















































Por que é intuitivo o modo automático DELEM DA-69S?
No campo das operacións avanzadas de dobrado, o modo automático DELEM DA-69S destaca pola súa concepción orientada ao usuario. Sexa que sexa un técnico experimentado ou un novato en prensas dobradoras, este artigo levarao a través das vantaxes principais deste modo e explicará como simplifica os procesos de traballar o metal e mellora a eficiencia operativa.
I. Deseño intuitivo da interface do modo automático DELEM DA-69S
O deseño da interface é clave para mellorar a usabilidade. O modo automático DA-69S simplifica a lóxica operativa e optimiza a presentación da información, facendo que as operacións complexas de dobrado sexan máis accesibles.
1. Menú de navegación simplificado
O menú de navegación do modo automático do DA-69S está optimizado cunha lóxica operativa clara:
• Prema no botón "Auto" para cambiar o sistema de control ao modo de produción automático.
• Prema a tecla "Inicio", e o programa executará cada paso de dobrado secuencialmente sen intervención manual, mellorando significativamente a eficiencia.
• Ao cambiar entre diferentes produtos na biblioteca de produtos, o modo automático pode pasar directamente ao estado de produción sen axustes repetidos.
• Ao seleccionar un novo programa de dobrado, o sistema amosará un aviso de "comprobar ferramentas" para asegurar que o modelo e posición das ferramentas sexan correctos, evitando erros operativos.

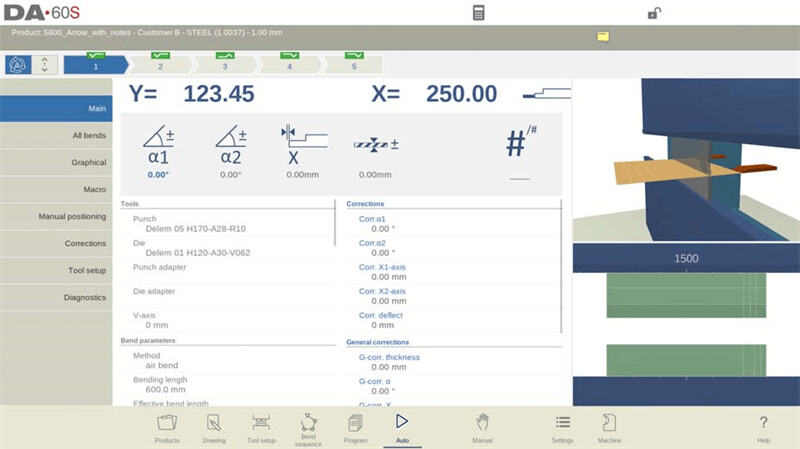
Ademais, a parte superior da pantalla no modo automático amosa claramente o produto seleccionado actualmente e a súa descrición para unha confirmación rápida. O selector de dobrez na parte superior mostra todos os pasos de plegado pendentes; ao tocar un paso selecciónase a operación desexada, e ao premer a tecla de inicio iníciase a produción desde ese paso, ofrecendo maior flexibilidade. Os iconos grandes (botóns en formato de bloques) situados encima do menú facilitan a modificación rápida dos parámetros máis utilizados, reducindo os pasos operativos.
2. Axustes Detallados de Parámetros
Este modo permite axustes refinados de parámetros, permitindo a personalización segundo diferentes requisitos de plegado para asegurar a precisión do procesamento:
• Correccións de Ángulo (Eixes Y1/Y2): Poden realizarse axustes por separado para os lados esquerdo e dereito da máquina. Por exemplo, se un ángulo programado de 90° resulta nun dobrez de 92°, simplemente estabeleza un valor de corrección de -2°. Este valor gardarase automaticamente para garantir a consistencia nas seguintes operacións.
• Correccións dos Eixes Y1/Y2: Aplicable a procesos de programación absoluta ou de fondo. Os parámetros de corrección almacénanse no programa actualmente activo, eliminando a necesidade de introducilos repetidamente.
• Correccións do eixe auxiliar: Activadas en función do compensado do dobrado do eixe X, estas correccións optimizan a precisión do dobrado e simplifican os fluxos de traballo.
• Correccións xerais: Aplícanse parámetros universais como grosor, ángulo e axustes do eixe X a todas as etapas de dobrado do programa, adaptándose ás variacións dos materiais e erros da máquina para garantir unha calidade uniforme da produción.
• Correccións especializadas: Compatibles coa corrección de flexión e coa corrección do eixe de soporte de pezas (PST), satisfacen os requisitos de precisión das tarefas complexas de dobrado.
• Parámetros de stock e repetición: Os operarios poden xestionar eficientemente o contador de stock e establecer pasos de procesamento repetidos para optimizar o ritmo de produción.
• Opción de modo paso: Ao contrario que o modo automático continuo, o modo paso detense despois de cada ciclo de dobrado, permitindo aos operarios inspeccionar o estado da peza e facer axustes oportunamente.
3. Modos de vista intuitivos para unha operación sinxela
Os modos de vista presentan un deseño amigable que permite aos operarios cambiar de función rapidamente sen ter que aprender operacións complexas, reducindo así o tempo de preparación. Ao entrar no modo automático por primeira vez, o sistema utiliza por defecto a vista principal, e os demais modos de vista poden seleccionarse no lado dereito da pantalla. Cambiar de vista non modifica os datos de dobrado nin interrompe o estado de inicio. As funcións de cada vista son as seguintes:
• Vista principal (Main): Amosa datos numéricos e información gráfica (se está dispoñible) para o dobrado. Permite a programación directa de parámetros de corrección e cambiar entre vistas gráficas/numéricas. A posición de dobrado pode comprobarse mediante funcións de ampliación, desprazamento e rotación. A vista de ferramenta centra-se automaticamente na ferramenta en uso, indicando a estación correcta da ferramenta.
• Vista Todas as Dobreces (All Bends): Amosa todos os datos de dobrado nun formato tabular, coa posibilidade de amosar ou agochar o panel gráfico. Os parámetros están organizados en filas para facilitar a visualización por lotes.
• Vista Gráfica (Graphical): Ofrece unha interface gráfica en pantalla completa do proceso de dobrado, permitindo cambiar á vista 3D para observación detallada. Tamén permite axustar o ángulo de vista, a escala de zoom e comprobar vistas fotográficas de pasos específicos.
• Vista Macro (Macro): Amosa os valores dos eixos nunha lista con fonte grande, adecuada para escenarios nos que as operacións se realizan lonxe do panel de control. Pode monitorizar simultaneamente as posicións obxectivo e reais de todos os eixos.
• Vista de posicionamento manual (Posicionamento manual): Amosa os valores dos eixos dun tamaño grande, permitindo o control e axuste das posicións dos eixos mediante un volante manual. Ao premer a frecha do "indicador de programación" (situada entre o valor real e o valor programado) rexistra o valor actual do eixe no paso do programa. Se se dispón dun terminal manual externo opcional, tamén permite o control remoto do volante para ensinar eixos e posicións de dobrado.
• Vista de correccións (Correccións): Lista os valores de corrección para todos os pasos de dobrado e axustes dos soportes segundo sexa necesario. Cando se introduce un valor de corrección α1, o sistema copiárao automaticamente a α2, manterá a diferenza entre os dous ou deixará α2 sen cambios, dependendo do parámetro "Programación da corrección angular". A columna "Corrección almacenada" (mostrada cando se activa a base de datos de corrección angular) marca o valor de corrección para cada dobrado; unha entrada baleira indica que non hai rexistro na base de datos, e un símbolo ">" indica valores de dobrado idénticos. Ao premer en "Todo desde almacenado", sincronízanse todos os valores de corrección de dobrado do programa coa base de datos. Ademais, permite engadir entradas á táboa de compensación mediante "Compensación de dobrado" e calcular valores de corrección a partir de ángulos medidos (introducir un único ángulo medido aplícaa uniformemente, mentres que introducir valores esquerdo/dereito/central permite a corrección absoluta do curvado). Un protector opcional pode introducir directamente os valores medidos, e os valores de corrección actualízanse tras un novo ciclo de dobrado.
• Vista de Configuración da Ferramenta (Configuración da Ferramenta): Mostra a configuración da ferramenta requirida para o programa actual, permitindo inspeccionar as propiedades e posicións das ferramentas pero non as súas modificacións. Para axustar as ferramentas, saia do modo automático e acceda ao menú "Configuración da Ferramenta".
• Vista de Diagnóstico (Diagnóstico): Utilízase principalmente para mantemento, monitoriza o estado operativo dos eixes independentes e o estado I/O do sistema de control, fornecendo apoio de datos para a resolución de problemas.
II. Funcións Adicionais para Mellorar a Precisión e Produtividade
Ademais do deseño de interface, o modo automático DA-69S está equipado cunha variedade de funcións prácticas para mellorar aínda máis a precisión de procesamento e a eficiencia produtiva.
1. Función de Notas (Notas)
Os operarios poden engadir notas aos produtos ou programas no modo automático:
• As notas poden ser descricións xerais ou detalles para pasos específicos de dobrado, e tamén se poden anexar documentos de referencia en PDF.
• Un "indicador de notas" na pantalla sinala a presenza de novas notas; ao premer nel é posíbel verlles, asegurando que a información clave estea accesible en todo momento.
2. Corrección de dobrado en serie/encadeado
Permite configurar parámetros xerais de corrección para pasos de dobrado en serie ou encadeado. Ao premer en "Corrección dobrado en serie" ou "Corrección encadeado" ábrese unha xanela separada para introducir os valores de corrección:
• Cando se modifica a corrección angular xeral, todos os valores de corrección individuais asociados recalcúlanse automaticamente, e viceversa.
• Os eixes α1 e α2 poden ter valores de corrección independentes. Despois de introducir un valor de corrección para α1, o sistema sincronizarao automaticamente con α2, manterá a diferenza entre ambos ou deixará α2 sen afectar, segundo o parámetro "Programación da corrección angular". Para axustar α2, opere directamente na súa xanela de corrección de dobrado en serie/encadeado ou modifique os seus valores de corrección individuais.
3. Modo de proba de dobrado
Este modo está deseñado especificamente para o axuste fino, axudando aos operarios a optimizar os parámetros antes da produción formal:
• Cando se activa, todos os eixes permanecen na posición retraída despois do primeiro ciclo de dobrado. Se o soporte da peza está activado, o eixe de soporte mantén o seu ángulo actual.
• O eixe Y detense no Punto Morto Superior (PMS), permitindo aos operarios medir o ángulo de dobrado e facer correccións. Despois de completar as correccións, o eixe de soporte da peza retoma o funcionamento cando o eixe Y pasa pola posición especificada, asegurando precisión nos seguintes dobrados.
4. Control de Taller e Función de Lista de Traballo
Simplifica os procesos de xestión da produción e permite o seguimento de múltiples lotes e o seu progreso:
• Cando o sistema está en produción de traballo, un "indicador de traballo" amosa o estado actual; premendo nel é posíbel ver e xestionar os traballos.
• Cando sexa necesario cambiar os lotes de produto na lista de traballos, prema a tecla de función "Activar Produto", e o sistema cambiará directamente ao produto obxectivo.
• Durante a produción, os operarios poden actualizar o "número de produtos descartados"; o sistema axusta automaticamente o "contador de producidos", que tamén se pode modificar manualmente. Tanto operarios como xestores de traballo poden engadir rexistros ou notas de produción no "campo de comentarios".
• O estado do traballo está dividido en catro categorías:
◦ Novo: Aínda non se produciu ningún produto deste lote;
◦ Incompleto: Aínda non se acadou a produción obxectivo deste lote;
◦ En curso: Este lote foi cargado na máquina e está en produción;
◦ Rematado: Confirmouse a finalización da produción deste lote.
• Un traballo permanece activo ata que se seleccione un novo produto ou traballo no "Modo de Produtos". Despois de cargar un novo produto, o traballo orixinal desactívase automaticamente e debe volverse seleccionar e iniciar se é necesario.
III. Preguntas Frecuentes (FAQ)
1. Como apoia a función Control de Chão de Fábrica o Modo Automático DELEM DA-69S?
A función Control da Planta permite aos operarios supervisar múltiples lotes de produción simultaneamente, actualiza los contas de produtos en tempo real e rastrexar o progreso da produción con precisión. Isto reduce o traballo estatístico manual e mellora aínda máis a eficiencia operativa e a precisión dos datos do Modo Automático.
2. Como calibrar o punzón de dobrez con precisión cando se usa o Modo Automático DA-69S?
Primeiro, asegúrese de que o punzón de dobrez está nivelado. Despois, use un medidor dixital para medir o ángulo do troquel de dobrez e axuste os parámetros segundo as directrices de calibración fornecidas polo fabricante. Tras o axuste, verifique o resultado da calibración para asegurarse de que satisfai os requisitos de precisión de procesamento.
3. Cal é a frecuencia de mantemento do punzón de dobrez cando o Modo Automático DA-69S está activado?
Recoméndase o mantemento periódico cada 500 horas de funcionamento. Isto inclúe inspeccionar o desgaste dos compoñentes principais (como eixes e troques), limpar os residuos da máquina e lubricar as pezas móveis para manter condicións óptimas de funcionamento no Modo Automático.
IV. Conclusión
A elevada usabilidade do Modo Automático DELEM DA-69S débese aos seus dous vantaxes: "deseño de interface intuitivo + funcións de precisión melloradas". A interface simplifica a lóxica operativa e reduce o tempo de aprendizaxe, mentres que as funcións adicionais garantes a precisión e eficiencia. Tanto operarios novos como experimentados poden dominalo rapidamente, agilizando o proceso de dobrado no taller.
Se precisa máis detalles sobre a operación específica do Modo Automático DA-69S ou ten consultas personalizadas, non dubide en contactar co noso equipo para obter axuda. Tamén pode consultar máis recursos relacionados para optimizar o seu plan de operación en metalaría.
Gustaríalle que compilase un Táboa de Referencia Rápida do Funcionamento Principal para o Modo Automático DELEM DA-69S ? Refinará os pasos clave do menú de navegación, configuración de parámetros e modos de vista nunha táboa concisa, facilitando así a consulta rápida e o uso durante as operacións no lugar.

