















































पाइप मोड़ने की मशीन की गाइड रेल्स पर घिसावट का मूल कारण कैसे निर्धारित करें?
पाइप मोड़ने की मशीन की गाइड रेल्स पर घिसावट का मूल कारण कैसे निर्धारित करें?

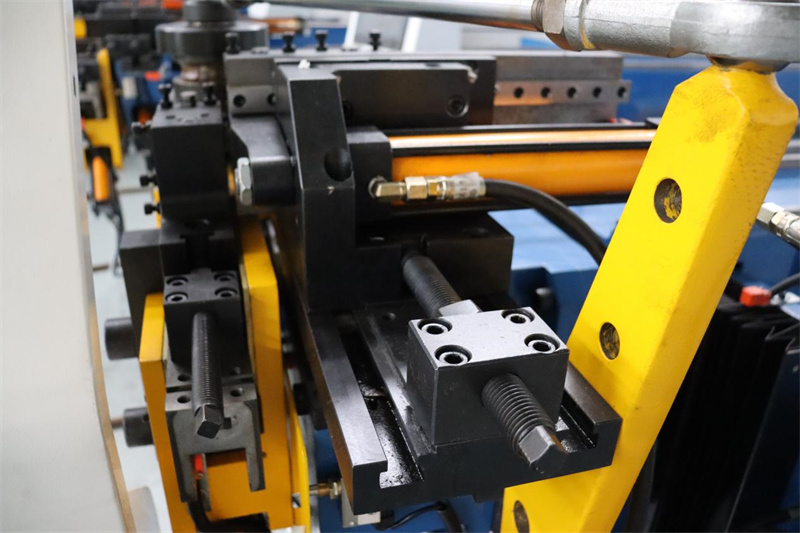
जब पाइप बेंडिंग मशीन की गाइड रेल्स का क्षरण हो जाता है और मशीन की सटीकता को प्रभावित करने लगता है, कंपन उत्पन्न करता है, या बेंडिंग कार्ट के चलने का प्रतिरोध बढ़ा देता है, तो उत्पाद की प्रसंस्करण गुणवत्ता और समग्र उत्पादन दक्षता में कमी आ जाएगी। यदि आप प्रारंभिक गाइड रेल क्षरण के कारणों की जाँच कर रहे हैं और इस समस्या के गंभीर नुकसान पैदा करने से पहले इसका मूल कारण खोजना चाहते हैं, तो यह लेख आपको व्यावहारिक मार्गदर्शन प्रदान करेगा। निम्नलिखित सामग्री में, मैं गाइड रेल क्षरण के सामान्य लक्षणों, निदान विधियों और समस्या-निवारण दृष्टिकोणों का व्यवस्थित रूप से परिचय दूंगा, ताकि रखरखाव टीमों और ऑपरेटर्स गाइड रेल क्षति के मूल कारण को सटीक रूप से निर्धारित कर सकें। समस्याओं का शुरुआती पहचान करके, आप अनावश्यक भागों के प्रतिस्थापन से बच सकते हैं, उपकरण के अपविधान (डाउनटाइम) को कम कर सकते हैं और बेंडिंग प्रक्रिया की स्थिरता सुनिश्चित कर सकते हैं।
कार्यक्रम के दौरान पाइप बेंडिंग मशीन की गाइड रेल्स के क्षरण का निर्धारण कैसे करें
1. बार-बार मोड़ने की प्रक्रियाओं के दौरान सटीकता में होने वाले परिवर्तनों का अवलोकन करें
पाइप बेंडिंग मशीनों में गाइड रेल के क्षरण के शुरुआती सामान्य लक्षणों में से एक प्रसंस्करण परिणामों में असंगति है। जब समान प्रोग्राम और प्रक्रिया पैरामीटर के तहत प्रसंस्कृत पाइपों में काफी कोणीय अंतर होता है, तो यह अक्सर इंगित करता है कि गाइड रेल की सतह पर क्षरण ने कैरिज की चलन स्थिरता को प्रभावित कर दिया है। यह सुझाव दिया जाता है कि कई मोड़ने के ऑपरेशनों के परिणामों की तुलना करने के लिए डिजिटल कोण मापन उपकरण का उपयोग किया जाए। यदि विचलन धीरे-धीरे बढ़ते हुए प्रवृत्ति दिखाता है, तो यह आमतौर पर यांत्रिक क्षरण समस्याओं की ओर इशारा करता है, न कि नियंत्रण प्रणाली या सॉफ्टवेयर विचलन की ओर।
2. असामान्य कंपन और शोर पर ध्यान दें।
कंपन केवल संचालन के दौरान एक व्यवधान नहीं है, बल्कि यह यांत्रिक विफलता का पूर्वसूचक भी है। जब गाइड रेल की सतह घिस जाती है या उस पर अपर्याप्त स्नेहन किया जाता है, तो कैरिज गति के दौरान सुग्लाई नहीं होता, जिससे घर्षण में वृद्धि होती है, जो शोर, पाइप की सतह पर कंपन के निशान और यहाँ तक कि स्थानीय अत्यधिक तापन का कारण बन सकता है। यदि भारी भार की स्थिति में कंपन अधिक प्रकट होता है, तो यह गाइड रेल की खराब संरेखण या स्नेहन प्रणाली की विफलता से संबंधित हो सकता है।
3. कैरिज को मैनुअल रूप से स्थानांतरित करें और चलने के प्रतिरोध की जाँच करें।
मैनुअल मोड पर स्विच करें और कैरिज को धीरे-धीरे धकेलकर यह महसूस करें कि क्या उसकी गति सुग्लाई है। यदि आप अवरोध, असमान प्रतिरोध या स्थानीय विराम का सामना करते हैं, तो यह आमतौर पर इंगित करता है कि गाइड रेल की सतह क्षतिग्रस्त है या कणों से दूषित है। सामान्य परिस्थितियों में, कैरिज को छोटे बाह्य बल के अधीन सुग्लाई रूप से गति करने में सक्षम होना चाहिए।
पाइप बेंडिंग मशीन में गाइड रेल के घिसावट के यांत्रिक कारणों का निदान कैसे करें

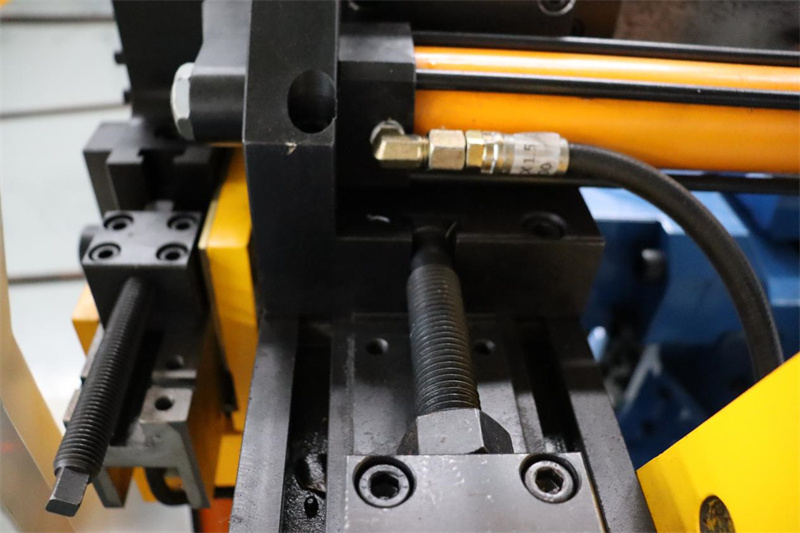
1. फ्रेम और गाइड रेल के बीच संरेखण विचलन।
खराब संरेखण असामान्य गाइड रेल के क्षरण का एक सामान्य कारण है। जब कैरिज और गाइड रेल अपनी गति की दिशा में पूर्णतः लंबवत नहीं होते हैं, तो भार गाइड रेल के एक ओर या स्थानीय क्षेत्र पर केंद्रित हो जाता है, जिससे असमान क्षरण होता है, जो एकतरफा धंसाव, खरोंच या तिरछे क्षरण पैटर्न के रूप में प्रकट होता है।
समाधान: गाइड रेल और कैरिज के संरेखण की जाँच के लिए डायल इंडिकेटर का उपयोग करें, धीरे-धीरे गाइड रेल माउंटिंग बोल्ट्स को समायोजित करें, और निरंतर विचलन की निगरानी करते रहें। ध्यान रखें कि आप कभी भी भार के अधीन बलपूर्वक संरेखण नहीं करना चाहिए, क्योंकि इससे संरचनात्मक तनाव उत्पन्न हो सकता है और क्षरण और अधिक बढ़ सकता है।
2. चिकनाई प्रणाली की विफलता या अनुचित उपयोग
गाइड रेल का सामान्य संचालन निरंतर और पर्याप्त चिकनाई पर निर्भर करता है। चिकनाई लाइनों में अवरोध, अस्थिर तेल आपूर्ति, या अनुपयुक्त चिकनाईकर्ताओं के उपयोग से धातु सतहों के बीच सीधा संपर्क हो जाता है, जिससे क्षरण तीव्रता से बढ़ जाता है।
समाधान: तेल प्रवाह को सुनिश्चित करने के लिए स्नेहन प्रणाली की साप्ताहिक जांच की सिफारिश की जाती है। रैखिक गति घटकों के लिए उपयुक्त विशेष स्नेहक का प्रयोग करें, साधारण वसा के उपयोग से बचें। यदि आवश्यक हो, तो प्रत्येक स्नेहन बिंदु में तेल की आपूर्ति की एकरूपता की पुष्टि करने के लिए प्रवाह परीक्षण करें।
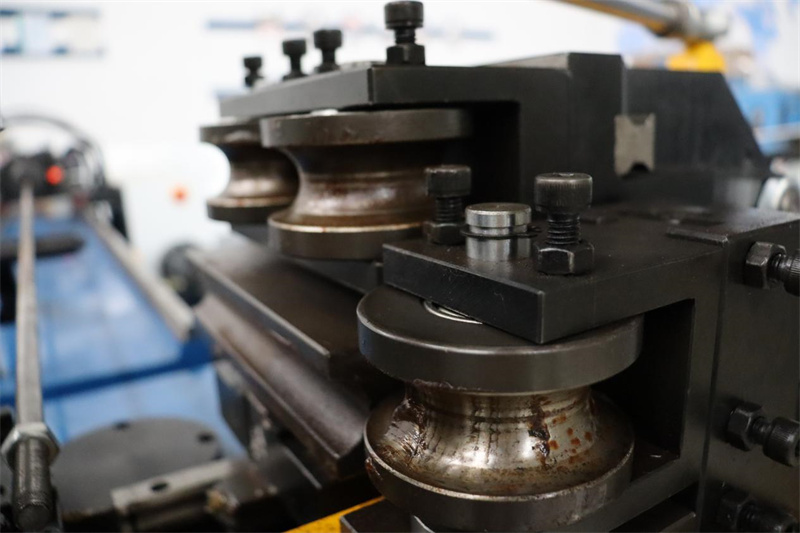
3. धातु की धूल या अशुद्धियों का प्रवेश
पाइप को मोड़ते समय पाइप और मोल्ड के बीच घर्षण से धातु के टुकड़े या अन्य कण उत्पन्न हो सकते हैं। यदि ये अशुद्धियाँ गाइड रेल की सतह पर चिपके रहती हैं और समय पर साफ नहीं की जाती हैं, तो वे घर्षण की तरह काम करेंगे, गाइड रेल के पहनने में तेजी लाएंगे।
समाधान: गाइड रेल पर सुरक्षात्मक कवर लगाने और नियमित सफाई कार्यक्रम स्थापित करने की सिफारिश की जाती है। रगड़ से बचने के लिए पानी से बचकर सूखे कपड़े का उपयोग करें। जब फेरोमैग्नेटिक सामग्री को संसाधित किया जाता है, तो धातु धूल के प्रसार को कम करने के लिए एक चुंबकीय संग्रह उपकरण जोड़ने पर विचार करें।
4. असमान भार वितरण
यदि ऑपरेटर स्थापना के दौरान पाइपों को स्तरित नहीं रखते हैं, या लंबे पाइपों का प्रभावी रूप से समर्थन नहीं करते हैं, तो गाइड रेल डिज़ाइन में निर्धारित रैखिक भार के बजाय अतिरिक्त ऐंठन बलों को सहन करेगी, जिससे असमान घिसावट होगी।
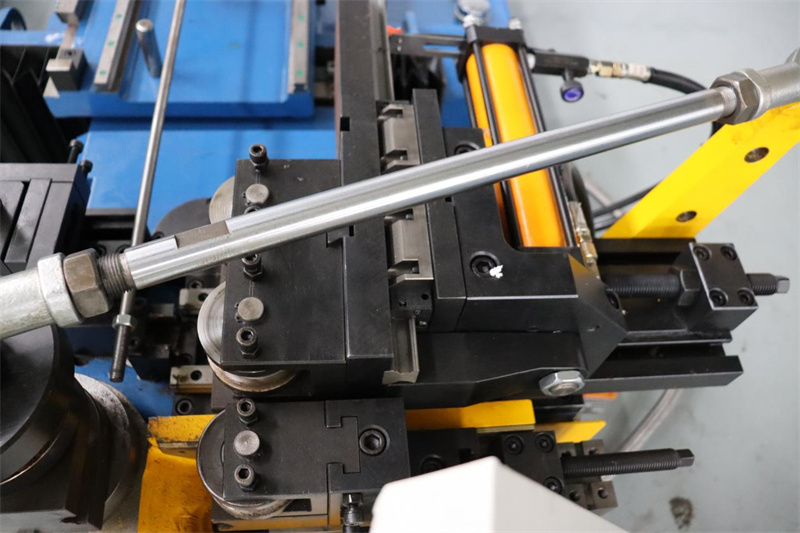
समाधान: पाइपों को मोड़ने से पहले उन्हें स्थिर रूप से रखने के लिए ऑपरेटर प्रशिक्षण को मजबूत करें। लंबे पाइपों के लिए सहायक समर्थन उपकरण स्थापित किए जा सकते हैं। लंबे समय तक उच्च भार के तहत काम करने वाले उपकरणों के लिए, गाइड रेल की भार वहन क्षमता का पुनर्मूल्यांकन करने और आवश्यकता पड़ने पर विशिष्टताओं को अपग्रेड करने की सिफारिश की जाती है।
नियमित रखरोट के माध्यम से गाइड रेल की घिसावट को देरी से कैसे रोकें
निरीक्षण योजना की सिफारिशें
साप्ताहिक: गाइड रेल की स्थिति का दृश्य निरीक्षण करें और सतह के मलबे को साफ करें।
मासिक: चिकनाई प्रणाली के संचालन की जाँच करें।
त्रैमासिक: एक व्यापक संरेखण और सटीकता परीक्षण करें।
वार्षिक: व्यवस्था का मूल्यांकन करने के लिए पेशेवरों को आमंत्रित करें।
चिकनाई आवृत्ति संदर्भ
हल्के भार के उपयोग के लिए: प्रत्येक दो सप्ताह में
मध्यम भार: सप्ताह में एक बार
निरंतर भारी भार उत्पादन: प्रत्येक 3 से 4 दिनों में
ऑपरेटर प्रशिक्षण अनिवार्य है
गाइड रेल के क्षरण के कई मामले गलत संचालन आदतों या शिफ्टों के बीच संचार की कमी से उत्पन्न होते हैं। यह अनुशंसित है कि स्पष्ट संचालन प्रक्रियाओं का विकास किया जाए, पाइप लोडिंग प्रक्रिया को मानकीकृत किया जाए, और शिफ्ट हैंडओवर के दौरान उपकरण की स्थिति का रिकॉर्ड रखा जाए। नए ऑपरेटरों को भी व्यवस्थित प्रशिक्षण से गुज़रना चाहिए ताकि वे सही संचालन विधियों को अच्छी तरह से सीख सकें।

वैज्ञानिक निरीक्षण, सटीक निदान और मानकीकृत नियमित रखरखाव के माध्यम से, आप पाइप बेंडिंग मशीन की गाइड रेल्स के सेवा जीवन को प्रभावी ढंग से बढ़ा सकते हैं, जिससे उपकरण की प्रसंस्करण सटीकता और संचालन स्थिरता सुनिश्चित होती है।

