















































बढ़ी हुई दक्षता के लिए DELEM DA-66T प्रोग्रामिंग का उपयोग करना
प्रेस ब्रेक के साथ आपके ऑपरेशन की दक्षता में सुधार करने के मामले में, DELEM DA-66T उत्पाद प्रोग्रामिंग को समझना महत्वपूर्ण है। यह प्रणाली न केवल आपके कार्यप्रवाह को सरल बनाती है, बल्कि मोड़ में सटीकता और सेटअप समय में कमी की भी गारंटी देती है। DELEM DA-66T उपकरण विन्यास को पूर्ण रूप से एकीकृत करके, आप उत्पादकता में अधिकतम वृद्धि कर सकते हैं और उत्पादन की गुणवत्ता में सुधार कर सकते हैं।
इस मार्गदर्शिका में, मैं आपको यह समझाऊंगा कि कैसे DELEM DA-66T उत्पाद प्रोग्रामिंग आपकी धातु कार्य प्रक्रियाओं में दक्षता में महत्वपूर्ण वृद्धि कर सकती है। मूल बातों से शुरू करते हुए विशिष्ट मोड़ पैरामीटर और कार्यों तक गहराई से जाने तक, आप सीखेंगे कि इस उन्नत नियंत्रक की पूरी क्षमता का लाभ कैसे उठाया जाए।
उत्पाद प्रोग्रामिंग के साथ शुरुआत करना
DELEM DA-66T उत्पाद प्रोग्रामिंग शुरू करने के लिए, इसके कार्यों और मापदंडों से परिचित होना महत्वपूर्ण है। प्रोग्राम इंटरफ़ेस उपयोगकर्ता-अनुकूल है, जो आसान नेविगेशन और सेटअप की अनुमति देने के लिए डिज़ाइन किया गया है।

संख्यात्मक कार्यक्रम बनाने या संशोधित करने के लिए, उत्पाद मोड से एक नया कार्यक्रम शुरू करें या सीधे प्रवेश करने के लिए कार्यक्रम का उपयोग करें।
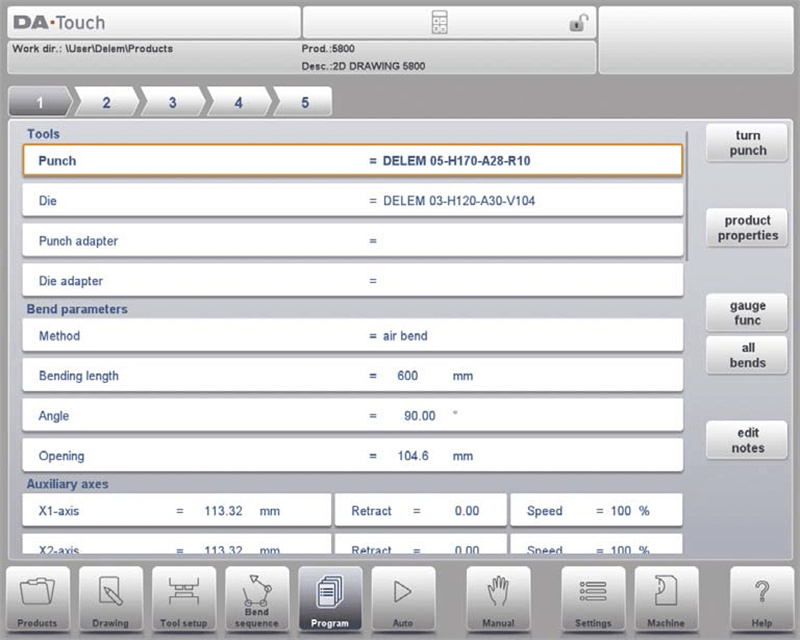
एक मौजूदा सीएनसी कार्यक्रम को संपादित करने के लिए, उत्पादों के अवलोकन में एक उत्पाद का चयन करें और नेविगेशन बटन कार्यक्रम का चयन करें। जब एक नया कार्यक्रम शुरू कर रहे हों, तो नया कार्यक्रम का चयन करें और मुख्य उत्पाद गुणों को दर्ज करने के बाद, सिस्टम स्वचालित रूप से कार्यक्रम पर स्विच हो जाएगा।
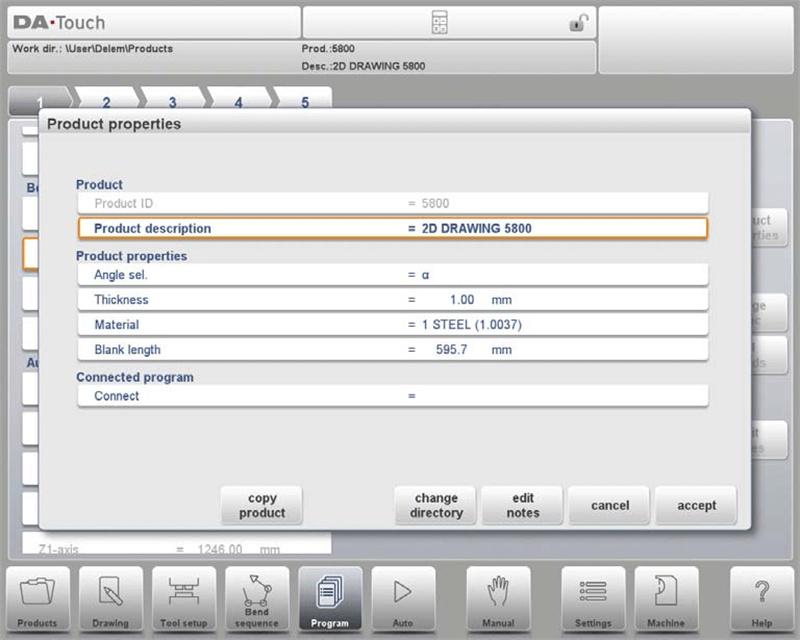
मुख्य उत्पाद गुणों को बदलने के लिए उत्पाद गुण पर टैप करें। कार्यक्रम के ये मापदंड कार्यक्रम के प्रत्येक मोड़ने के लिए समान होते हैं (कार्यक्रम के मुख्य डेटा)।
मुख्य कार्यों के साथ शुरू करें: सामग्री लोड करना, डाई का चयन करना और आवश्यक विनिर्देशों को दर्ज करना। सटीक उत्पाद निर्माण के लिए सामग्री की मोटाई, कार्यपृष्ठ की लंबाई और उपकरण सेटअप पैरामीटर जैसे प्रत्येक पैरामीटर महत्वपूर्ण है।
पैरामीटर की व्याख्या:
उत्पाद आईडी: प्रत्येक प्रोग्राम के लिए अक्षरों और संख्याओं का उपयोग करके अधिकतम 25 अक्षरों की एक विशिष्ट पहचान असाइन करें।
उत्पाद विवरण: प्रोग्राम के लिए एक वर्णनात्मक नाम या संख्या प्रदान करें, जो अक्षरों और संख्याओं की अनुमति देते हुए अधिकतम 25 अक्षरों तक सीमित है।
कोण चयन: दो Y-अक्ष प्रोग्रामिंग मोड के बीच चयन करें:
0 = मोड़ के लिए निरपेक्ष स्थिति।
1 = α, जहां कोण निर्दिष्ट किया गया है और Y-अक्ष स्थिति की गणना की जाती है।
मोटाई: शीट की मोटाई।
सामग्री चयन: बेंडिंग गहराई की गणना के लिए 6 पूर्वनिर्धारित या 99 प्रोग्राम करने योग्य सामग्री में से चयन करें। सामग्री को सेटिंग्स में सामग्री पृष्ठ पर कॉन्फ़िगर करें।
ब्लैंक लंबाई: उत्पाद के लिए आवश्यक मूल शीट लंबाई को परिभाषित करें, जिसकी गणना 2D ड्राइंग पर आधारित होने पर की जाती है।
कनेक्ट प्रोग्राम: कई चरणों में 3D उत्पाद बनाने के लिए प्रोग्राम लिंक करें।
मुख्य स्क्रीन उपलब्ध मोड़ (बेंड्स) दिखाती है और इस मुख्य स्क्रीन से, प्रत्येक उपलब्ध मोड़ से विशिष्ट पैरामीटर देखे जा सकते हैं और संपादित किए जा सकते हैं।
स्क्रीन के शीर्ष पर मोड़ सेलेक्टर का उपयोग DELEM DA-66T उत्पाद प्रोग्रामिंग में मोड़ों में नेविगेट करने के लिए किया जा सकता है। इंगित मोड़ को आसानी से वांछित मोड़ डेटा का चयन करने के लिए टैप किया जा सकता है।
एक नया विंडो खोलता है, जिसमें सभी मोड़ों के लिए लागू उत्पाद गुण दिखाए जाते हैं और संपादित किए जा सकते हैं।
गेज फंक्शन: एक विंडो खोलता है जिसमें अंगुलि स्थितियों के संबंध में अक्ष स्थितियों को प्रोग्राम किया जा सकता है।
सभी मोड़: एक नया विंडो खोलता है, जिसमें सभी मोड़ एक तालिका में दिखाए जाते हैं।
नोट संपादित करें: वर्तमान उत्पाद के बारे में नोट देखने और संपादित करने की सुविधा प्रदान करता है।
इस संरचित दृष्टिकोण से औद्योगिक सेटिंग्स में परिचालन कार्यप्रवाहों के अनुकूलन, परिशुद्धता में वृद्धि और उत्पादकता में वृद्धि में सहायता मिलती है।
इन विशेषताओं से परिचित होने से आप सही ढंग से शुरुआत कर सकते हैं और कुशल उत्पाद प्रोग्रामिंग के लाभों का उपयोग कर सकते हैं।
बेंड पैरामीटर को समझना
DELEM DA-66T में सटीक संचालन के लिए महत्वपूर्ण बेंड पैरामीटर की एक व्यापक सूची शामिल है। उत्पाद आईडी और उत्पाद विवरण स्क्रीन की ऊपरी पंक्ति में प्रदर्शित किए जाते हैं।
आप सामग्री के प्रकार और मोटाई पर विचार करते हुए सही उपकरणों का चयन करके शुरुआत करेंगे।
पंच चयन: DELEM DA-66T उत्पाद प्रोग्रामिंग में, पंच का नाम (आईडी) महत्वपूर्ण है। सुव्यवस्थित उपकरण प्रबंधन के लिए इसे संशोधित करने के लिए टैप करें या लाइब्रेरी से चुनें।
डाई चयन: डाई लाइब्रेरी से डाई का चयन करने या बदलने के लिए आसानी से टैप करें।
पंच एडाप्टर: लाइब्रेरी से पंच एडाप्टर का चयन करें और प्रोग्राम करें। DELEM DA-66T उत्पाद प्रोग्रामिंग कुशल एडाप्टर उपयोग के लिए मशीन मोड सेटिंग्स पर निर्भर करता है।
डाई एडाप्टर: इसी तरह, अनुकूल संचालन के लिए मशीन मोड पैरामीटर पर आधारित DELEM DA-66T उत्पाद प्रोग्रामिंग के माध्यम से एक डाई एडाप्टर का चयन करें।
उपकरण प्रोग्रामिंग: उपकरण आईडी को कुशलतापूर्वक प्रोग्राम करें या उपकरण विकल्पों के लिए लाइब्रेरी पर जाएँ। उपकरण अभिविन्यास को समायोजित करने के लिए ' टर्न पंच ' या ' टर्न डाई ' का उपयोग करें।
मोड़ के मापदंड जैसे मोड़ कोण, त्रिज्या और फ्लैंज लंबाई वांछित आउटपुट के आधार पर समायोजित किए जाते हैं।
बेंड पैरामीटर
विधि
आवश्यक मोड़ने की विधि का चयन करें। नियंत्रण 5 विधियों का समर्थन करता है:
• एयर बेंड
• बॉटमिंग
• हेमिंग
• हैमिंग और बॉटमिंग
• हैंडलिंग
निम्नलिखित विस्तृत विवरण हैं:
एयर बेंडिंग:
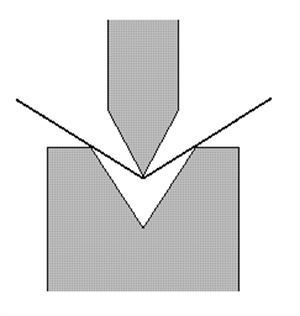
DELEM DA-66T उत्पाद प्रोग्रामिंग आवश्यक कोण प्राप्त करने के लिए आवश्यक गहराई तक पंच को ले जाकर आवश्यक Y-अक्ष स्थिति की कुशलतापूर्वक गणना करता है।
बॉटमिंग:
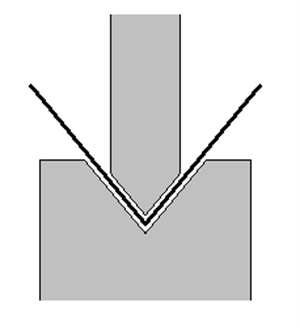
DELEM DA-66T उत्पाद प्रोग्रामिंग में, पंच और डाई के बीच चादर को दबाकर मोड़ा जाता है, जहाँ डाई के तल को सटीक मोड़ के लिए आवश्यक Y-अक्ष स्थिति माना जाता है।
हेमिंग:
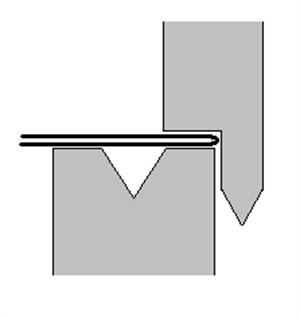
DELEM DA-66T उत्पाद प्रोग्रामिंग के साथ, पिछले तीखे कोण वाले मोड़ के बाद चादर को दो भागों में मोड़ दिया जाता है। प्रणाली 'हैम ओपनिंग' प्रोग्रामिंग का उपयोग करके डाई सतह और चादर की मोटाई के दोगुने के योग को Y-अक्ष स्थिति के रूप में सटीक रूप से गणना करती है।
हैमिंग और बॉटमिंग:
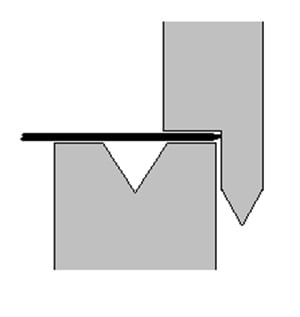
हैमिंग के समान, लेकिन DELEM DA-66T उत्पाद प्रोग्रामिंग डाई के शीर्ष को Y-अक्ष स्थिति मानता है, जो पंच और डाई के बीच सटीक मोड़ और दबाव सुनिश्चित करता है।
हैंडलिंग: DELEM DA-66T उत्पाद प्रोग्रामिंग Y-अक्ष को स्थिर रखकर बिना मोड़ के चरणों की सुविधा प्रदान करता है, जिससे प्रोग्राम किए गए मानों के अनुसार बैकगेज अक्ष स्थिति ले सकें। उत्पाद हैंडलिंग दक्षता के लिए एक बाहरी चरण परिवर्तन (C-इनपुट) की आवश्यकता होती है।
नोट 1: यहां हेमिंग मोड़ एक विशेष हेमिंग पंच के साथ दिखाए गए हैं, लेकिन इसकी आवश्यकता नहीं है।
नोट 2: जब बॉटमिंग ऑपरेशन का चयन किया जाता है, तो Y-अक्ष बीम के मोड़ की अंतिम स्थिति कार्य बल पर निर्भर करती है। यदि बीम को Y-अक्ष के मोड़ की गणना की गई अंतिम स्थिति तक ले जाने के लिए बल पर्याप्त है, तो बीम स्ट्रोक स्थिति मान द्वारा सीमित होगा।
मोड़ की लंबाई: उपकरणों के बीच शीट की लंबाई।
कोण: इस मोड़ के लिए आवश्यक कोण। यह पैरामीटर तभी दिखाई देता है जब 'एंगल सेल।' पैरामीटर के साथ कोण प्रोग्रामिंग का चयन किया गया हो और मोड़ विधि एयर बेंड हो।
हेम ओपनिंग: DELEM DA-66T उत्पाद प्रोग्रामिंग फ्लैंज के बीच ओपनिंग दूरी के आधार पर हेमिंग मोड़ के लिए बीम की स्थिति की गणना करता है।
मोड़ की स्थिति: निरपेक्ष प्रोग्रामिंग के उपयोग के समय या जब बॉटमिंग/हेमिंग विधियाँ सक्रिय होती हैं, तो मोड़ के लिए आवश्यक Y-अक्ष स्थिति प्रकट होती है।
खुलना: यह पैरामीटर मोड़ के बाद पंच और डाई के बीच के अंतराल को परिभाषित करता है। DELEM DA-66T उत्पाद प्रोग्रामिंग में, धनात्मक मान 'म्यूट' के ऊपर के अंतराल को इंगित करता है, और ऋणात्मक मान नीचे के लिए।
सहायक अक्ष: DELEM DA-66T उत्पाद प्रोग्रामिंग X-अक्ष के ऋणात्मक मानों को सापेक्ष मानता है, जिन्हें वर्तमान स्थिति से घटाया जाता है, जो संचालन को श्रृंखलाबद्ध करने में उपयोगी है।
पीछे हटना: DELEM DA-66T उत्पाद प्रोग्रामिंग में वर्तमान मोड़ के भीतर चयनित अक्ष की पीछे हटने की दूरी तब शुरू होती है जब बीम शीट को दबाता है, जो हैंडलिंग समय को अनुकूलित करता है।
अक्ष गति: DELEM DA-66T उत्पाद प्रोग्रामिंग में गति को अधिकतम का प्रतिशत के रूप में सेट किया जा सकता है, जो उत्पादन प्रक्रियाओं पर सटीक नियंत्रण सुनिश्चित करता है। DELEM DA-66T उत्पाद प्रोग्रामिंग की इन विशेषताओं को समझकर और उपयोग करके निर्माता दक्षता और उत्पादकता में काफी सुधार कर सकते हैं।
टिप्पणियाँ संपादित करें
संपादन नोट्स सुविधा प्रत्येक कार्य के लिए विस्तृत निर्देशों की अनुमति देती है, जो भविष्य के संदर्भ के लिए मूल्यवान हो सकती है।
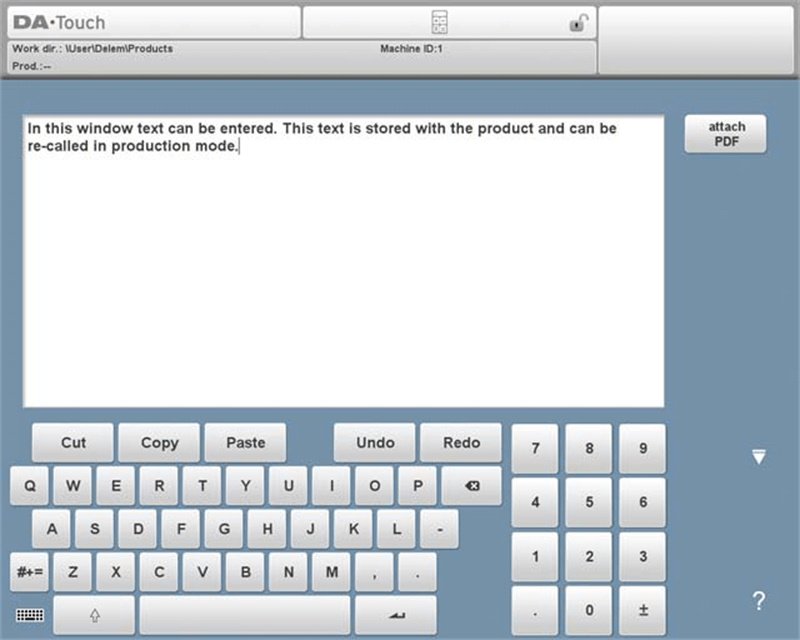
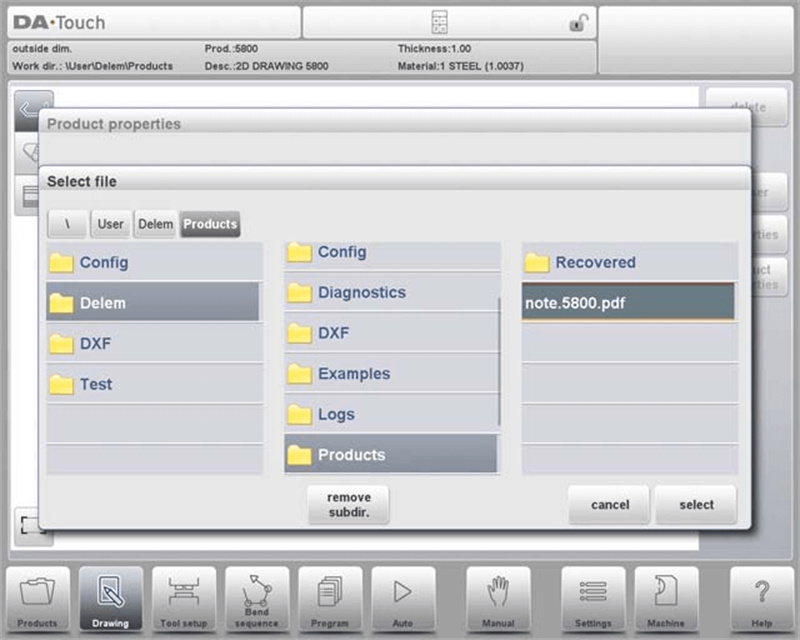
नोट में PDF फ़ाइल संलग्न करने के लिए PDF संलग्न करें पर टैप करें। निर्देशिका ब्राउज़र के माध्यम से एक PDF फ़ाइल का चयन किया जा सकता है और उसे उत्पाद फ़ाइल में शामिल कर दिया जाएगा।
जब केवल एक PDF फ़ाइल को बिना किसी लिखित नोट के संलग्न किया जाता है, तो Auto मोड में उपयोगकर्ता द्वारा नोट्स संकेतक दबाने पर PDF तुरंत प्रदर्शित होगा।
गेज फ़ंक्शन
इसके अतिरिक्त, गेज फ़ंक्शन सामग्री को सही ढंग से स्थापित करने में सहायता करता है, जिससे दोहराव वाले संचालन में निरंतर सटीकता सुनिश्चित होती है।
DELEM DA-66T उत्पाद प्रोग्रामिंग में, 'गेज फंक' पैरामीटर के पीछे गेज के प्रबंधन के लिए एक विंडो खोलता है, जो प्रत्येक बेंड के लिए वांछित फिंगर स्थितियों के प्रोग्रामिंग के लिए महत्वपूर्ण है।
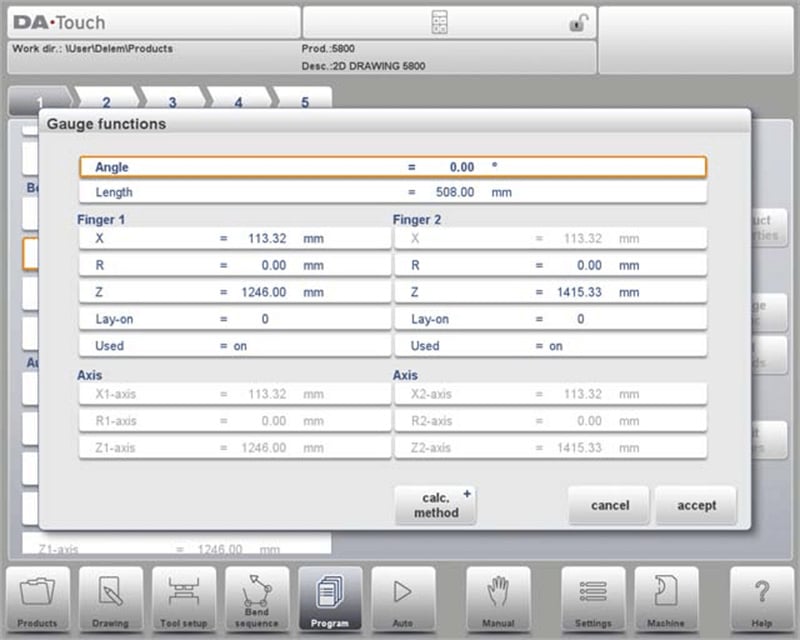
कोण: सटीक कोणीय स्थिति के लिए बैकगेज फिंगर्स का कोण निर्धारित करता है।
लंबाई: Z-स्थिति के लिए उत्पाद की तरफ की लंबाई सेट करता है, विशेष रूप से बैकगेज स्थिति के लिए।
X: X-दिशा में फिंगर्स की मैन्युअल रूप से समायोज्य स्थिति शीट स्थापना के लिए।
R: आर-दिशा में मैन्युअल रूप से समायोज्य स्थिति, स्थिति के लिए अधिक सटीक नियंत्रण प्रदान करती है।
Z: Z-दिशा में समायोजन उंगलियों की स्थिति को अनुकूलित करने की अनुमति देता है।
ले-ऑन: DELEM DA-66T उत्पाद प्रोग्रामिंग का उपयोग करके कई उंगली स्थितियों को प्रोग्राम करने की अनुमति देता है, जो गेज स्थिति को बनाए रखते हुए अक्ष स्थितियों को प्रभावित करता है।
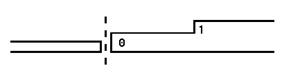
ले-ऑन = 0: कोई ले-ऑन नहीं (डिफ़ॉल्ट)
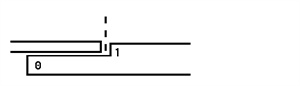
ले-ऑन = 1: पहले स्तर पर ले-ऑन
ले-ऑन = 2: दूसरे स्तर पर ले-ऑन
ले-ऑन = 3: तीसरे स्तर पर ले-ऑन
उपयोग पैरामीटर: DELEM DA-66T उत्पाद प्रोग्रामिंग के भीतर पार्किंग कार्यक्षमता; उपयोग न होने पर Z-स्थिति के आधार पर उंगलियों को पार्क करता है। जब दो से अधिक उंगलियाँ मौजूद हों तो यह लागू होता है।
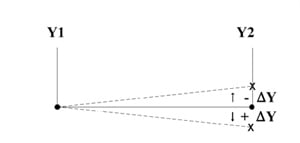
परिवर्तनों का प्रभाव: 'ले-ऑन' को समायोजित करने से गेज स्थिति को स्थिर रखते हुए X और R अक्षों की स्थितियों पर प्रभाव पड़ता है, जिससे DELEM DA-66T उत्पाद प्रोग्रामिंग की प्रक्रिया सरल हो जाती है।
ले-ऑन = 0
ले-ऑन = 1
बेंड फंक्शन की जांच करना
बेंड फंक्शन DELEM DA-66T उत्पाद प्रोग्रामिंग के अनुकूलन में महत्वपूर्ण हैं। सहायक फंक्शन महत्वपूर्ण भूमिका निभाते हैं, जो सेटअप में परिवर्तन के लिए स्वचालित रूप से समायोजित हो जाते हैं, इस प्रकार मैनुअल हस्तक्षेप को कम करते हैं।
1. म्यूट बिंदु सेटिंग:
उद्देश्य: Y-अक्ष को त्वरित बंद होने से दबाव गति में स्विच करना।
विवरण: शीट के ऊपर म्यूट बिंदु की दूरी को प्रोग्राम करें। डिफ़ॉल्ट म्यूट मान प्रोग्राम किए गए डाई से होता है।
नोट: उपलब्धता मशीन सेटिंग पर निर्भर करती है।
2. समानांतरता: बाएं और दाएं ओर के सिलेंडर (Y1 और Y2) का अंतर। जब धनात्मक हो, तो दायां पक्ष नीचे होता है। जब ऋणात्मक हो, तो दायां पक्ष ऊपर होता है। प्रोग्राम किया गया मान क्लैंपिंग बिंदु के नीचे सक्रिय होता है।
3. पुनरावृत्ति:
0 = मोड़ने की प्रक्रिया छोड़ दी जाती है।
1 से 99 = इस मोड़ने की प्रक्रिया को दोहराए जाने की संख्या।
4. रिट्रैक्ट कॉन्फ़िगरेशन के लिए प्रतीक्षा करें
उद्देश्य: रिट्रैक्ट के दौरान Y-अक्ष के लिए प्रतीक्षा नियंत्रण करना।
विकल्प:
नहीं: रिट्रैक्ट Y-अक्ष के क्लैम्पिंग बिंदु से गुजरने पर बिना रुके शुरू हो जाता है।
हां: Y-अक्ष क्लैम्पिंग बिंदु पर रुकता है जब तक कि रिट्रैक्ट पूरा न हो जाए।
5. स्टेप चेंज कोड:
उद्देश्य: अगले मोड़ने वाले पैरामीटर्स के सक्रिय होने का समय निर्धारित करना।
सेटिंग:
0 – ER: डीकम्प्रेशन समाप्ति पर परिवर्तन।
1 – MUTE: खुलते समय म्यूट स्थिति पर परिवर्तन।
2 – UDP: ऊपरी मृत बिंदु पर परिवर्तन।
3 – UDP STOP: अक्ष की गति के बिना ऊपरी मृत बिंदु पर परिवर्तन।
4 – EXTERNAL: सक्रिय C-इनपुट के साथ परिवर्तन; कोई बीम या रिट्रैक्ट गति नहीं।
5 – UDP EXTERNAL: ऊपरी मृत बिंदु पर C-इनपुट के साथ परिवर्तन, जिसमें बीम और रिट्रैक्ट गति की अनुमति हो।
6. देरी समय: चरण परिवर्तन से पहले प्रोग्राम करने योग्य देरी समय (0-30सेकंड)।
7. बल: दबाव के दौरान समायोजित अधिकतम बल (स्वचालित रूप से परिकलित)।
8. ठहराव समय: मोड़ बिंदु पर पंच का धारण समय।
9. डिकम्प्रेशन: मुड़ने के बाद कार्यशील दबाव को छोड़ने के लिए डिकम्प्रेशन स्ट्रोक।
10. प्रेसिंग और डिकम्प्रेशन गति:
प्रेसिंग गति: डिफ़ॉल्ट सेटिंग्स से शुरू होने वाली कार्यशील गति।
डिकम्प्रेशन गति: डिकम्प्रेशन के दौरान प्रोग्राम की गई गति।
11. भाग सहायता वापसी गति:
उद्देश्य: मुड़ने के बाद भाग सहायता की वापसी की गति सेट करना।
नोट: भाग सहायता प्रणाली के साथ उपलब्ध।
बेंड पैरामीटर – सभी बेंड
एक महत्वपूर्ण पहलू सभी बेंड में बेंड पैरामीटर को प्रोग्राम करना है, जो उत्पादन के दौरान एकरूपता और न्यूनतम त्रुटि सीमा को सुविधाजनक बनाता है। यह सुविधा केवल सामग्री की बर्बादी को कम करती ही नहीं है, बल्कि समग्र बेंडिंग प्रक्रिया को तेज करती भी है।
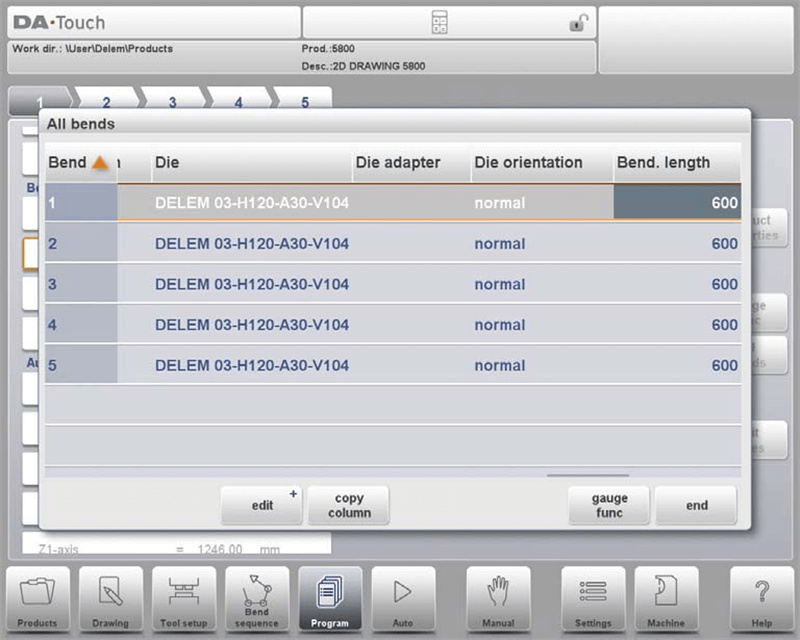
विशिष्ट मोड़ों को स्क्रीन पर हाइलाइट किए गए बार को उस मोड़ पर रखकर और फिर END का चयन करके चुना जा सकता है। इस स्क्रीन के भीतर, DELEM DA-66T उत्पाद प्रोग्रामिंग का उपयोग करके पूर्ण CNC कार्यक्रम को संपादित किया जा सकता है। सभी मोड़ पैरामीटरों को तालिका के भीतर संपादित किया जा सकता है, और मोड़ों को आपस में बदला, स्थानांतरित, जोड़ा और हटाया जा सकता है। उपलब्ध स्तंभों को उंगली की गति/स्वाइप द्वारा स्क्रॉल किया जा सकता है।
कार्य:
संपादित करें: डालें, हटाएं और मोड़ को चिह्नित करें जैसी कमांड का उपयोग करके कार्यक्रम को संशोधित करें।
स्तंभ कॉपी करें: यह वर्तमान चयनित पैरामीटर के मान को अन्य सभी मोड़ों में कॉपी करने की अनुमति देता है।
गेज फंक: पहले बताए गए अनुसार गेज स्थितियों को प्रोग्राम करें।
संपादित करें फ़ंक्शन दबाने पर अतिरिक्त विकल्पों के साथ एक अस्थायी बटन बार प्रकट होता है:
मोड़ डालें: वर्तमान मोड़ की प्रतिलिपि बनाकर एक नया मोड़ जोड़ता है।
मोड़ को चिह्नित करें: स्थानांतरित या आदान-प्रदान जैसी क्रियाओं के लिए एक मोड़ तैयार करता है।
मोड़ हटाएं: वर्तमान में चयनित मोड़ को हटा देता है।
मोड़ को चिह्नित करने पर उपलब्ध अतिरिक्त कार्य:
मोड़ स्थानांतरित करें: अनुक्रम के भीतर चयनित मोड़ को स्थानांतरित करके मोड़ों के क्रम को बदलें।
स्वैप बेंड: दो बेंड की स्थिति आपस में बदलें।
एबॉर्ट मार्क: किसी बेंड को अनमार्क करें, क्रिया को अंतिम रूप दें या रद्द करें।
सीएनसी प्रोग्राम को जोड़ना
DELEM DA-66T उत्पाद प्रोग्रामिंग के साथ, लगातार बेंड अनुक्रम को निष्पादित करके 3D उत्पाद बनाने के लिए कनेक्ट पैरामीटर का उपयोग करें। दो दिशाओं में प्रोग्राम करें:
1. प्रत्येक दिशा के लिए बेंड अनुक्रम बनाएं और प्रोग्राम करें।
2. उत्पाद लाइब्रेरी के माध्यम से अनुक्रम का चयन करके और कनेक्ट पैरामीटर का उपयोग करके प्रोग्राम को जोड़ें।
3. अधिक प्रोग्राम जोड़ते समय, प्रत्येक अगले के साथ संरेखित होता है, और फिर पहले पर वापस लौटता है।
जुड़े हुए प्रोग्राम के साथ उत्पादन करने के लिए:
1. पहला प्रोग्राम चुनें।
2. स्वचालित मोड में जाएं।
3. 'स्टॉक काउंट' के साथ उत्पाद मात्रा को प्रोग्राम करें।
4. अनुक्रम शुरू करने के लिए स्टार्ट दबाएं।
पहले प्रोग्राम के पूरा होने पर, अगला प्रोग्राम स्वचालित रूप से शुरू हो जाता है, शेष गणना को दर्शाते हुए।
विशेष संपादन टिप्पणियाँ
DELEM DA-66T उत्पाद प्रोग्रामिंग में, अनुकूलन और विशिष्ट नौकरी आवश्यकताओं के लिए विशेष संपादन टिप्पणियाँ महत्वपूर्ण हैं। इस सुविधा के माध्यम से ऑपरेटर अतिरिक्त निर्देश या संशोधन दर्ज कर सकते हैं जो मोड़ने की प्रक्रिया को विशिष्ट आवश्यकताओं के अनुसार ढाल सकते हैं। यह सुनिश्चित करता है कि कोई भी विशिष्ट विवरण या चिंता नोट की गई हो और संबोधित की गई हो, उत्पादन प्रक्रिया में व्यक्तिगत छूने की अनुमति देते हुए और मशीनरी की क्षमताओं की गहरी समझ को बढ़ावा देते हुए।
DELEM DA-66T उत्पाद प्रोग्रामिंग में, प्रोग्राम डेटा को संशोधित करने के बाद, निम्नलिखित की स्वत: गणना प्रणाली द्वारा नहीं की जाती है:
1. बल
2. डीकम्प्रेशन
3. क्राउनिंग डिवाइस सेटिंग
4. Z-अक्ष स्थिति ऑफसेट
5. एक्स-अक्ष स्थिति सुधार
DELEM DA-66T उत्पाद प्रोग्रामिंग में पुनः गणना कैसे काम करती है, इसका तरीका यह है:
पैरामीटर 1 से 4 की पुनः गणना केवल तभी स्वचालित रूप से की जाती है जब सेटिंग्स में 'ऑटो कंप्यूटेशन्स एडिट' सक्षम हो।
जब सेटिंग्स में 'एक्टिव बेंड एलाउंस टेबल' सक्रिय की जाती है, तो पैरामीटर 5 की पुनः गणना की जाती है। एक्स-अक्ष के लिए सुधार एक्टिव प्रोग्राम में व्यक्तिगत मोड़ों के लिए 'कॉर.X' और सभी मोड़ों के लिए 'G-कॉर.X' का उपयोग करके किया जा सकता है।
अपवाद के रूप में, जब 'बेंड विधि' पैरामीटर बदला जाता है, तो बल और डीकम्प्रेशन स्वचालित रूप से समायोजित हो जाते हैं। इससे यह स्पष्ट होता है कि DELEM DA-66T उत्पाद प्रोग्रामिंग पैरामीटर पुनः गणना को प्रभावी ढंग से प्रबंधित करके संचालन को कैसे सुगम बनाती है ताकि दक्षता में सुधार हो सके।
निष्कर्ष
संक्षेप में, DELEM DA-66T उत्पाद प्रोग्रामिंग निर्माण दक्षता को सीधे बढ़ाती है। प्रमुख लाभों में इसका सहज इंटरफ़ेस, उन्नत प्रोग्रामिंग सुविधाएँ, वास्तविक समय नैदानिक परीक्षण और स्वचालित प्रणालियों के साथ चिकनी एकीकरण शामिल है।
यह जानने के लिए कि DELEM DA-66T आपके संचालन में कैसे सुधार कर सकता है, कृपया हमारी JUGAO टीम से संपर्क करें। हम विस्तृत सहायता प्रदान करने और आपके विशिष्ट प्रश्नों का उत्तर देने के लिए तैयार हैं। अधिक जानकारी के लिए, हम आपको हमारे अतिरिक्त तकनीकी संसाधनों को भी देखने के लिए आमंत्रित करते हैं।

