मोड़ने वाले मोल्ड का बुनियादी ज्ञान
1. मोड़ने वाला ऊपरी डाय
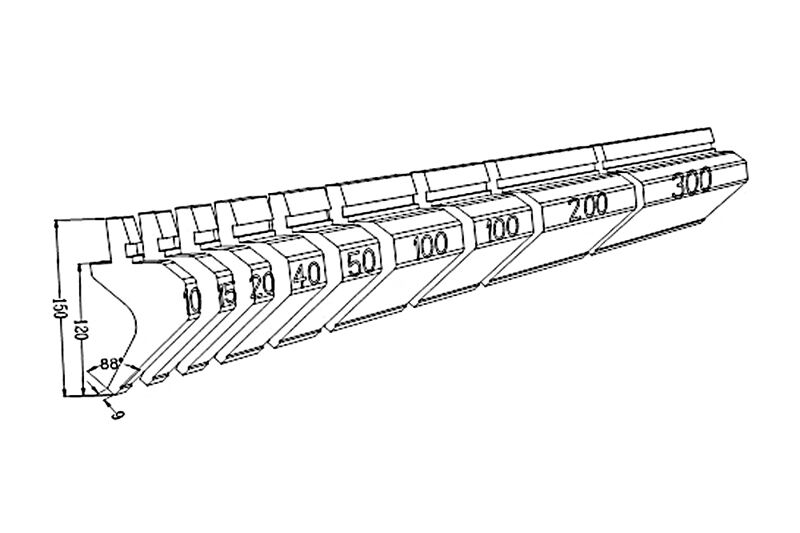
ऊपरी डाय को फोल्डिंग नाइफ भी कहा जाता है। इसे दो प्रकारों में विभाजित किया गया है: सम्पूर्ण और विभाजित। सम्पूर्ण ऊपरी डाय की लंबाई 415mm और 835mm है। विभाजित प्रकार की लंबाई 10, 15, 20, 40, 50, 100 (बाएं कान), 100 (दाएं कान), 200, 300 (mm); है; विभाजित डाय को विभिन्न मोड़ने वाली लंबाईयों में मिलाया जा सकता है।
ऊपरी डाय को चार प्रकारों में विभाजित किया गया है: सीधा नाइफ, घुमावदार नाइफ, चापदार नाइफ, और विशेष नाइफ।
(1) सीधे चाकूओं के प्रकार और प्रोसेसिंग विशेषताएं
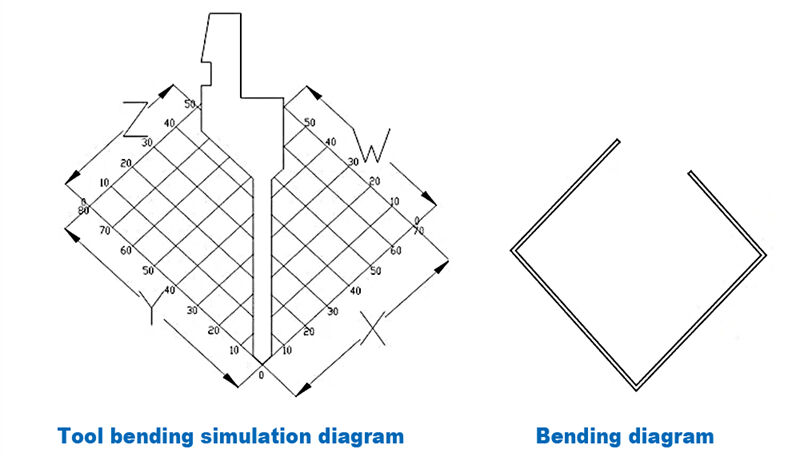
वक्र प्रोडัก्ट्स बेंड करने के लिए उपयुक्त है, अग्र और पीछे की दिशा को बचाया जा सकता है, टूल की मोटाई 6mm है, इसलिए बेंड करने के लिए खोल छोटा 6mm तक हो सकता है।
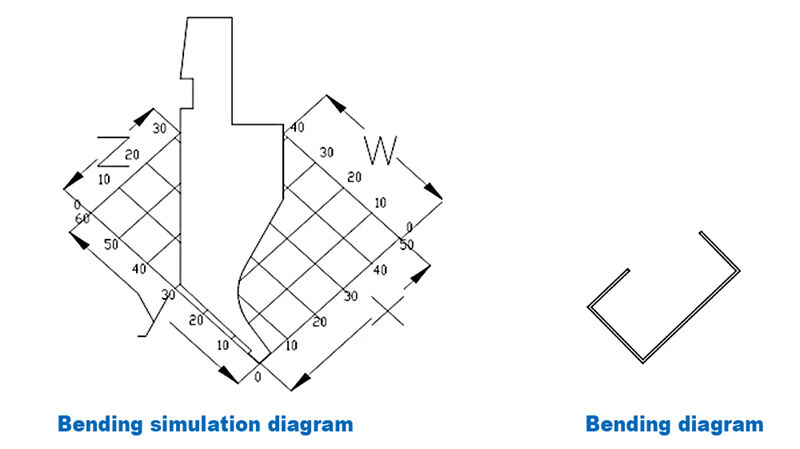
टूल बेंडिंग सिमुलेशन चार्ट से यह देखा जा सकता है कि टूल की अग्र और पीछे की दिशा को बचाया जा सकता है, लेकिन Z और W की लम्बाई X और Y की लम्बाई से छोटी है। इस टूल का टिप कोण 88 डिग्री है, और टिप R कोण 0.2 है। इसके अलावा, 30 डिग्री और 45 डिग्री के टिप कोण वाले टूल आमतौर पर उपयोग में लिए जाते हैं।
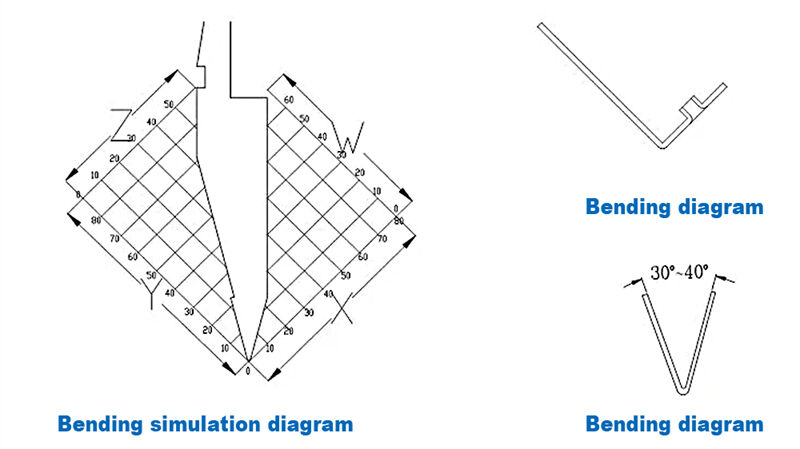
टिप कोण 30 डिग्री है, और टिप R कोण 0.67 है, इसलिए बेंड कोण 30 से 180 डिग्री तक हो सकता है। टूल के टिप का छोटा कोण बड़े छेद या नट से बचने के लिए उपयोग किया जा सकता है। इसे गहरे प्रवेश के मॉल्ड के रूप में भी उपयोग किया जा सकता है, और टूल अग्र और पीछे की ओर से बच सकता है।
(2) घुमावदार चाकूओं के प्रकार और प्रोसेसिंग विशेषताएं
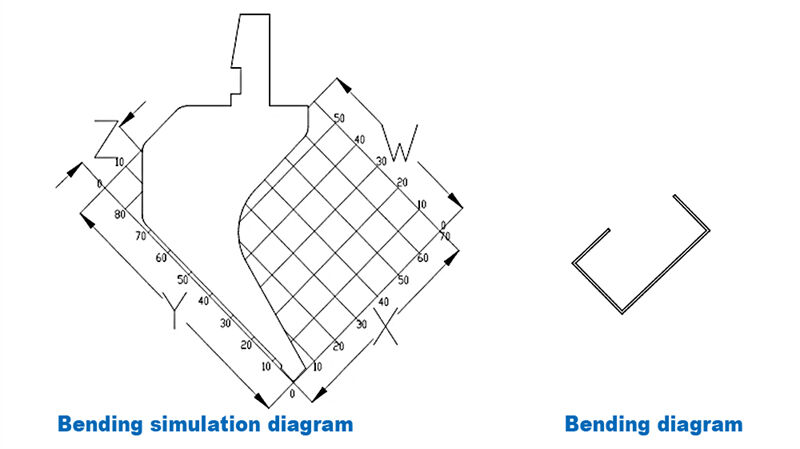
मोड़ने की प्रक्रिया के दौरान, उपकरण मुख्य रूप से W दिशा में टकराहट से बचने का उपयोग करता है। जब X>15MM हो, तो टकराहट से बचने का प्रभाव बदतर होता जाता है। जब Y>30 हो, तो मोड़ने की स्थिति पूरी होती है, अन्यथा यह चाकू के पीछे टकरा जाएगा। इस प्रकार के उपकरण को सामान्यतः एक छोटे घुमावदार चाकू के रूप में जाना जाता है।
मोड़ने की प्रक्रिया के दौरान, उपकरण मुख्य रूप से W दिशा में टकराहट से बचने का उपयोग करता है। जब X>25MM हो, तो टकराहट से बचने का प्रभाव बदतर होता जाता है। जब Y>75 हो, तो मोड़ने की स्थिति पूरी होती है, अन्यथा यह चाकू के पीछे टकरा जाएगा। इस प्रकार के उपकरण को सामान्यतः एक बड़े घुमावदार चाकू के रूप में जाना जाता है।
(3) चाप काटने वाले उपकरणों के प्रकार और प्रसंस्करण विशेषताएँ
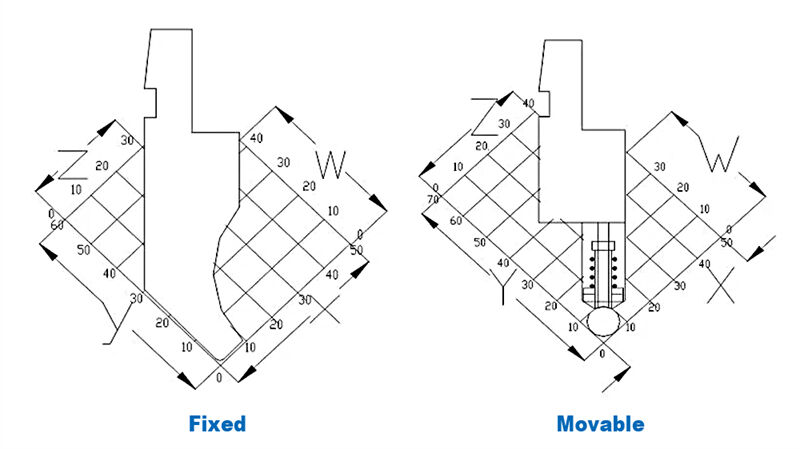
आर्क कटर्स को स्थिर और चलने वाले प्रकार में विभाजित किया जाता है। आर्क कटर्स गोल बार को बदलकर विभिन्न आर्क बेंडिंग प्रोसेसिंग स्थितियों को पूरा करते हैं। जब एक स्थिर आर्क कटर की X आयाम >10MM होती है, तो इसका अपवाद प्रभाव एक छोटे घुमावदार कटर के समान होता है। निचले डाय के लिए सामान्य चयन मानदंड आर्क का व्यास प्लेट की मोटाई के दो गुने के बराबर होता है।
(4) विशेष उपकरणों के प्रकार और प्रोसेसिंग विशेषताएँ
फोल्डिंग मशीन के विशेष उपकरणों में स्टेप-डाउन डायज़, फ्लैटनिंग डायज़ और कुछ विशेष-आकार के बेंडिंग ऊपरी डायज़ शामिल हैं।
a: मौजूदा स्टेप-डाउन डायज़ को 415mm और 835mm के दो प्रकारों में विभाजित किया जाता है। खंडित आकार की आकृति की आकार विनिर्देशिका के अनुसार बेंडिंग आकार बनाया जाता है। हालांकि, जब प्लेट की मोटाई मोटी होती है, जैसे T=2.0, तो गंभीर अंडाकार गहराई और उपकरण की स्वतः ही सीमाओं को ध्यान में रखते हुए, बनाना मुश्किल होगा।

b: समतलीकरण रेखांकन का ऊपरी मोल्ड एक सपाट मोल्ड है, और निचला मोल्ड को सामान्य बेंडिंग निचले मोल्ड से प्रतिस्थापित किया जा सकता है, लेकिन V ग्रोव से बचें। इसका मुख्य उपयोग मरे छोर के समतलीकरण और रिवेटिंग नट्स जैसी प्रोसेसिंग विधियों के लिए किया जाता है।
2. बेंडिंग निचला मोल्ड
फोल्डिंग मशीन का निचला डाय हाउस बेंडिंग निचला डाय, इन्सर्शन निचला डाय, समतलीकरण निचला डाय आदि शामिल है।
(1) बेंडिंग निचला डाय
फोल्डिंग मशीन के बेंडिंग निचले डाय का चयन मुख्य रूप से प्रसंस्कृत उत्पाद की प्लेट मोटाई पर आधारित होता है। वर्तमान में, Yixin कंपनी का निचला डाय चयन मानक 6T है, जिसे स्थानीय संचालनों के मानक के रूप में उपयोग किया जाता है, जब तक विशेष परिस्थितियां न हों। जब प्रसंस्करण प्रतिबंधों के कारण बड़े V या छोटे V ग्रोव प्रसंस्करण की आवश्यकता होती है, तो बेंडिंग गुणांक को अनुसार समायोजित किया जाना चाहिए।
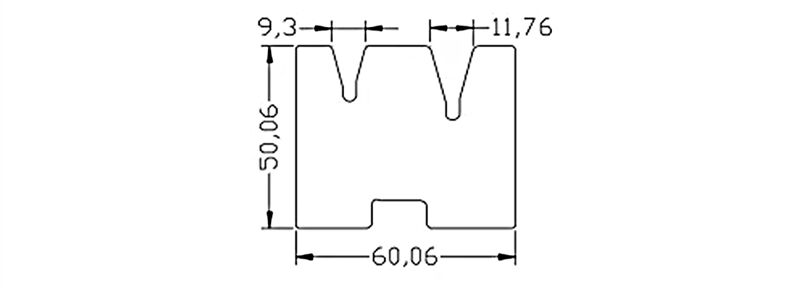
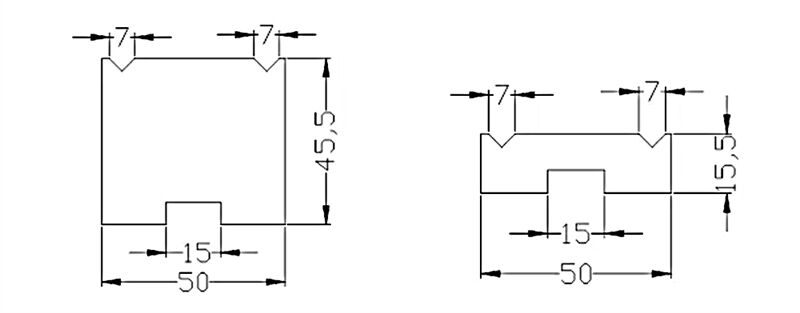
मोल्ड विश्लेषण: आकृति में निचले डाय का एक प्रकार दिखाया गया है। V ग्रोव के प्रकार मुख्य रूप से 4V, 6V, 7V, 8V, 10V, 12, 16V, 25V और कुछ विशेष बड़े V ग्रोव बेंडिंग टूल्स शामिल हैं। इस प्रकार के बेंडिंग निचले डाय को मुख्य रूप से ऊँचाई के अनुसार 46 ऊँचा और 26 ऊँचा विभाजित किया गया है।
(2) इन्सर्शन डीप्थ निचला डाय
मोल्ड विश्लेषण: आकृति में इन्सर्शन डीप्थ निचले डाय का एक प्रकार दिखाया गया है। V ग्रोव के प्रकार मुख्य रूप से 4V, 6V, 8V, 12 और कुछ विशेष इन्सर्शन डीप्थ निचले डाय शामिल हैं। यह 30-180 डिग्री के बीच किसी भी कोण के लिए बेंडिंग और इन्सर्ट करने के लिए उपयुक्त है।