपको सभी सुरक्षा नियमों का पालन करना चाहिए: कार्य क्षेत्र का सावधानीपूर्वक निरीक्षण करें ताकि सुनिश्चित हो सके कि कोई बाधा न हो; सुरक्षा उपकरण पहनें; और संचालन के दौरान दुर्घटनाओं से बचने के लिए मैनुअल नियंत्रण बटनों के कार्यों से परिचित हों।
2. मैनुअल मोड में DELEM DA-53T के लिए अनुशंसित रखरखाव आवृत्ति क्या है?
उपकरण के 500 घंटे के संचालन के बाद नियमित रखरखाव किया जाना चाहिए, जिसमें प्रमुख घटकों की बनावट की जाँच, उपकरण की सतह की सफाई और गतिशील भागों को चिकनाई शामिल है, ताकि उपकरण का सुचारु संचालन सुनिश्चित हो सके और इसके सेवा जीवन को बढ़ाया जा सके।
3. क्या सभी प्रकार के बेंडिंग ऑपरेशन के लिए DELEM DA-53T मैनुअल मोड का उपयोग किया जा सकता है?
हालांकि DELEM DA-53T मैनुअल मोड अत्यधिक बहुमुखी है, फिर भी इसका डिज़ाइन मुख्य रूप से मैनुअल समायोजन और वास्तविक समय में निगरानी की आवश्यकता वाले संचालन परिदृश्यों के लिए किया गया है। अधिक जटिल या स्वचालित संचालन के लिए, दक्षता और सटीकता में सुधार के लिए DA-53T के CNC फ़ंक्शन का उपयोग करने की सिफारिश की जाती है।
निष्कर्ष
DELEM DA-53T मैनुअल मोड को कॉन्फ़िगर करते समय, इस लेख में बताए गए चरणों का पालन करना उपकरण के सामान्य संचालन सुनिश्चित करने और इष्टतम प्रदर्शन प्राप्त करने के लिए महत्वपूर्ण है। पूरी प्रक्रिया में कंट्रोलर को शुरू करना, मैनुअल संचालन मोड का चयन करना और प्रेस ब्रेक की विशिष्ट आवश्यकताओं को पूरा करने के लिए आवश्यक पैरामीटर कॉन्फ़िगर करना शामिल है। यह संक्षिप्त और व्यवस्थित संचालन विधि कार्य दक्षता में सुधार करने और संचालन त्रुटियों को कम करने में सहायता करती है।
प्रेस ब्रेक के सेवा जीवन को बढ़ाने और उसके प्रदर्शन सुनिश्चित करने के लिए उचित उपकरण सेटअप और नियमित रखरखाव महत्वपूर्ण हैं। इस लेख में दिए गए दिशानिर्देशों का पालन करके और नियमित रखरखाव करके, आप उपकरण के बंद होने के समय को कम कर सकते हैं और उत्पादन दक्षता में सुधार कर सकते हैं। यदि आपको कोई विस्तृत समस्या आती है या तकनीकी सहायता की आवश्यकता होती है, तो कृपया हमारी टीम से संपर्क करने में संकोच न करें। इसके अतिरिक्त, हम आपको हमारी आधिकारिक वेबसाइट पर उपलब्ध अन्य दस्तावेजों को देखने की सलाह देते हैं ताकि आप अधिक पेशेवर जानकारी और तकनीकी सहायता प्राप्त कर सकें।

