















































Pasos para configurar o modo manual DELEM DA-53T
Contidos
• Paso 1: Acceso ao modo manual
• Paso 2: Comprensión dos parámetros
◦ Parámetros de curvatura
◦ Parámetros de forza
◦ Parámetros de velocidade
◦ Axustes de función
◦ Propiedades do produto
◦ Información da ferramenta
◦ Eixos auxiliares
◦ Configuración da ferramenta
• Paso 3: Configuración de parámetros
◦ Función macro
• Paso 4: Movemento manual dos eixos
• Función de corrección
• Función de diagnóstico
• Estado de E/S
• Preguntas Frequentes (FAQ)
• Conclusión
Ao configurar o modo manual do controlador DELEM DA-53T, é fundamental clarificar cada paso operativo para lograr o rendemento optimo da plegadora. Este artigo guiará paso a paso polo proceso de configuración do Modo Manual do DELEM DA-53T, axudándolle a axustar eficientemente os parámetros do equipo e desbloquear completamente o potencial de rendemento da plegadora.
A través do Modo Manual, pode obter un control total sobre todo o proceso de dobrado, permitindo axustes precisos e maximizando a calidade da produción procesada. Sexa que estea a usar un controlador DELEM por primeira vez ou que queira optimizar as súas configuracións operativas existentes, este artigo ofrece pasos detallados para axudarlle a comezar rapidamente e aproveitar ao máximo o valor funcional da plegadora.
Paso 1: Acceso ao modo manual
Primeiro, inicie o controlador DELEM DA-53T. Unha vez que o dispositivo remate a inicialización, navegue ata o menú principal usando os botóns da interface.
Atopar e seleccione a opción "Modo Manual" da lista do menú; a interface do controlador cambiará entón do Modo Automático á interface de configuración do Modo Manual.
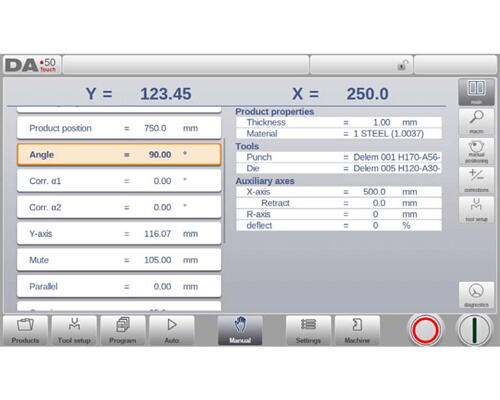
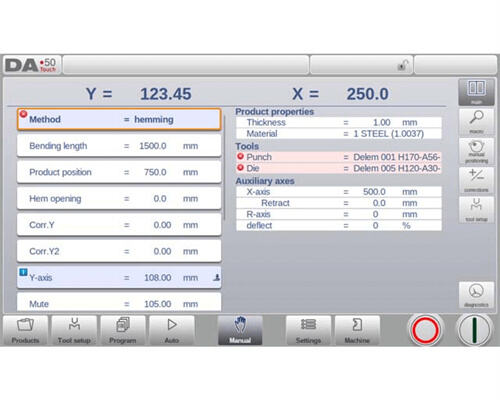
Na zona superior da pantalla do Modo Manual, pode ver directamente as posicións actuais dos eixes Y e X principal; todos os demais eixes e funcións aparecerán listados un por un nas dúas columnas na parte inferior da pantalla. Se os valores dos eixes Y e X están resaltados, indica que estes dous eixes recoñeceram correctamente as marcas de referencia e as súas posicións actuais son consistentes cos valores programados.
Paso 2: Comprensión dos parámetros
Despois de entrar no Modo Manual, debe introducir os parámetros requiridos para a operación de mecanizado actual, incluíndo o curso, velocidade e axustes de posicionamento da plegadora; estes parámetros son críticos para garantir a precisión das operacións manuais. O Modo Manual úsase normalmente para probas de equipos, calibración e escenarios de operacións con dobrez simple.
Pode introducir valores numéricos que coincidan coas configuracións desexadas empregando os botóns de entrada de datos. Os detalles dos parámetros dispoñibles no Modo Manual son os seguintes:
Parámetros de Dobrez
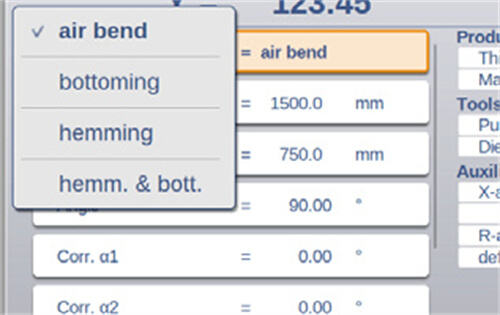
• Método: Seleccione o método de dobrado requirido. O Modo Manual DELEM DA-53T admite varios métodos como Dobrez en Aire, Fundido, Rematado e Rematado e Fundido. As descricións detalladas de cada método poden atoparse na documentación do Modo Programa.
• Lonxitude de Dobrado: Introduza a lonxitude de dobrado da chapa para fornecer unha base de datos para o mecanizado preciso.
• Posición do produto: Estableza e supervise a posición absoluta na dirección Z usando o punto cero no lado esquerdo da máquina como punto de referencia.
• Ángulo: Defina o ángulo de dobrado requirido. Se existe unha desviación entre o ángulo real de dobrado e o ángulo esperado, calíbreo axustando os valores de corrección α1 (Corr.α1) e α2 (Corr.α2). Por exemplo, se o ángulo programado é de 90 graos pero o ángulo medido real é de 92 graos, estabeleza Corr.α en -2.
• Abertura de doblado: Estableza a distancia de abertura entre as pestanas durante o proceso de dobrado de bordes. Os parámetros predeterminados poden consultarse no modo de Configuración.
•
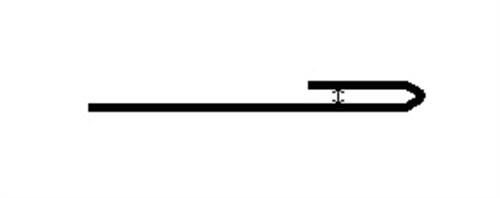
• Corr.Y: Se se selecciona o método de apertura inferior, este parámetro pode usarse para corrixir a posición do eixe Y.
• Eixe Y: O valor do eixe Y programado ou calculado necesario para acadar un ángulo de dobrado específico.
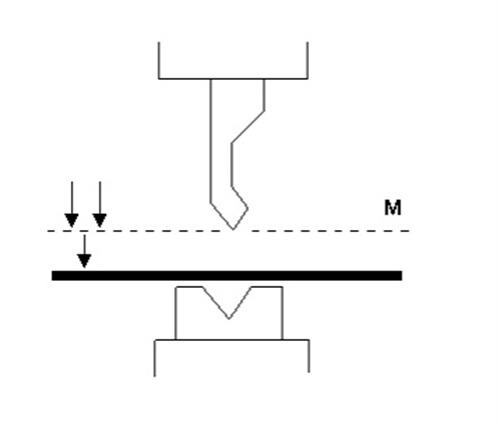
• Mudo: O punto no que o eixe Y cambia da velocidade de peche rápida á velocidade de prensado, programado aquí como un valor de posición do eixe Y. Este valor programado corresponde á posición do eixe Y por riba da chapa.
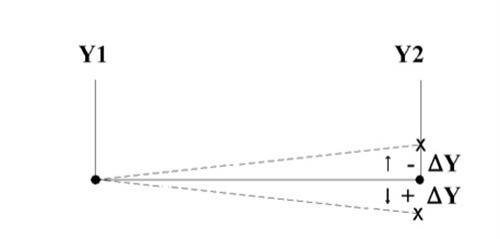
• Paralelo: A diferenza de posición entre os cilindros esquerdo e dereito (Y1 e Y2). Se o valor é positivo, indica que o cilindro dereito está máis baixo; se o valor é negativo, o cilindro dereito está máis alto. Este valor programado ten efecto por debaixo do punto de agarre.
• Abertura: Este parámetro úsase para axustar o espazo entre o punzón e a matriz despois de rematar a curvatura. Un valor positivo significa que o espazo está por riba do punto Mudo; un valor negativo significa que o espazo está por debaixo do punto Mudo. Se quere acurtar o tempo de manexo do produto, pode axustar este parámetro a un valor pequeno positivo ou negativo.
Parámetros de forza
• Forza: Programa a forza de prensado necesaria para a operación de flexión para garantir que a aplicación de presión cumpra os requisitos de mecanizado e obtenha os mellores resultados.
• Tempo de descanso e descompresión: Configurar o tempo de descanso no punto de flexión e a distancia de descompresión para controlar o proceso de liberación de presión de forma razoable e garantir a estabilidade do mecanizado.
Parámetros de velocidade
• Velocidade: A velocidade de movemento do eixo Y durante o proceso de flexión.
• Velocidade de descompresión: A velocidade de movemento programable do feixe dentro da distancia de descompresión.
Configuración de Funcións
• Agardar Retracción: Establece se o eixe Y agarda a que remate a acción de retracción antes de moverse, ou comeza a moverse tan pronto como empeza a retracción, para optimizar a eficiencia do fluxo de traballo.
Propiedades do Produto
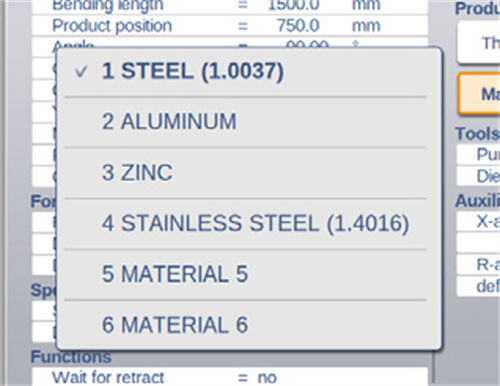
• Grosor e Material: Introduza o grosor da chapa e seleccione o material correspondente entre as 99 opcións de materiais personalizados no controlador para fornecer datos clave para o cálculo da profundidade de dobrado.
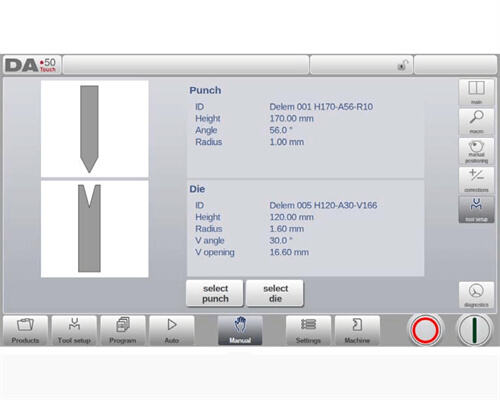
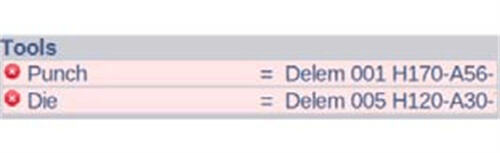
Información da Ferramenta
• Punzón e matriz: seleccione ou modifique os identificadores de punzón e matriz requiridos para a operación actual desde as bibliotecas de ferramentas correspondentes para asegurar que as ferramentas coincidan cos requisitos de mecanizado.
Eixos auxiliares
• Parámetros do eixo auxiliar: se o equipo está equipado cun ou máis eixos auxiliares (como o eixo X, eixo R ou eixo Z), os seus parámetros relacionados amosaranse aquí.
• Retracción: a distancia de retracción do eixo auxiliar durante o proceso de dobrado. Entre eles, "Retracción do tope posterior" comeza desde o punto de agarre.
• Velocidade: a velocidade de movemento do eixo auxiliar na operación de dobrado actual, que pode programarse como un porcentaxe da velocidade máxima.
Ao programar correctamente os parámetros anteriores no modo manual DELEM DA-53T, pode asegurarse da precisión da operación de dobrado. Despois de confirmar que todos os axustes de parámetros son correctos, prema o botón Iniciar para activar estas configuracións.
Configuración da ferramenta
A programación da configuración da ferramenta no modo manual DELEM DA-53T é moi semellante á do modo automático. Ambos os modos permiten a configuración independente das ferramentas, e a configuración das ferramentas do modo automático pode aplicarse directamente ao modo manual. Ao cambiar ao modo manual, o controlador DELEM DA-53T ofrecerá a opción de "usar a configuración de ferramenta existente". Non obstante, teña en conta que se a configuración actual difire da programación anterior, o usuario debe operar con precaución para evitar afectar á precisión do mecanizado.
• Engadir ferramentas (punzóns/troqueis): Consistente coa operación na función "Configuración de ferramenta", poden engadirse os punzóns ou troqueis requiridos a través da función "Engadir".
Paso 3: Configuración de parámetros
Cada parámetro no modo manual DELEM DA-53T pode programarse independentemente. O sistema calcula automaticamente o impacto de cada parámetro sobre os demais, e as relacións entre os parámetros móstranse intuitivamente mediante símbolos e cores de fondo para facilitar a súa identificación polo usuario.
• Despois de modificar un parámetro, aparecerá un símbolo informativo na interface para indicar que o parámetro foi actualizado.

• Se un valor de parámetro difire do valor de control calculado polo sistema, amosarase un símbolo de estrela—esta función é especialmente útil cando os parámetros deben establecerse intencionadamente en valores diferentes ou están restrinxidos.

• Se un valor de parámetro se configura incorrectamente (por exemplo, se se programa un dobrado de rebordo pero non hai ferramentas de rebordado instaladas), amosarase un símbolo de erro para lembrar ao usuario que debe corrixilo.
Opcións de vista
Os botóns de comando no lado dereito da pantalla permiten acceder a vistas distintas da vista principal, incluídas a vista Macro, a vista de Posicionamento Manual, a vista de Correccións e a vista de Diagnóstico.
Función Macro
Cando se activa a función Macro, o modo manual DELEM DA-53T cambia a unha nova vista, e na pantalla móstranse valores de eixe ampliados. Este deseño de disposición permite aos operarios ler claramente os valores dos eixes incluso cando traballan lixeiramente afastados do controlador, mellorando a comodidade operativa.
Paso 4: Movemento manual dos eixes
Procedemento de movemento
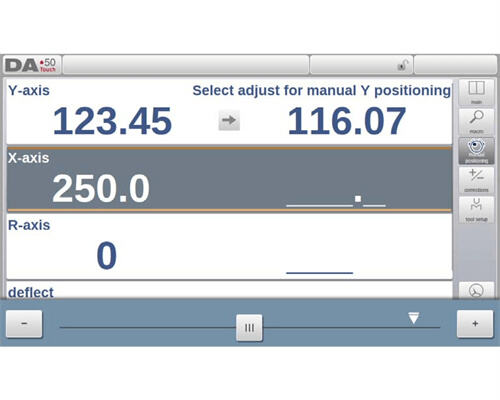
Para mover manualmente un eixe no modo manual DELEM DA-53T, empregue o control deslizante na parte inferior da pantalla. Despois de seleccionar "Manual Pos" (Posicionamento Manual) na pantalla principal, aparecerá unha nova interface de operación. Axuste o control deslizante desde a súa posición central ata a dirección desexada para mover calquera eixe mostrado na interface; o control deslizante volverá automaticamente á posición central ao soltar.
Movemento dos eixes auxiliares
Antes de mover un eixe auxiliar, asegúrese de que o controlador está nun estado detido (prema o botón de parada). Primeiro, seleccione o eixe do topador traseiro requirido, coloque o cursor nese eixe e, a continuación, controle o movemento do eixe empregando o control deslizante.
Movendo o eixe Y
A operación de movemento manual do cabezal prensa (eixe Y) é semellante á dos eixes auxiliares, pero deben cumprirse as seguintes condicións:
1. O controlador debe estar nun estado activado (premer o botón de Inicio).
2. Activar a función "axuste"—se esta función non está activada, aparecerá unha mensaxe de aviso na esquina superior dereita da pantalla.
3. O eixe Y debe estar por debaixo do punto Mudo.
4. Debe emitirse unha orde CNC de prensado.
Almacenamento de Posición (Teach)
Despois de mover manualmente un eixe, se é necesario almacenar a posición actual, faga clic no nome do eixe na columna "Programado". O sistema copiará entón o valor da columna "Real" (lado esquerdo) á columna "Programado" (lado dereito).

Ao volver á pantalla predeterminada do modo Manual, o parámetro deste eixe manterá o valor almacenado máis recentemente.
Seguir os pasos anteriores garante operacións de movemento de eixes sinxelas e precisas no modo Manual DELEM DA-53T.
Función de Corrección
No modo manual DA-53T DELEM, móstranse os parámetros de corrección para a operación de dobrado programada neste modo.
Dado que o modo manual adoita implicar unha única operación de dobrado, só se mostra unha liña de información de corrección na interface. Os valores de corrección programados no modo manual poden verificarse do mesmo xeito que os do modo automático. Ademais, aquí tamén son visibles os rexistros na base de datos de corrección e os valores iniciais de corrección. O acceso á base de datos de corrección é crucial, xa que os rexistros nel contidos teñen un impacto significativo nos resultados finais do dobrado. Esta función é particularmente útil para axustar os valores de corrección durante o dobrado de proba e almacenar os resultados óptimos na base de datos.
Función de Diagnóstico
No modo manual DELEM DA-53T, facer clic en "Diagnóstico" permite ver o estado de cada eixe. Esta xanela amosa o estado actual de todos os eixes dispoñibles e permanece activa incluso despois de iniciado o controlador. O uso desta función posibilita a supervisión en tempo real do estado de funcionamento do controlador durante o ciclo de dobrado, mellorando así a precisión operativa.
Estado de E/S
No modo manual DELEM DA-53T, facer clic na lapela "E/S" na interface de diagnóstico proporciona unha vista completa do estado actual das entradas (I) e saídas (O). Esta interface permanece activa despois de iniciado o controlador, permitindo aos operarios supervisar eficazmente o estado de funcionamento do sistema durante todo o ciclo de dobrado e detectar anomalías de forma oportuna.
Vista de E/S ampliada
Se fai clic nun ou máis (ata 5) pins, o sistema xerará unha páxina adicional "Zoomed IO", que amosa as IO seleccionadas nunha vista ampliada. Os pins seleccionados amosaranse dun tamaño maior, facilitando a supervisión por parte dos operadores dende longe e mellorando a flexibilidade operativa.
Preguntas frecuentes (FAQ)
1. Que precaucións se deben tomar ao operar o DELEM DA-53T en modo manual?
Ao operar, debes cumprir todas as normas de seguridade: inspeccionar coidadosamente a zona de traballo para asegurarse de que non hai obstáculos; usar equipo protector; e familiarizarte coas funcións dos botóns de control manual para evitar accidentes durante a operación.
2. Cal é a frecuencia recomendada de mantemento para o DELEM DA-53T cando está en modo manual?
O mantemento rutineiro debe realizarse cada 500 horas de funcionamento do equipo, incluíndo a comprobación da integridade dos compoñentes clave, a limpeza da superficie do equipo e a lubricación das pezas móviles, para garantir un funcionamento correcto do equipo e estender a súa vida útil.
3. Pode usarse o modo manual DELEM DA-53T para todos os tipos de operacións de dobrado?
Aínda que o modo manual DELEM DA-53T é moi versátil, está deseñado principalmente para escenarios de operación que requiren axuste manual e supervisión en tempo real. Para operacións máis complexas ou automatizadas, recoméndase usar as funcións CNC do DA-53T para mellorar a eficiencia e precisión.
Conclusión
Ao configurar o modo manual DELEM DA-53T, seguir os pasos descritos neste artigo é fundamental para asegurar o funcionamento correcto do equipo e acadar un rendemento optimo. Todo o proceso inclúe iniciar o controlador, seleccionar o modo de operación manual e configurar os parámetros necesarios para satisfacer os requisitos específicos da prensa dobradora. Este método de operación conciso e sistemático axuda a mellorar a eficiencia do traballo e reducir erros operativos.
Unha configuración axeitada do equipo e un mantemento regular son cruciais para prolongar a vida útil da dobradora e asegurar o seu rendemento. Ao seguir as directrices deste artigo e realizar mantementos regulares, pode minimizar o tempo de inactividade do equipo e mellorar a eficiencia de produción. Se atopase problemas máis detallados ou precise axuda técnica, non dubide en contactar co noso equipo. Ademais, recomendámoslle que explore outros documentos dispoñibles na nosa páxina web oficial para obter máis información profesional e asistencia técnica.

