















































Métodos para Ajustar Precisamente o Ángulo de Flexión das Frentes de Premer CNC
As desviacións do ángulo de dobre poden levar a unha formación inconsistente das pezas e a problemas de calidade. Dominar os métodos de axuste precisos das prensas CNC é a clave para asegurar que se alcancen resultados ideais cada vez que dobras. Este artigo detallará como alcanzar un control preciso do ángulo de dobre a través do axuste da barra de sincronización para axudarte a mellorar a precisión do procesado e a eficiencia do traballo.
Pasos para o axuste do ángulo de dobre
1. Compreender o papel da barra de sincronización
A barra de sincronización é o compoñente principal do frebrador CNC, responsable de asegurar que os cilindros dos dous lados se movan de forma síncrona, mantendo así a paralelismo durante o proceso de dobre. Calquera desviación afectará directamente á precisión do ángulo de dobre.
2. Preparativos de seguridade
Apaga a enerxía do frebrador e asegúrate de que o equipo para completamente.
Pón te das protexibles e óculos de seguridade para asegurar unha operación segura.
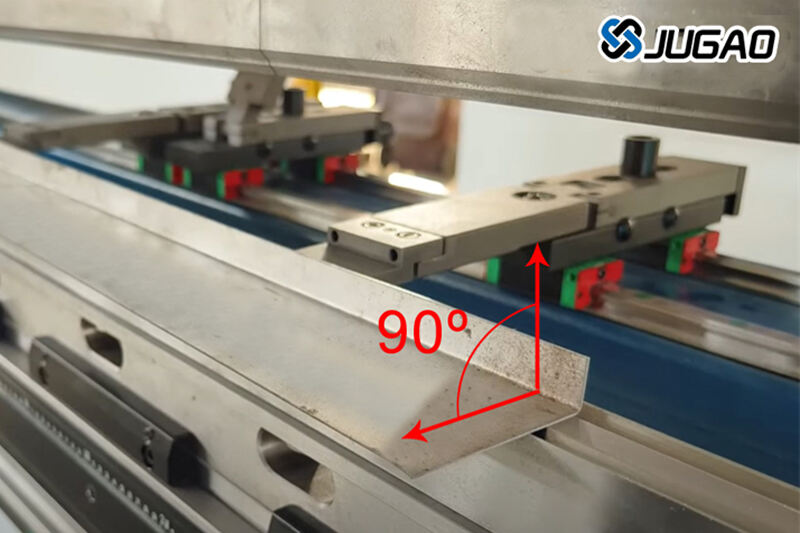
3. Mede o ángulo inicial
Coloca unha placa de proba debaixo de cada cilindro en ambas as bandas.
Realiza dúas dobras usando o mesmo procedemento e mede os ángulos de dobra en ambas as bandas respectivamente.
Registra a diferenza entre os ángulos en ambas as bandas como base para o axuste.
Esquema de medida do ángulo de dobra
4. Axusta a barra de sincronización
Coloca a barra de sincronización: Atopa a posición de axuste da barra de sincronización segundo o deseño do equipo.
Mover a mangote conectadora: mover a mangote conectadora hexagonal á posición especificadaAxuste de rotación:

Girar a barra de sincronización no sentido contrario das agulhas do reloxo pode aumentar a profundidade do dobre, reducindo así o ángulo de dobre.
Normalmente, o ángulo de dobre cambia en aproximadamente 1 grao por cada volta (tomando como exemplo a ranura V16 e unha chapa de 1.8mm).

Mover a mangote de bloqueo: Despois do axuste, mover a mangote de bloqueo para asegurar que a barra de sincronización está estable.

5. Proba e verificación
Emprega material de desecho para a proba de dobre para medir se o ángulo real cumpre coas requirencias.
Se aínda hai desviación, repite os pasos de axuste ata chegar ao ángulo obxectivo.
6. Inspección final e manutenção
Confirma que todas as partes de axuste están apertadas para evitar que se afrouxen durante a operación.
Comprobe o estado da barra de sincronización regularmente para asegurarte de que o ángulo exacto se manteña durante moito tempo.
Precaucións
Sé paciente e meticuloso ao axustar para evitar unha rotación excesiva que cause un desvío de ángulo excesivo.
Diferentes espesores de chapa e tipo de ranura afectarán ao efecto de axuste, e requirese unha operación flexible segundo as condicións reais.
Recoméndase rexistrar os parámetros despois de cada axuste para facilitar a manutenção e optimización posteriores.
A través dos pasos anteriores, podes resolver eficazmente o problema de inconsistencia nos ángulos de dobre e mellorar a calidade do produto e a eficiencia da produción.
Os produtos principais da JUGAO CNC MACHINE inclúen máquinas de corte por laser, máquinas CNC hidráulicas de dobre, máquinas de soldadura por laser, máquinas de cortar e máquinas de dobre de tubos, entre outras, que se usan no procesado de chapa metálica, armarios de chassis, iluminación, teléfonos móviles, 3C, utensilios de coziña, sanitarios, pezas de automóvil e industria metalúrgica. Ánose a consultar en liña para saber máis información sobre as máquinas.

