















































अपने प्रेस ब्रेक के लिए आदर्श बैकगेज अक्ष कैसे चुनें
अपने प्रेस ब्रेक के लिए सही बैकगेज अक्ष का चयन करना एक महत्वपूर्ण निर्णय है जो सीधे आपके बेंडिंग ऑपरेशंस की सटीकता, दक्षता और बहुमुखी प्रतिभा को प्रभावित करता है। गलत तरीके से चुना गया अक्ष उत्पादन देरी, सामग्री अपशिष्ट और अस्थिर परिणामों का कारण बन सकता है। यह गाइड आपको मुख्य बातों के माध्यम से ले जाएगी और आपकी विशिष्ट आवश्यकताओं के लिए सबसे अच्छा बैकगेज कॉन्फ़िगरेशन पहचानने में आपकी सहायता करेगी।
1. BG-1 (X अक्स): बुनियादी बेंडिंग के लिए सरलता
X अक्स सबसे मौलिक बैकगेज सेटअप है, जो बैकगेज फिंगर्स के क्षैतिज गति को प्रदान करता है। यह कॉन्फिगरेशन उन बेंडिंग टास्क्स के लिए आदर्श है जहाँ सामग्रियों को एकल तल पर स्थिर स्थिति की आवश्यकता होती है।

लाभ:
लागत पर अधिक लाभ और संचालन की सरलता।
छोटे या सरल भागों पर दोहराने वाले मोड़ों के लिए पूर्ण।
मानकीकृत उत्पादन चलने के लिए न्यूनतम सेटअप समय।
मर्जित बिंदु:
जटिल या बहु-कोणीय मोड़ों के लिए लचीलापन की कमी है।
विभिन्न माterial मोटाई के लिए मैनुअल समायोजन की आवश्यकता हो सकती है।
सबसे अच्छा यह है:
ऑपरेटर जो उच्च-आयतन, कम-जटिलता कार्यों का संबंध रखते हैं जहाँ गति और सरलता प्राथमिकताएँ हैं।
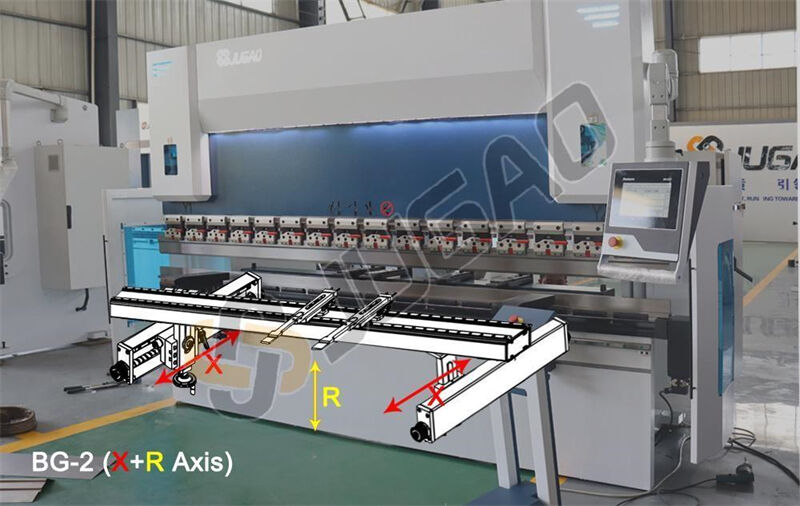
2. BG-2 (X+R Axis): कोणीय मोड़ों के लिए बढ़ी हुई लचीलापन।
X+R Axis प्रणाली क्षैतिज चलन को घूर्णन समायोजन के साथ मिलाती है, जो कोणीय या अरेखीय मोड़ों के लिए सटीक स्थिति देती है। R Axis पीछे के गेज उंगलियों को घूमने की अनुमति देता है, जो अधिक जटिल भाग ज्यामितियों को समायोजित करता है।
लाभ:
V-आकार या असममित मोड़ों के लिए सुधारित सटीकता।
कोणीय समायोजन के लिए मैनुअल हस्तक्षेप को कम करता है।
कार्य करते समय मoderately जटिल कार्यों का संभाल करते हुए कुशलता बनाए रखता है।
सबसे अच्छा यह है:
विभिन्न कोणों वाले हिस्सों का उत्पादन करने वाले कार्यशालाएँ या ऐसी जटिलताओं की आवश्यकता होने पर जिनमें कई झुकावों के साथ निरंतर पुनरावृत्ति की आवश्यकता होती है।
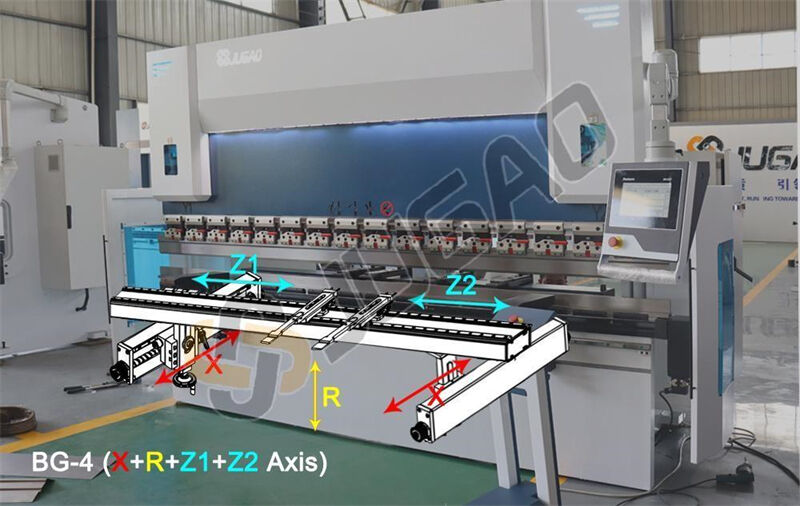
3. BG-4 (X+R+Z1+Z2 Axis): बहु-आयामी झुकाव के लिए दक्षता
X+R+Z1+Z2 Axis कॉन्फ़िगरेशन क्षैतिज और घूर्णन गति के साथ-साथ ऊर्ध्वाधर समायोजन (Z1 और Z2) पेश करता है। यह सेटअप उच्च-दक्षता अनुप्रयोगों के लिए डिज़ाइन किया गया है, जहाँ पदार्थ की मोटाई या झुकाव गहराई भिन्न होती है।
लाभ:
मोटे या बहु-परतीय पदार्थों के लिए ऊँचाई समायोजन सक्षम करता है।
विभिन्न गहराइयों पर क्रमिक झुकावों की आवश्यकता वाले हिस्सों के लिए आदर्श।
ऑपरेशन के बीच सेटअप परिवर्तन को न्यूनतम करता है।
सबसे अच्छा यह है:
उच्च-मिश्रण उत्पादन परिवेश जहाँ विविधता और दक्षता अनिवार्य है।
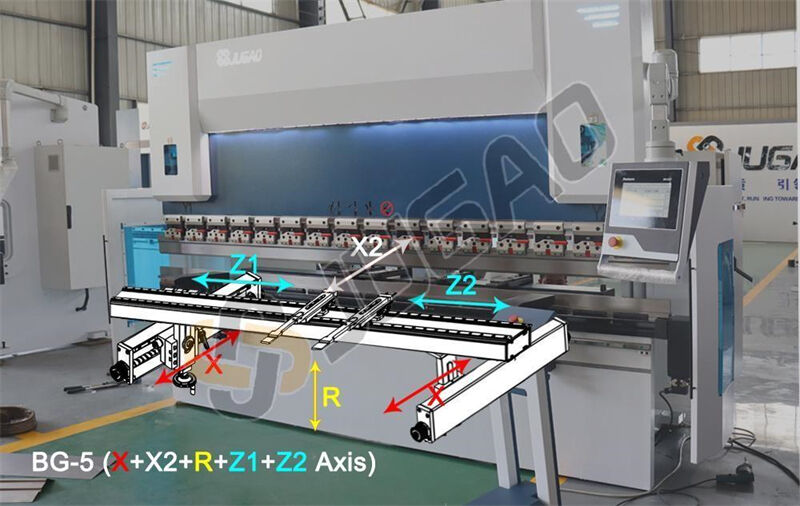
4. BG-5 (X+X2+R+Z1+Z2 Axis): जटिल हिस्सों के लिए उन्नत नियंत्रण
X+X2+R+Z1+Z2 Axis प्रणाली एक दूसरे क्षैतिज अक्ष (X2) जोड़ती है, जिससे backgauge उंगलियों का स्वतंत्र गति होती है। यह विशेष रूप से बड़े या अनियमित आकार के हिस्सों के लिए उपयोगी है जिनमें असमान झुकाव की आवश्यकता होती है।
लाभ:
एकाधिक बेंड पॉइंट्स के लिए समान समय में स्थिति निर्धारित करना समर्थ है।
अतिरिक्त आकार या असममित घटकों के लिए कुशलता में वृद्धि करता है।
अधिकतम सुविधाजनकता के लिए घूर्णनीय और ऊर्ध्वाधर समायोजन को मिलाता है।
सबसे अच्छा यह है:
जटिल, बहु-बेंड़ पार्ट्स या सक्षम निर्माण से सम्बंधित निर्माताओं।
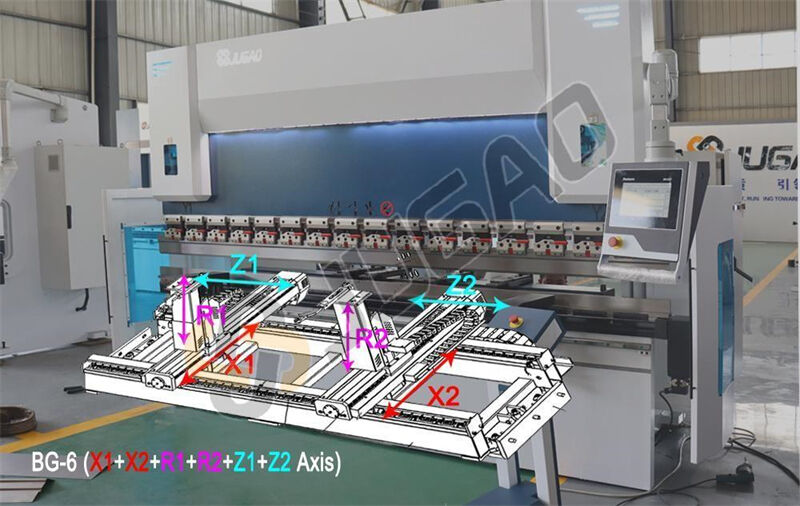
5. BG-6 (X1+X2+R1+R2+Z1+Z2 Axis): मांगने वाली एप्लिकेशन के लिए अंतिम सटीकता
X1+X2+R1+R2+Z1+Z2 Axis पीछे की माप की तकनीक का चरम बिंदु प्रतिनिधित्व करता है, जिसमें दो क्षैतिज, दो घूर्णनीय और दो ऊर्ध्वाधर अक्षों पर स्वतंत्र नियंत्रण प्रदान किया जाता है। यह विन्यास सबसे चुनौतीपूर्ण बेंडिंग कार्यों के लिए डिज़ाइन किया गया है।
लाभ:
विमान उद्योग, ऑटोमोबाइल, या भारी मशीनरी घटकों के लिए अपरिमित सटीकता।
बहुत सारे बेंड और कोणों के साथ जटिल ज्यामिति का संचालन करता है।
उच्च-stakes उत्पादन में त्रुटियों और पुनर्मूल्यांकन में कमी।
सबसे अच्छा यह है:
शून्य-सहनशीलता सटीकता की आवश्यकता और अत्यधिक जटिल घटकों को प्रसंस्कित करने की क्षमता वाले उद्योग।
महत्वपूर्ण चयन मानदंड
पीछे की मापदंड अक्ष चुनते समय, निम्नलिखित कारकों पर विचार करें:
सामग्री का प्रकार: मोटी या कठोर सामग्रियों के लिए बहु-अक्ष समायोजन की आवश्यकता हो सकती है।
मोड़ की जटिलता: सरल मोड़ कम अक्षों की आवश्यकता होती है, जबकि जटिल डिजाइन प्रभावी संरचनाओं की मांग करते हैं।
उत्पादन मात्रा: उच्च-मात्रा की चालू स्थितियों को स्वचालन-अनुकूल सेटअप से लाभ होता है।
भाग का आकार: बड़े या अनियमित आकार के भागों को अक्सर दो-अक्ष या घूर्णन नियंत्रण की आवश्यकता होती है।

निष्कर्ष
सही पीछे की मापदंड अक्ष चुनना आपकी कार्यक्रमी आवश्यकताओं और आपके प्रेस ब्रेक की क्षमताओं के बीच एक संतुलन है। प्रत्येक संरचना के बलों को समझकर, आप अपने कार्य प्रवाह को बेहतर बना सकते हैं, अपशिष्ट को कम कर सकते हैं और निरंतर, उच्च गुणवत्ता के परिणाम प्राप्त कर सकते हैं।
अपने उपकरण की संशोधित सिफारिशों के लिए, एक प्रेस ब्रेक विशेषज्ञ या निर्माता JUGAO CNC MACHINE से सलाह लें ताकि आपका उपकरण आपके उत्पादन लक्ष्यों के साथ मेल खाता है। JUGAO CNC MACHINE के मुख्य उत्पाद लेज़र कटिंग मशीन, CNC हाइड्रोलिक बेंडिंग मशीन, लेज़र वेल्डिंग मशीन, शीयरिंग मशीन और पाइप बेंडिंग मशीन आदि हैं, जो चादर धातु प्रसंस्करण, चासी कैबिनेट, प्रकाश उपभोग, मोबाइल फोन, 3C, रसोई उपकरण, स्नान, ऑटो पार्ट मशीनिंग और हार्डवेयर उद्योगों में उपयोग किए जाते हैं। यहां ऑनलाइन सलाह के लिए स्वागत है ताकि मशीन सूचना के बारे में अधिक जानें।
आज ही अपने बेंडिंग प्रक्रिया को अपग्रेड करें—शुद्धता सही बैकगेज से शुरू होती है!

