















































DELEM DA53T उपकरण सेटिंग और मोल्ड अतिरिक्त के लिए ट्यूटोरियल
प्रेस ब्रेक उद्यो में, सटीक, उच्च-गुणवत्ता वाले मोड़ने के संचालन सुनिश्चित करने के लिए कुशल उपकरण विन्यास और प्रबंधन महत्वपूर्ण है। DELEM DA53T नियंत्रण प्रणाली, जिसका उन्नत कार्यक्षमता और उपयोगकर्ता-अनुकूल डिज़ाइन के कारण व्यापक रूप से उपयोग किया जाता है, ऑपरेटरों को नए उपकरण आसानी से जोड़ने की अनुमति देता है, जिससे मशीन के उपकरण विन्यास का अनुकूलन होता है। इस गाइड में DELEM DA53T में नए ऊपरी और निचले डाई जोड़ने की चरण-दर-चरण प्रक्रिया बताई गई है, जो आपको अपने प्रेस ब्रेक उपकरणों को सुचारू रूप से स्थापित करने में सहायता करेगी और एक सुचारू तथा कुशल प्रक्रिया सुनिश्चित करेगी।
उपकरण सेटअप क्यों महत्वपूर्ण है
टूल सेटअप प्रेस ब्रेक संचालन के लिए मौलिक है। उचित टूल विन्यास सटीक और सुसंगत मोड़ना सुनिश्चित करता है, जो उत्पाद की गुणवत्ता और उत्पादन दक्षता दोनों के लिए महत्वपूर्ण है। DELEM DA53T नियंत्रक में नए उपकरण जोड़ने के तरीके को समझना न केवल उत्पादन प्रक्रियाओं को अनुकूलित करता है, बल्कि विविध ग्राहक आवश्यकताओं के लिए लचीली प्रतिक्रिया की अनुमति भी देता है।
इस गाइड में DELEM DA53T प्रणाली में ऊपरी और निचले डाई जोड़ने की विस्तृत जानकारी दी गई है। त्रुटियों से बचने और सही और विश्वसनीय टूल विन्यास सुनिश्चित करने के लिए कृपया चरणों का ध्यानपूर्वक पालन करें।
भाग 1: नए पंच (ऊपरी साँचे) जोड़ना
आपके टूलिंग सेटअप का पहला चरण DELEM DA53T नियंत्रक में पंच, या ऊपरी साँचे, जोड़ना है। पंच को कॉन्फ़िगर करने के लिए नीचे दिए गए चरणों का पालन करें।
मशीन पर क्लिक करें
DELEM DA53T इंटरफ़ेस पर उस विशिष्ट मशीन का चयन करके प्रक्रिया शुरू करें जिसके साथ आप काम करना चाहते हैं। यह प्रारंभिक कदम महत्वपूर्ण है, क्योंकि यह सुनिश्चित करता है कि आप द्वारा लागू की गई सेटिंग्स और कॉन्फ़िगरेशन चयनित मशीन की क्षमताओं और विनिर्देशों के अनुरूप होंगी। टचस्क्रीन नियंत्रण का उपयोग करके इंटरफ़ेस पर नेविगेट करें, जो उपयोगकर्ता-अनुकूल संचालन के लिए डिज़ाइन किए गए हैं। एक बार जब आप सही मशीन मॉडल की पहचान कर लेते हैं, तो आगे बढ़ने के लिए अपने चयन की पुष्टि करें। इस सावधानीपूर्वक ध्यान देने से न केवल सेटअप प्रक्रिया अधिक सुचारु रूप से होती है, बल्कि आपके द्वारा किए जाने वाले मोड़ने के संचालन की समग्र दक्षता और सटीकता में भी सुधार होता है।
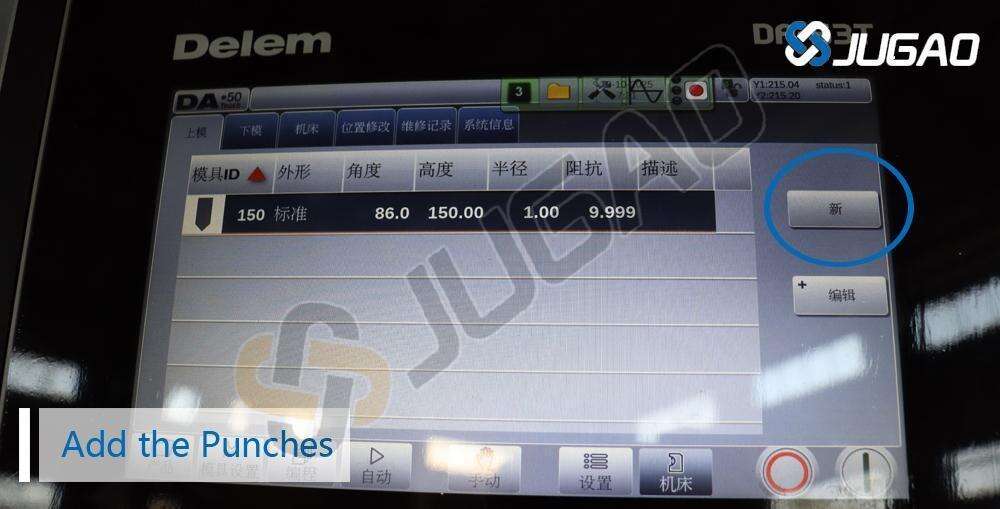
पंच जोड़ें
नियंत्रण पैनल में, एक नया पंच जोड़ने की प्रक्रिया शुरू करने के लिए "पंच" अनुभाग पर जाएं। आपके मोड़ने के संचालन के लिए उपलब्ध विभिन्न पंचों का प्रबंधन करने के लिए इस अनुभाग को विशेष रूप से डिज़ाइन किया गया है। एक बार जब आप पंच अनुभाग में हों, तो एक नया पंच जोड़ने के लिए "पंच जोड़ें" विकल्प पर क्लिक करें। इससे आपको प्रणाली में एक नया पंच शामिल करने के लिए आवश्यक चरणों के माध्यम से मार्गदर्शन मिलेगा। इसके बाद, एक नया पंच प्रविष्टि बनाने के लिए "नया" बटन दबाएं। इस क्रिया से एक फॉर्म खुलता है जहां आप आयाम, सामग्री का प्रकार और विनिर्देश जैसे आवश्यक विवरण दर्ज कर सकते हैं, यह सुनिश्चित करते हुए कि नया पंच आपकी आवश्यकताओं के अनुसार सही ढंग से कॉन्फ़िगर किया गया है।
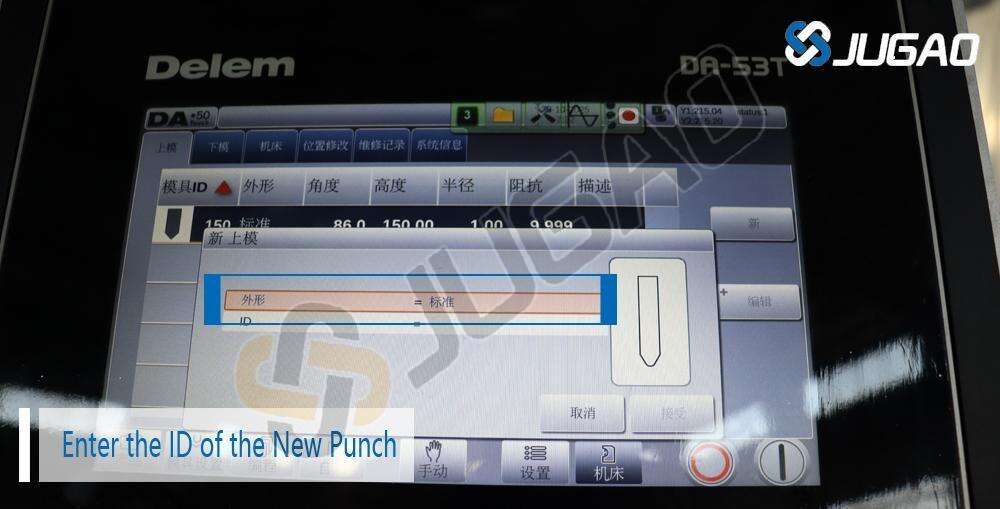
नए पंच की आईडी दर्ज करें
नए पंच के लिए विशिष्ट आईडी या नाम निर्दिष्ट फ़ील्ड में दर्ज करें। यह पहचानकर्ता आवश्यक है, क्योंकि यह सीधे उस भौतिक पंच मोल्ड से मेल खाना चाहिए जिसे आप प्रेस ब्रेक पर स्थापित कर रहे हैं। एक अच्छी तरह से चुनी गई आईडी संगठन बनाए रखने में सहायता करती है और यह सुनिश्चित करती है कि ऑपरेटर सेटअप और संचालन के दौरान सही पंच को आसानी से पहचान और पुनः प्राप्त कर सकें। पंच की प्रमुख विशेषताओं, जैसे उसके आकार या कार्य के अनुरूप नामकरण प्रणाली का उपयोग करना उचित है, ताकि त्वरित पहचान सुनिश्चित हो सके। इस प्रकार विस्तृत ध्यान न केवल कार्यप्रवाह दक्षता में सुधार करता है, बल्कि मोड़ने की प्रक्रिया के दौरान त्रुटियों के जोखिम को भी कम करता है।
पंच ऊंचाई मापें
नए पंच की ऊंचाई को सावधानीपूर्वक मापें ताकि यह आपकी मशीन में सही ढंग से फिट हो सके। इष्टतम प्रदर्शन प्राप्त करने और किसी भी संचालन समस्या को रोकने के लिए सटीक मापन आवश्यक है। इस उदाहरण में, पंच की मापी गई ऊंचाई 120.10 मिमी है। यह सटीक आयाम महत्वपूर्ण है, क्योंकि छोटी से छोटी गलती भी प्रेस ब्रेक के भीतर पंच की संरेखण और कार्यक्षमता को प्रभावित कर सकती है। मापन के बाद, स्थापना से पहले इसकी शुद्धता की पुष्टि करने के लिए ऊंचाई की दोबारा जांच करें। सही ढंग से फिट होने वाला पंच न केवल मोड़ने की प्रक्रिया की गुणवत्ता में सुधार करता है, बल्कि मशीन के संचालन की समग्र सुरक्षा और दक्षता में भी योगदान देता है।

पंच की ऊंचाई दर्ज करें
नए पंच की विशिष्टताओं को मशीन द्वारा सही ढंग से पहचानने सुनिश्चित करने के लिए DELEM DA53T सिस्टम में 120.10 मिमी की पंच ऊंचाई दर्ज करें। यह चरण महत्वपूर्ण है, क्योंकि इससे सिस्टम को अपनी सेटिंग्स के अनुसार समायोजित करने में सक्षम बनाया जाता है, जिससे पंच के विशिष्ट आयामों के अनुरूप मोड़ने की प्रक्रिया को अनुकूलित किया जा सके। इंटरफ़ेस के पंच अनुभाग में उपयुक्त फ़ील्ड पर जाएं और माप को सटीकता के साथ दर्ज करें। ऊंचाई दर्ज करने के बाद संचालन के दौरान किसी भी संभावित समस्या से बचने के लिए डेटा की पुष्टि कर लें। विस्तृत ध्यान देने से मोड़ने की प्रक्रिया की अखंडता बनी रहती है और समग्र उत्पादकता में वृद्धि होती है।

स्लॉट कोण दर्ज करें
पंच स्लॉट का कोण मोड़ने की प्रक्रिया में एक महत्वपूर्ण कारक है, क्योंकि यह उत्पादित मोड़ की गुणवत्ता और सटीकता को सीधे प्रभावित करता है। इस विशेष चरण के लिए, स्लॉट के कोण को 85 डिग्री पर सेट किया जाता है। DELEM DA53T प्रणाली में इस मान को सही ढंग से दर्ज करना आवश्यक है ताकि यह सुनिश्चित हो सके कि मशीन निर्दिष्ट मापदंडों के भीतर संचालित हो। ऐसा करने के लिए, पंच स्लॉट कोण के लिए निर्धारित फ़ील्ड पर जाएं और 85 डिग्री का मान दर्ज करें। अपनी प्रविष्टि की पुष्टि करने के लिए दोबारा जांच करें, क्योंकि थोड़ी सी भी त्रुटि संरेखण में गड़बड़ी और मोड़ने के समग्र परिणाम को प्रभावित कर सकती है।

त्रिज्या मान दर्ज करें
पंच में अक्सर एक त्रिज्या होती है जो मोड़ के प्रोफाइल को परिभाषित करने और सामग्री में वांछित वक्रता सुनिश्चित करने के लिए आवश्यक है। यह त्रिज्या मोड़ के अंतिम आकार को निर्धारित करने में महत्वपूर्ण भूमिका निभाती है, जिससे दृष्टिगत रूप और कार्यक्षमता दोनों प्रभावित होते हैं। इस विशिष्ट पंच के लिए, त्रिज्या को 0.5 मिमी पर मापा गया है। यह अपेक्षाकृत छोटी त्रिज्या सामग्री के विरूपण के जोखिम को कम करते हुए सटीक मोड़ने की अनुमति देती है। इस त्रिज्या को प्रणाली में सही ढंग से दर्ज करना महत्वपूर्ण है, क्योंकि इससे यह सुनिश्चित होता है कि मशीन सही ढंग से मोड़ने की प्रक्रिया को निष्पादित कर सके, जिससे उच्च गुणवत्ता वाले परिणाम प्राप्त हों जो निर्दिष्ट डिज़ाइन आवश्यकताओं को पूरा करते हैं।

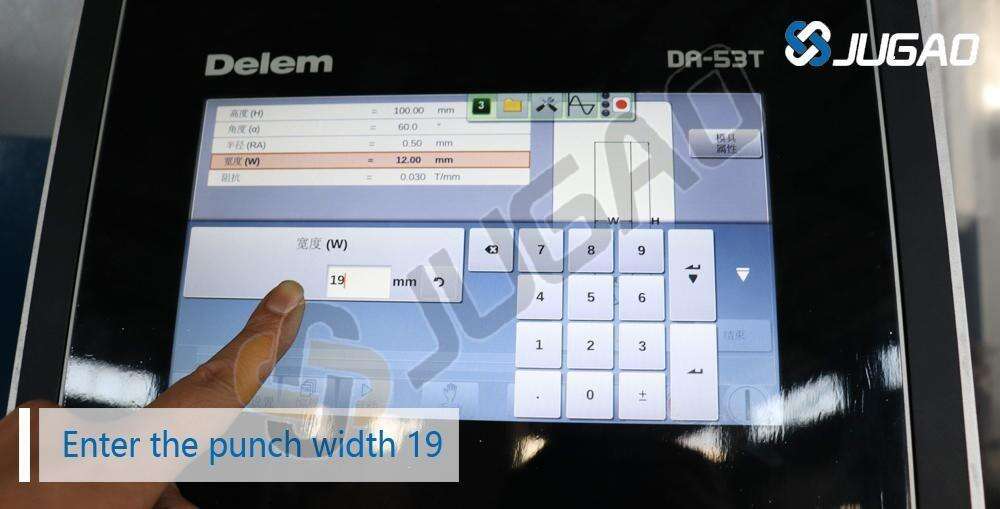
पंच चौड़ाई मापें
अगला कदम डाई की चौड़ाई को मापना है, क्योंकि यह आयाम प्रेस ब्रेक के साथ-साथ विशिष्ट मोड़ने के अनुप्रयोग के लिए इसकी संगतता के लिए महत्वपूर्ण है। इस उदाहरण के लिए, डाई की चौड़ाई 26.07 मिमी दर्ज की गई है। यह माप महत्वपूर्ण है क्योंकि यह सीधे तौर पर सामग्री की मोड़ने की क्षमता और संचालन के दौरान डाई के समग्र प्रदर्शन को प्रभावित करता है। मापते समय यह सुनिश्चित करें कि चौड़ाई को सटीक रूप से और लगातार उचित उपकरणों का उपयोग करके मापा गया हो, ताकि किसी भी असंगति से बचा जा सके। एक बार जब आप चौड़ाई की पुष्टि कर लेते हैं, तो इस मान को प्रणाली में दर्ज करना आवश्यक है, क्योंकि इससे मोड़ने की प्रक्रिया पर सटीक नियंत्रण बनाए रखने और इष्टतम परिणाम सुनिश्चित करने में मदद मिलेगी।

डाई की चौड़ाई दर्ज करें
पंच की चौड़ाई, जो 26.07 मिमी है, को DELEM DA53T नियंत्रक में दर्ज करें ताकि मशीन इस महत्वपूर्ण आयाम को पहचान सके। बेंडिंग प्रक्रिया की सटीकता और दक्षता बनाए रखने के लिए यह कदम आवश्यक है। नियंत्रक के इंटरफ़ेस के उस अनुभाग तक पहुँचकर शुरुआत करें जो पंच विशिष्टताओं के लिए निर्धारित है। सावधानीपूर्वक चौड़ाई माप दर्ज करें, यह सुनिश्चित करते हुए कि इसे सही ढंग से दर्ज किया गया है ताकि कोई संचालन त्रुटि न हो। मान दर्ज करने के बाद, सटीकता के लिए दोबारा जाँच करें, क्योंकि छोटी से छोटी गलती भी बेंडिंग संचालन के दौरान गंभीर समस्याएँ पैदा कर सकती है। पंच चौड़ाई को ठीक से दर्ज करने से आपकी मशीन के समग्र प्रदर्शन और विश्वसनीयता में सुधार होगा।
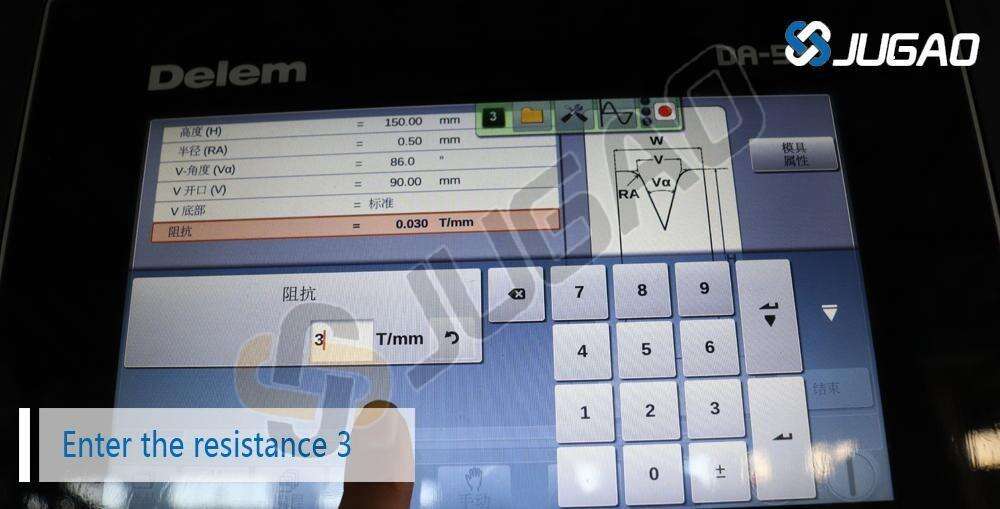
प्रतिरोध मान दर्ज करें
बेंडिंग प्रक्रिया के दौरान इष्टतम प्रदर्शन सुनिश्चित करने हेतु प्रणोदक (पंच) के लिए प्रतिरोध मान को सिस्टम में दर्ज करें। इस मामले में, प्रतिरोध को 3 के मान पर कॉन्फ़िगर किया गया है। यह सेटिंग सामग्री के साथ पंच की अंतःक्रिया को प्रभावित करती है, जिससे मोड़ की गुणवत्ता और समग्र ऑपरेशन की दक्षता दोनों प्रभावित होती है। इस मान को दर्ज करने के लिए, DELEM DA53T नियंत्रक के भीतर उस निर्धारित खंड पर जाएँ जो पंच पैरामीटर्स को संबोधित करता है। सावधानीपूर्वक प्रतिरोध मान 3 दर्ज करें, यह सुनिश्चित करते हुए कि यह सटीक हो ताकि उत्पादन के दौरान किसी भी संभावित समस्या से बचा जा सके। अपनी प्रविष्टि की दोबारा जाँच करें ताकि इसकी सहीता की पुष्टि हो सके, क्योंकि विस्तृत ध्यान बेंडिंग प्रक्रिया की अखंडता और विश्वसनीयता बनाए रखने में मदद करेगा।

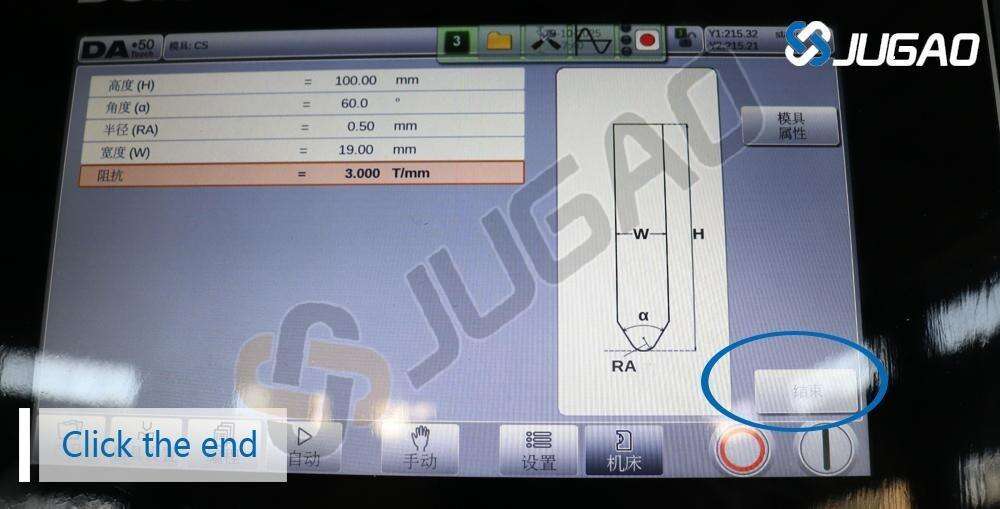
सहेजें और समाप्त करें
एक बार जब सभी पंच पैरामीटर DELEM DA53T नियंत्रक में सही ढंग से दर्ज कर दिए जाते हैं, तो सेटअप को अंतिम रूप देना आवश्यक होता है द्वारा “End” बटन पर क्लिक करके। इस क्रिया से आपके द्वारा दर्ज की गई सभी कॉन्फ़िगरेशन सहेज दी जाएंगी, जिससे यह सुनिश्चित होता है कि मशीन भविष्य के संचालन के लिए निर्दिष्ट सेटिंग्स को बनाए रखे। “End” पर क्लिक करने से पहले, सभी पैरामीटर की एक बार अंतिम जाँच कर लें, यह सुनिश्चित करते हुए कि प्रत्येक मान सही और पूर्ण है। यह चरण महत्वपूर्ण है, क्योंकि कोई भी लापरवाही मोड़ने की प्रक्रिया के दौरान संचालन में अक्षमता या त्रुटियों का कारण बन सकती है। पंच सेटअप को सहेजकर आप एक सुचारु कार्यप्रवाह को सुविधाजनक बनाते हैं और अपने उत्पादन संचालन की समग्र प्रभावशीलता में वृद्धि करते हैं।
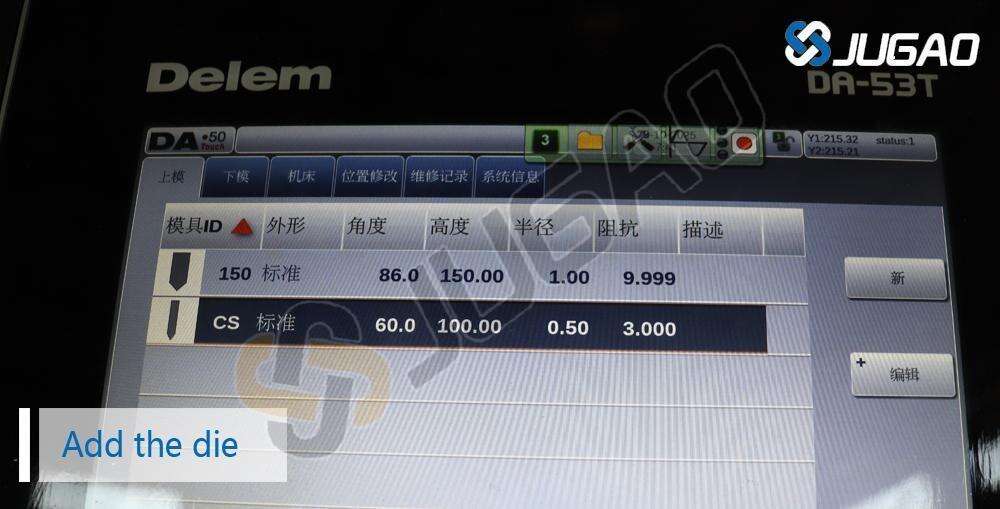
भाग 2: नए डाईज़ (निचले साँचे) जोड़ना
सफलतापूर्वक पंच कॉन्फ़िगर करने के बाद, अगला कदम डाईज़ को जोड़ना होता है, जिन्हें निचले साँचे के रूप में भी जाना जाता है, जिससे टूलिंग सेटअप पूरा होता है। यह चरण मोड़ने की प्रक्रिया को सुचारु और कुशलतापूर्वक संचालित करना सुनिश्चित करने के लिए महत्वपूर्ण है। उन उपयुक्त डाईज़ का चयन करके शुरू करें जो आपने अभी सेट की गई पंच की विशिष्टताओं से मेल खाते हों। मशीन के निर्धारित क्षेत्र में डाईज़ को सावधानीपूर्वक स्थापित करें, इस बात का ध्यान रखते हुए कि वे उचित संरेखण में हों ताकि उत्तम प्रदर्शन सुनिश्चित हो सके। डाई के आयामों और संगतता पर विशेष ध्यान दें, क्योंकि ये कारक सीधे तौर पर उत्पादित मोड़ों की गुणवत्ता को प्रभावित करेंगे। डाईज़ के समग्र टूलिंग सेटअप में बिना किसी रुकावट के एकीकरण सुनिश्चित करने के लिए इन चरणों का दृढ़ता से पालन करें, जिससे सटीक और प्रभावी मोड़ने की प्रक्रियाओं का मार्ग प्रशस्त हो।
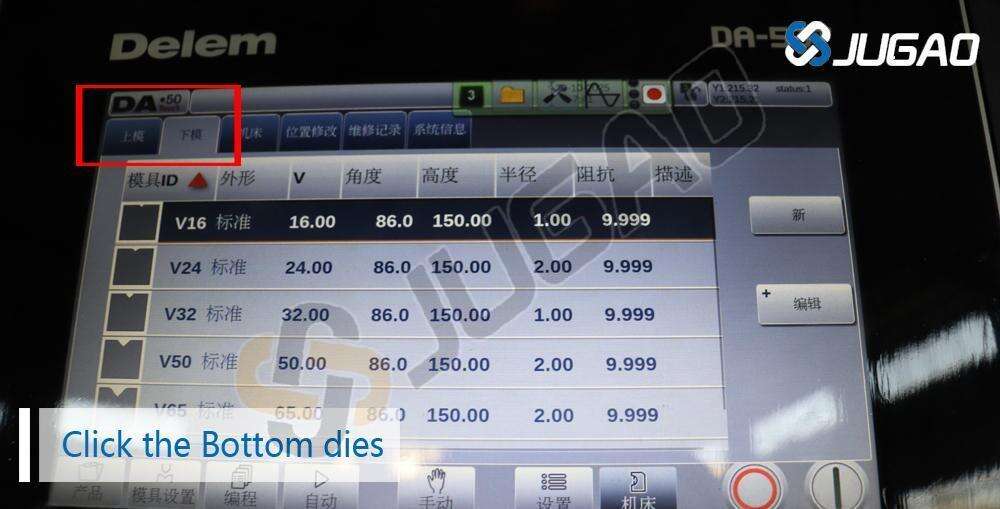
बॉटम डाईज़ सेक्शन पर क्लिक करें
नया डाई जोड़ने की प्रक्रिया शुरू करने के लिए DELEM DA53T इंटरफ़ेस के "बॉटम डाईज़" अनुभाग पर जाएं। निचले साँचों को कॉन्फ़िगर करने के लिए यह अनुभाग विशेष रूप से आरक्षित है, जो मोड़ने की प्रक्रिया में महत्वपूर्ण भूमिका निभाते हैं। एक बार जब आप इस क्षेत्र में प्रवेश कर लेते हैं, तो आपको डाईज़ से संबंधित विभिन्न विकल्प और सेटिंग्स मिलेंगे। आयाम, सामग्री का प्रकार और डाई के लिए प्रासंगिक कोई भी विशिष्ट विशेषताओं जैसे आवश्यक विवरण दर्ज करने के लिए नया डाई जोड़ने का विकल्प चुनकर शुरुआत करें। कॉन्फ़िगर किए गए पंच के साथ संगतता बनाए रखने के लिए सुनिश्चित करें कि आप यह जानकारी सही ढंग से दर्ज करें। इन चरणों का ध्यानपूर्वक पालन करने से टूलिंग सेटअप में सुगमता आएगी और आपके मोड़ने के संचालन की समग्र दक्षता में वृद्धि होगी।
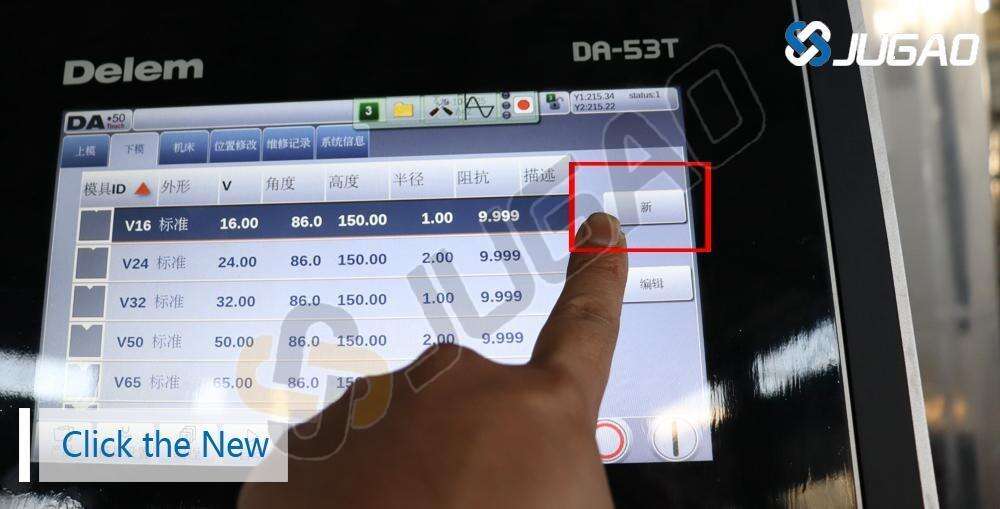
नया क्लिक करें
ठीक उसी तरह जैसे पंच के साथ होता है, DELEM DA53T इंटरफ़ेस के भीतर एक नया डाई प्रविष्टि बनाने के लिए "नया" बटन पर क्लिक करें। यह क्रिया आपको नई डाई के लिए सभी आवश्यक विशिष्टताओं को दर्ज करने की अनुमति देगी, जिससे यह सुनिश्चित होगा कि यह आपके मौजूदा टूलिंग सेटअप के साथ पूरी तरह से संरेखित हो। एक बार जब आप "नया" पर क्लिक करते हैं, तो एक फॉर्म प्रदर्शित होगा, जो आपको डाई के आयाम, सामग्री गुणों और उसके कार्य से संबंधित कोई विशिष्ट विशेषताएं जैसे आवश्यक विवरण दर्ज करने के लिए प्रेरित करेगा। यह सुनिश्चित करने के लिए इस प्रक्रिया के दौरान पूर्णता और सटीकता बनाए रखना महत्वपूर्ण है कि ऑपरेशन के दौरान डाई अनुकूलतम ढंग से काम करे। एक नई डाई प्रविष्टि को सावधानीपूर्वक बनाकर, आप उच्च गुणवत्ता वाले मोड़ प्राप्त करने और अपने उत्पादन कार्यप्रवाह की समग्र दक्षता बनाए रखने की स्थिति तैयार करते हैं।
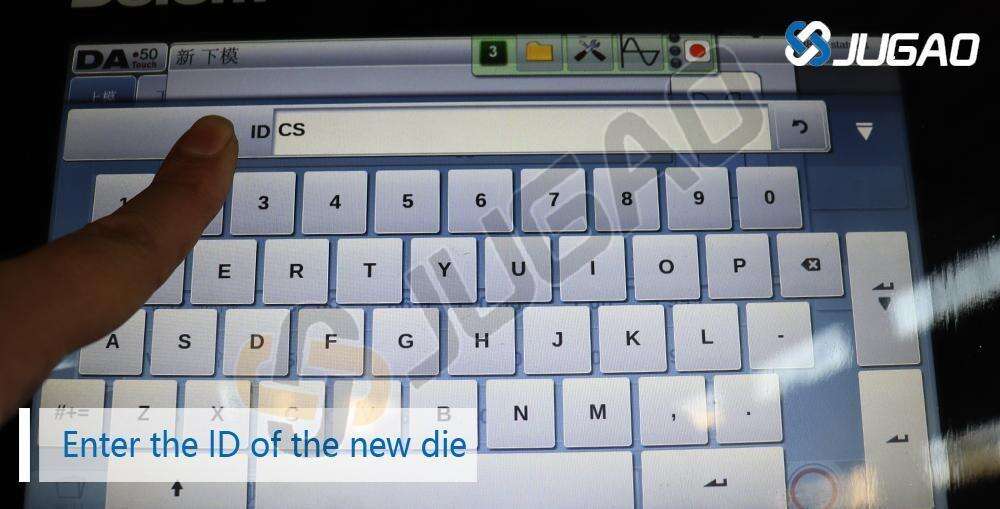
नई डाई का आईडी दर्ज करें
नए डाई के लिए विशिष्ट आईडी या नाम दर्ज करें, यह सुनिश्चित करते हुए कि यह उस भौतिक डाई मोल्ड के अनुरूप हो जिसका उपयोग आप कर रहे हैं। इस पहचान की उत्पादन के दौरान ऑपरेटरों को सही डाई को आसानी से पहचानने और चुनने में सुविधा प्रदान करने के लिए व्यवस्था बनाए रखने के लिए महत्वपूर्ण है। एक उचित आईडी या नाम डाई की विशिष्टताओं या निर्धारित उपयोग को दर्शाना चाहिए, जिससे भविष्य में त्वरित संदर्भ की सुविधा मिले। शुद्धता के लिए दर्ज की गई जानकारी की दोबारा जाँच करने का समय लें, क्योंकि कोई भी असंगति मोड़ने की प्रक्रिया में भ्रम और संभावित त्रुटियों का कारण बन सकती है। डिजिटल प्रविष्टि और भौतिक मोल्ड के बीच सटीक मिलान सुनिश्चित करके, आप अपने संचालन की समग्र दक्षता और विश्वसनीयता में योगदान देते हैं।
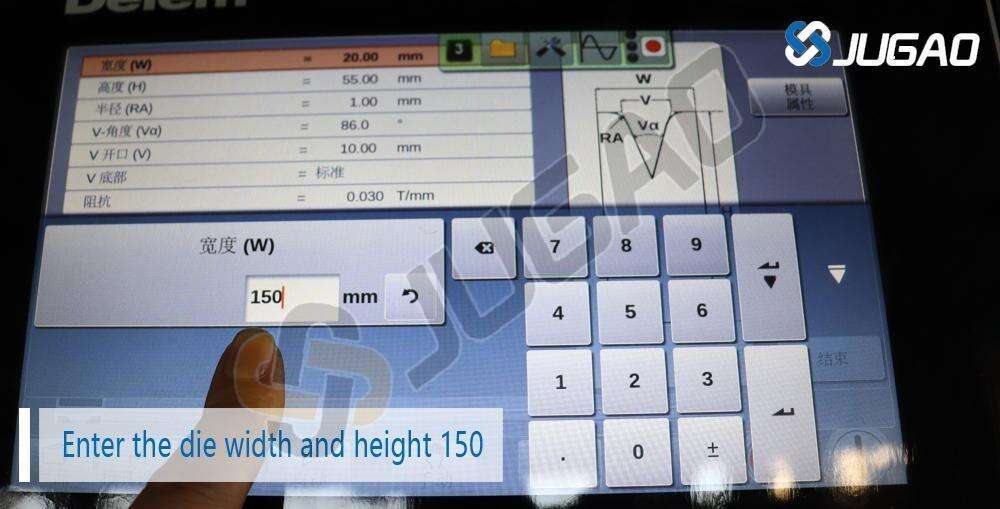
डाई के आयाम मापें
नए डाई की चौड़ाई और ऊंचाई को सटीकता के साथ मापें, क्योंकि बेंडिंग प्रक्रिया के दौरान उचित संरेखण और कार्यक्षमता सुनिश्चित करने के लिए ये आयाम महत्वपूर्ण हैं। इस उदाहरण के लिए, चौड़ाई और ऊंचाई दोनों को 150 मिमी के रूप में दर्ज किया गया है। कैलिपर या इसी तरह के मापने वाले उपकरण का उपयोग करके, इन मापों को सटीकता सुनिश्चित करने के लिए सावधानीपूर्वक लें। किसी भी मामूली भिन्नता पर ध्यान देना महत्वपूर्ण है, क्योंकि छोटी-से-छोटी गलती भी डाई के प्रदर्शन और उत्पादित बेंड की गुणवत्ता को प्रभावित कर सकती है। एक बार जब आपने पुष्टि कर ली है कि दोनों आयाम वास्तव में 150 मिमी हैं, तो DELEM DA53T इंटरफ़ेस में इस जानकारी को दर्ज करें, ताकि इष्टतम परिणामों के लिए संबंधित पंच के विनिर्देशों के साथ संरेखण सुनिश्चित हो सके।

डाई आयाम दर्ज करें
प्रणाली में डाई की चौड़ाई और ऊंचाई दर्ज करें, दोनों माप को 150 मिमी के रूप में निर्दिष्ट करें। डेलेम डीए53टी इंटरफेस के भीतर डाई के सही कॉन्फ़िगरेशन के लिए यह चरण आवश्यक है। जैसे ही आप इन आयामों को दर्ज करते हैं, सटीकता बनाए रखने के लिए किसी भी टाइपोग्राफिकल त्रुटि की दोबारा जाँच करना सुनिश्चित करें। चौड़ाई और ऊंचाई का सही प्रवेश महत्वपूर्ण है, क्योंकि यह सीधे तौर पर मोड़ने की प्रक्रिया के दौरान डाई के पंच के साथ संपर्क को प्रभावित करता है। एक बार मान दर्ज हो जाने के बाद, सही होने की पुष्टि करने के लिए अपने इनपुट की समीक्षा करें। यह सावधानी सहज संचालन सुनिश्चित करने में मदद करेगी और आपके उत्पादन कार्यप्रवाह की समग्र प्रभावशीलता में योगदान देगी।
त्रिज्या मान दर्ज करें
ठीक वैसे ही जैसे पंच के साथ, मोड़ने की प्रक्रिया के दौरान सटीक कार्यक्षमता सुनिश्चित करने के लिए मशीन में डाई की त्रिज्या (रेडियस) भी दर्ज करनी चाहिए। इस विशिष्ट डाई के लिए, त्रिज्या का माप 0.5 मिमी है। इस माप को सही ढंग से दर्ज करना महत्वपूर्ण है, क्योंकि त्रिज्या उत्पादित मोड़ की वक्रता को प्रभावित करती है और अंतिम उत्पाद की समग्र गुणवत्ता पर प्रभाव डाल सकती है। जैसे ही आप DELEM DA53T इंटरफ़ेस में त्रिज्या दर्ज करते हैं, कृपया सत्यापित कर लें कि मान सही है और उपयोग की जा रही भौतिक डाई के अनुरूप है। इस तरह के बारीकियों पर ध्यान देने से उत्पादन दक्षता को प्रभावित करने वाली किसी भी असंगति को रोकने में मदद मिलेगी और यह सुनिश्चित होगा कि संचालन के दौरान डाई अपने उद्देश्य के अनुसार कार्य करे।

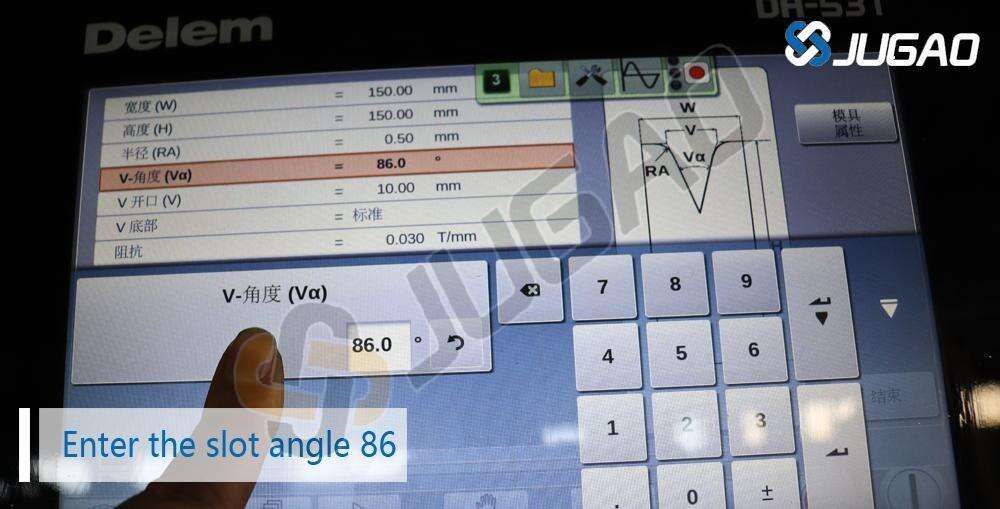
स्लॉट कोण दर्ज करें
डाई के लिए स्लॉट कोण एक अन्य महत्वपूर्ण पैरामीटर है जिसे सिस्टम में सटीक रूप से दर्ज करना आवश्यक है। यह कोण मोड़ने की प्रक्रिया के दौरान सामग्री के साथ डाई की अंतःक्रिया को निर्धारित करने में महत्वपूर्ण भूमिका निभाता है। इस विशिष्ट डाई के लिए, आपको स्लॉट कोण 86 डिग्री के रूप में दर्ज करना चाहिए। DELEM DA53T इंटरफ़ेस में यह जानकारी दर्ज करते समय यह सुनिश्चित करना आवश्यक है कि कोण सटीक हो, क्योंकि थोड़ी सी भी विसंगति गलत मोड़ का कारण बन सकती है और तैयार उत्पाद की समग्र गुणवत्ता को प्रभावित कर सकती है। 86 डिग्री का स्लॉट कोण दर्ज करने के बाद, अपने इनपुट की सटीकता की पुष्टि करने के लिए एक क्षण लें, जो आपके उत्पादन संचालन में निरंतर प्रदर्शन और दक्षता बनाए रखने में सहायता करता है।
स्लॉट चौड़ाई मापें
डाई की स्लॉट चौड़ाई को सावधानीपूर्वक मापें, क्योंकि वांछित मोड़ने के परिणाम प्राप्त करने के लिए यह आयाम महत्वपूर्ण है। इस उदाहरण में, स्लॉट चौड़ाई 9 मिमी के रूप में दर्ज की गई है। कैलिपर या इसी तरह के मापन उपकरण का उपयोग करते हुए, सुनिश्चित करें कि आप सटीक माप लें ताकि किसी भी संभावित असमानता से बचा जा सके जो उत्पादन को प्रभावित कर सकती है। स्लॉट चौड़ाई सीधे तौर पर इस बात को प्रभावित करती है कि सामग्री डाई में कैसे फिट होती है और यह मोड़ की गुणवत्ता और परिशुद्धता को प्रभावित कर सकती है। एक बार जब आपने पुष्टि कर ली है कि स्लॉट चौड़ाई वास्तव में 9 मिमी है, तो सुनिश्चित करें कि इस माप को DELEM DA53T इंटरफ़ेस में दर्ज करें, जिससे संचालन के दौरान इष्टतम प्रदर्शन के लिए अन्य मापदंडों के साथ सही ढंग से संरेखण हो सके।

स्लॉट चौड़ाई दर्ज करें
DELEM DA53T प्रणाली में स्लॉट चौड़ाई दर्ज करें, और इसे सटीक रूप से 90 मिमी पर सेट करें। डाई और मोड़े जा रहे पदार्थ के बीच उचित संबंध सुनिश्चित करने के लिए यह माप महत्वपूर्ण है। जैसे ही आप इस मान को दर्ज करते हैं, किसी भी त्रुटि की दोबारा जाँच करने के लिए विशेष सावधानी बरतें, क्योंकि छोटी से छोटी गलती भी मोड़ने की प्रक्रिया में गंभीर समस्याओं का कारण बन सकती है। एक बार जब आपने पुष्टि कर ली है कि स्लॉट चौड़ाई सही ढंग से 90 मिमी के रूप में दर्ज कर दी गई है, तो अन्य पैरामीटर्स की समीक्षा करें ताकि यह सुनिश्चित हो सके कि वे इस माप के अनुरूप हैं। उत्पादन दक्षता बनाए रखने और अपने ऑपरेशन में उच्च गुणवत्ता वाले परिणाम प्राप्त करने के लिए इस प्रकार का विस्तृत ध्यान आवश्यक है।

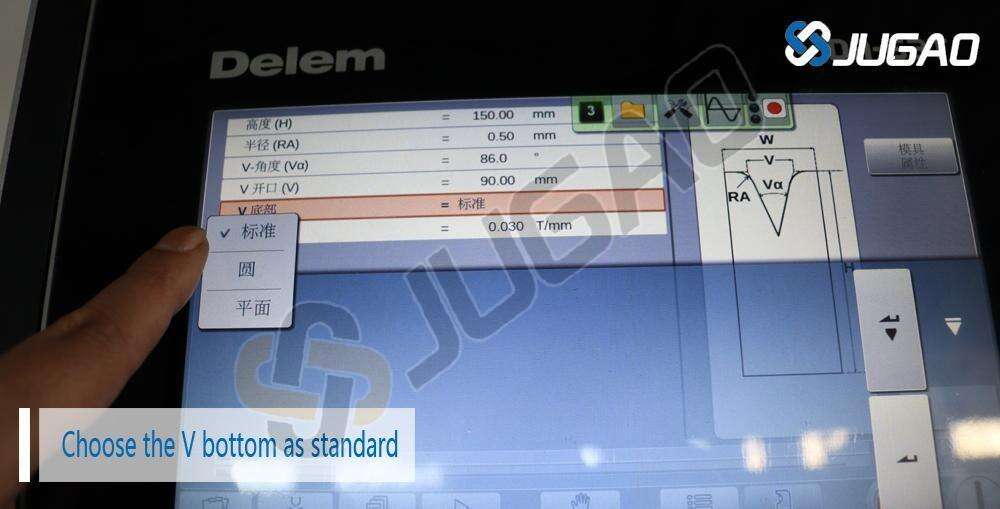
मानक के रूप में V बॉटम चुनें
अधिकांश प्रेस ब्रेक के लिए मानक माने जाने वाले डाई के लिए V तल के विकल्प का चयन करें। विभिन्न सामग्रियों में सटीक मोड़ उत्पन्न करने में इसकी बहुमुखी प्रकृति और प्रभावशीलता के कारण V तल डिज़ाइन को प्राथमिकता दी जाती है। यह डाई बल के समान वितरण की सुविधा प्रदान करती है, जिससे सामग्री को सही और सुसंगत ढंग से आकार दिया जा सके। DELEM DA53T इंटरफ़ेस में इस विकल्प का चयन करते समय, अपनी विशिष्ट मोड़ने की आवश्यकताओं के साथ इसकी संगतता पर ध्यान दें। V तल विन्यास के विकल्प चुनकर आप अपने मोड़ने के संचालन की विश्वसनीयता में सुधार करते हैं, जो आपकी उत्पादन प्रक्रियाओं में बेहतर दक्षता और उच्च गुणवत्ता वाले उत्पादन में योगदान देता है।
प्रतिरोध मान दर्ज करें
डाई प्रतिरोध मूल्य दर्ज करें, यह सुनिश्चित करें कि यह 3 पर सेट है। यह पैरामीटर यह निर्धारित करने के लिए आवश्यक है कि मोड़ प्रक्रिया के दौरान दबाव के तहत मरकज कैसे प्रदर्शन करेगा। डाई प्रतिरोध मूल्य सीधे लागू बल के लिए सामग्री की प्रतिक्रिया को प्रभावित करता है, जो उत्पादित मोड़ की सटीकता और गुणवत्ता को प्रभावित करता है। DELEM DA53T प्रणाली में यह मान दर्ज करते समय, किसी भी संभावित त्रुटियों को रोकने के लिए सटीकता की दो बार जाँच करें जो झुकने के संचालन को खतरे में डाल सकती हैं। 3 पर डाई प्रतिरोध सेट करने से डाई और सामग्री के बीच इष्टतम बातचीत सुनिश्चित होती है, प्रभावी झुकने को बढ़ावा मिलता है और आपके निर्माण कार्यप्रवाह की समग्र सफलता में योगदान होता है। इस विवरण पर आपका ध्यान उत्पादन दक्षता और उत्पाद की गुणवत्ता के उच्च मानकों को बनाए रखने में मदद करेगा।
सहेजें और समाप्त करें
एक बार जब सभी मरम्मत पैरामीटर सावधानीपूर्वक दर्ज कर लिए जाते हैं, तो मरम्मत विन्यास को सहेजने के लिए End पर क्लिक करके सेटअप को अंतिम रूप देने का समय आ गया है। यह कदम महत्वपूर्ण है, क्योंकि यह सुनिश्चित करता है कि सभी विशिष्ट सेटिंग्स जैसे स्लॉट चौड़ाई, स्लॉट कोण और डाई प्रतिरोधDELEM DA53T प्रणाली में सुरक्षित रूप से संग्रहीत हैं। डाई सेटअप को सहेजकर, आप भविष्य के संचालन के लिए एक विश्वसनीय संदर्भ बनाते हैं, बाद के मोड़ में त्रुटियों के जोखिम को कम करते हैं। अंत पर क्लिक करने से पहले, प्रत्येक पैरामीटर की अंतिम बार समीक्षा करने के लिए एक क्षण का समय लें ताकि उनकी सटीकता की पुष्टि हो सके। इस प्रक्रिया को पूरा करने से न केवल आपके कार्यप्रवाह में सुधार होता है बल्कि आपके उत्पादन कार्यों की समग्र दक्षता और गुणवत्ता में भी सुधार होता है।

अपने औजारों की स्थापना को अंतिम रूप देना
अब जबकि डेलेम DA53T नियंत्रक में पंच और डाई को कॉन्फ़िगर कर दिया गया है, आपकी टूलिंग सेटअप पूर्ण हो गई है। मोड़ने की प्रक्रिया के दौरान त्रुटियों को रोकने के लिए सभी दर्ज किए गए मानों की दोबारा जाँच करना आवश्यक है। आपके प्रेस ब्रेक पर उच्च-गुणवत्ता वाले मोड़ प्राप्त करने में सही टूलिंग सेटअप एक महत्वपूर्ण भूमिका निभाती है।
एक बार कॉन्फ़िगरेशन पूरा हो जाने के बाद, आप एक परीक्षण मोड़ कर सकते हैं ताकि यह सत्यापित किया जा सके कि नए जोड़े गए साँचे अपने उद्देश्य के अनुसार कार्य कर रहे हैं और सब कुछ सही ढंग से संचालित हो रहा है।
निष्कर्ष
DELEM DA53T नियंत्रक में नए साँचे जोड़ना एक सरल प्रक्रिया है जो विस्तार के प्रति सावधानीपूर्वक ध्यान रखने पर निर्भर करती है। इस चरण-दर-चरण मार्गदर्शिका का पालन करके, आप नए पंच और डाई को कुशलता और सटीकता से कॉन्फ़िगर कर सकते हैं, जिससे आपके प्रेस ब्रेक के लिए एक सुचारु टूलिंग सेटअप संभव हो जाता है। चाहे किसी नए प्रोजेक्ट के लिए टूलिंग तैयार कर रहे हों या किसी विशिष्ट कार्य के लिए मशीन को अनुकूलित कर रहे हों, प्रभावी ढंग से साँचे कॉन्फ़िगर करने का ज्ञान मशीन के प्रदर्शन को अनुकूलित करने और गुणवत्तापूर्ण मोड़ सुनिश्चित करने के लिए महत्वपूर्ण है।
अपने कार्यप्रवाह में एक उचित टूलिंग सेटअप को शामिल करने से प्रेस ब्रेक संचालन की दक्षता बढ़ जाती है और आपकी टीम लगातार उच्च-परिशुद्धता वाले भागों का उत्पादन करने में सक्षम होती है। जब भी आपको नए साँचे जोड़ने की आवश्यकता हो, इस मार्गदर्शिका का उपयोग करें, और DELEM DA53T नियंत्रक के साथ प्रेस ब्रेक टूलिंग सेटअप में महारत हासिल करने की ओर अग्रसर हो जाएं।

