















































چرا حالت خودکار DELEM DA-69S کاربرپسند است؟
در حوزه عملیات پیشرفته خمکاری با دستگاه ترمز پرس، حالت خودکار DELEM DA-69S به دلیل طراحی کاربرپسندش برجسته است. چه یک تکنسین با تجربه باشید و چه تازهوار به دستگاههای ترمز پرس، این مقاله شما را با مزایای اصلی این حالت آشنا میکند و توضیح میدهد که چگونه این حالت فرآیندهای کار با فلز را سادهتر کرده و کارایی عملیاتی را بهبود میبخشد.
الف. طراحی رابط کاربری شهودی حالت خودکار DELEM DA-69S
طراحی رابط کاربری کلید افزایش قابلیت استفاده است. حالت خودکار DA-69S منطق عملیاتی را ساده کرده و ارائه اطلاعات را بهینه میکند تا عملیات خمکاری پیچیده در دسترستر شوند.
۱. منوی ناوبری سادهشده
منوی ناوبری حالت خودکار دستگاه DA-69S با منطق عملیاتی ساده و شفاف طراحی شده است:
• برای تغییر سیستم کنترل به حالت تولید خودکار، دکمه "Auto" را لمس کنید.
• دکمه "Start" را فشار دهید، و برنامه هر مرحله از خمکاری را بهصورت متوالی و بدون دخالت دستی اجرا خواهد کرد که این امر بهطور قابل توجهی کارایی را افزایش میدهد.
• هنگام تغییر بین محصولات مختلف در کتابخانه محصولات، حالت خودکار میتواند مستقیماً به حالت تولید منتقل شود و نیازی به تنظیمات مکرر نیست.
• هنگام انتخاب یک برنامه جدید خمکاری، سیستم یک هشدار "check tools" نمایش میدهد تا اطمینان حاصل شود مدل و موقعیت ابزار به درستی تنظیم شده است و از خطاهای عملیاتی جلوگیری شود.

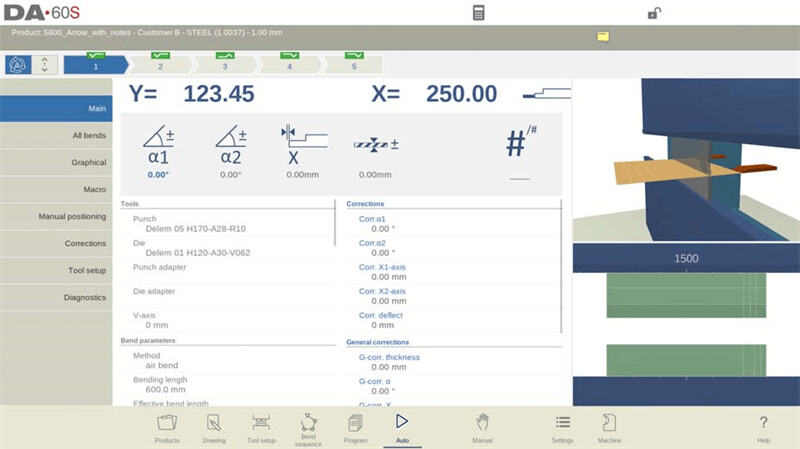
علاوه بر این، در حالت خودکار، بخش بالایی صفحه نمایش بهوضوح محصول انتخابشده و توضیحات آن را جهت تأیید سریع نمایش میدهد. انتخابگر خم در بالای صفحه، تمام مراحل خمزنی در انتظار را نشان میدهد؛ با لمس هر مرحله، عملیات مورد نظر انتخاب شده و با فشار دادن کلید شروع، تولید از آن مرحله آغاز میشود که انعطافپذیری بیشتری فراهم میکند. آیکونهای بزرگ (دکمههای سبک کاشی) بالای منو، امکان تنظیم سریع پارامترهای پرکاربرد را فراهم کرده و تعداد مراحل عملیاتی را کاهش میدهند.
۲. تنظیمات دقیق پارامترها
این حالت امکان تنظیم دقیق پارامترها را فراهم میکند و امکان شخصیسازی بر اساس نیازهای مختلف خمزنی را فراهم میکند تا دقت فرآیند پردازش تضمین شود:
• تصحیح زاویه (محورهای Y1/Y2): تنظیمات میتواند بهصورت جداگانه برای سمت چپ و راست دستگاه انجام شود. به عنوان مثال، اگر زاویه برنامهریزیشده 90° منجر به خم 92° شود، کافی است مقدار تصحیحی 2- درجه تنظیم شود. این مقدار بهصورت خودکار ذخیره شده و از یکنواختی عملیات بعدی اطمینان حاصل میشود.
• تصحیح محورهای Y1/Y2: قابل اعمال در برنامهریزی مطلق یا فرآیندهای کفزنی. پارامترهای تصحیح در برنامه فعال فعلی ذخیره میشوند و نیاز به ورود مجدد را حذف میکنند.
• تصحیحات محور کمکی: این تصحیحات بر اساس افت انحنای محور X فعال میشوند و دقت خمزنی را بهینه کرده و گردش کار را ساده میسازند.
• تصحیحات عمومی: پارامترهای عمومی مانند ضخامت، زاویه و تنظیمات محور X به تمام مراحل خمزنی در برنامه اعمال میشوند و با تغییرات مواد و خطاهای ماشین سازگار شده تا کیفیت یکنواخت خروجی را تضمین کنند.
• تصحیحات تخصصی: از تصحیح تابخوردگی و تصحیح محور نگهدارنده قطعه (PST) پشتیبانی میکند و نیازهای دقت در کارهای پیچیده خمزنی را برآورده میسازد.
• پارامترهای موجودی و تکرار: اپراتورها میتوانند شمارنده موجودی را بهطور کارآمد مدیریت کرده و مراحل پردازش تکراری را تنظیم کنند تا ریتم تولید را بهینه نمایند.
• گزینه حالت گام: برخلاف حالت خودکار مداوم، حالت گامبهگام پس از هر چرخه خمکاری متوقف میشود و به اپراتورها اجازه میدهد تا وضعیت قطعه کار را بررسی کرده و تنظیمات لازم را بهموقع انجام دهند.
3. حالات نمایش شهودی برای عملیات بدون وقفه
حالات نمایش دارای چیدمانی کاربرپسند هستند که به اپراتورها امکان میدهد بدون نیاز به یادگیری عملیات پیچیده، به سرعت بین توابع جابجا شوند و در نتیجه زمان آمادهسازی کاهش مییابد. هنگام ورود اولیه به حالت خودکار، سیستم بهطور پیشفرض به حالت نمای اصلی منتقل میشود و سایر حالات نمایش در سمت راست صفحه قابل انتخاب هستند. تغییر حالت نمایش، دادههای خمکاری را تغییر نمیدهد و وضعیت شروع را نیز قطع نمیکند. عملکرد هر یک از حالات نمایش به شرح زیر است:
• نمای اصلی (Main): هم اطلاعات عددی و هم اطلاعات گرافیکی (در صورت وجود) را برای خمکاری نمایش میدهد. این سیستم امکان برنامهریزی مستقیم پارامترهای تصحیح و تغییر بین نمای گرافیکی/عددی را فراهم میکند. موقعیت خمکاری میتواند از طریق توابع بزرگنمایی، جابجایی و چرخش بررسی شود. نمای ابزار بهطور خودکار روی ابزار در حال استفاده متمرکز میشود و ایستگاه صحیح ابزار را نشان میدهد.
• نمای تمام خمها (All Bends): تمام دادههای خمکاری را به صورت جدولی نمایش میدهد، با امکان نمایش یا مخفی کردن پنل گرافیکی. پارامترها به صورت سطری تنظیم شدهاند تا مشاهده دستهای آسان باشد.
• نمای گرافیکی (Graphical): رابط گرافیکی تمام صفحهای از فرآیند خمکاری ارائه میدهد و امکان تغییر به حالت 3 بعدی برای مشاهده دقیقتر را دارد. همچنین اجازه تنظیم زاویه دید، نسبت بزرگنمایی و بررسی تصاویر مرحلههای خاص را فراهم میکند.
• نمای ماکرو (Macro): مقادیر محورها را در یک لیست با فونت بزرگ نمایش میدهد و برای سناریوهایی که عملیات دور از پنل کنترل انجام میشود، مناسب است. این حالت میتواند بهطور همزمان موقعیت هدف و موقعیت واقعی تمام محورها را نظارت کند.
• نمای موقعیتدهی دستی (موقعیتدهی دستی): مقادیر محورها را با اندازه بزرگ نمایش میدهد و کنترل و تنظیم موقعیت محورها را با استفاده از چرخ دستی پشتیبانی میکند. با فشار دادن پیکان "نشانگر تدریس" (واقع بین مقدار واقعی و مقدار برنامهریزیشده) مقدار فعلی محور در مرحله برنامه ثبت میشود. در صورتی که ترمینال دستی خارجی اختیاری نصب شده باشد، کنترل از راه دور چرخ دستی برای آموزش محورها و موقعیتهای خمزنی نیز امکانپذیر میشود.
• نمای تصحیحات (تصحیحات): مقادیر اصلاحی را برای تمام مراحل خم و تنظیمات پشتیبانها به صورت مورد نیاز فهرست میکند. هنگامی که یک مقدار اصلاحی α1 وارد شود، سیستم بسته به پارامتر "برنامهریزی اصلاح زاویه" آن را به طور خودکار به α2 کپی میکند، تفاضل بین دو مقدار را حفظ میکند یا α2 را بدون تغییر نگه میدارد. ستون "اصلاح ذخیرهشده" (که هنگام فعالسازی پایگاه داده اصلاح زاویه نمایش داده میشود) مقدار اصلاحی را برای هر خم علامتگذاری میکند؛ یک ورودی خالی نشاندهنده عدم وجود سابقه در پایگاه داده است و علامت ">" نشاندهنده مقادیر یکسان برای خم است. با کلیک روی گزینه "همه از ذخیرهشده"، تمام مقادیر اصلاح خم در برنامه با مقادیر پایگاه داده هماهنگ میشوند. علاوه بر این، امکان افزودن ورودیها به جدول اجازه از طریق گزینه "اجازه خم" و محاسبه مقادیر اصلاحی از زوایای اندازهگیریشده وجود دارد (ورود یک زاویه اندازهگیریشده منفرد آن را به صورت یکنواخت اعمال میکند، در حالی که وارد کردن مقادیر چپ/راست/وسط امکان اصلاح قوس مطلق را فراهم میکند). یک نقاله اختیاری میتواند مقادیر اندازهگیریشده را مستقیماً وارد کند و مقادیر اصلاح پس از یک چرخه جدید خم بهروزرسانی میشوند.
• نمای تنظیمات ابزار (Tool Setup): پیکربندی ابزار مورد نیاز برای برنامه فعلی را نمایش میدهد و امکان بازرسی خواص و موقعیتهای ابزار را فراهم میکند، اما امکان اعمال تغییرات وجود ندارد. برای تنظیم ابزارها، باید از حالت خودکار خارج شده و به منوی "تنظیمات ابزار" دسترسی پیدا کنید.
• نمای تشخیصی (Diagnostics): عمدتاً برای نگهداری استفاده میشود و وضعیت عملیاتی محورهای مستقل و وضعیت ورودی/خروجی سیستم کنترل را نظارت میکند و دادههای لازم برای عیبیابی را فراهم میکند.
II. عملکردهای اضافی برای افزایش دقت و بهرهوری
فراتر از طراحی رابط، حالت خودکار DA-69S مجهز به مجموعهای از عملکردهای کاربردی است که دقت پردازش و کارایی تولید را بیشتر ارتقا میدهند.
1. عملکرد یادداشتها (Notes)
اپراتورها میتوانند در حالت خودکار، یادداشتهایی برای محصولات یا برنامهها اضافه کنند:
• یادداشتها میتوانند شامل توضیحات عمومی یا جزئیات مربوط به مراحل خم خاص باشند و همچنین میتوان سند مرجع PDF ضمیمه کرد.
• یک «نشانگر یادداشت» روی صفحه نمایش، وجود یادداشتهای جدید را اعلام میکند؛ با لمس آن میتوان یادداشتها را مشاهده کرد و اطمینان حاصل کرد که اطلاعات مهم همواره در دسترس باشند.
2. تصحیح ضربهای/زنجیری
پشتیبانی از تنظیم پارامترهای تصحیح عمومی برای مراحل خمزنی ضربهای یا زنجیری. با لمس گزینه "تصحیح ضربهای" یا "تصحیح زنجیری"، پنجرهای جداگانه برای وارد کردن مقادیر تصحیح باز میشود:
• هنگام تغییر تصحیح زاویه عمومی، تمام مقادیر تصحیح فرد مرتبط بهصورت خودکار دوباره محاسبه میشوند و بالعکس.
• محورهای α1 و α2 میتوانند مقادیر تصحیح مستقلی داشته باشند. پس از وارد کردن مقدار تصحیح برای α1، سیستم بهصورت خودکار آن را به α2 منتقل میکند، تفاضل بین دو مقدار حفظ میشود، یا α2 بدون تغییر باقی میماند، بسته به پارامتر "برنامهریزی تصحیح زاویه". برای تنظیم α2، باید مستقیماً در پنجره تصحیح ضربهای/زنجیری آن عمل کرد یا مقادیر تصحیح فرد آن را تغییر داد.
3. حالت خمزنی آزمایشی
این حالت بهطور خاص برای تنظیم دقیق طراحی شده است و به اپراتورها کمک میکند تا پارامترها را قبل از تولید رسمی بهینه کنند:
• هنگام فعالسازی، پس از اولین چرخه خمکاری، تمام محورها در موقعیت عقبنشینی باقی میمانند. اگر پشتیبانی قطعه فعال باشد، محور پشتیبانی زاویه فعلی خود را حفظ میکند.
• محور Y در نقطه مرده بالایی (UDP) متوقف میشود و به اپراتور اجازه میدهد زاویه خمکاری را اندازهگیری کرده و اصلاحات لازم را انجام دهد. پس از تکمیل اصلاحات، محور پشتیبانی قطعه دوباره کار خود را آغاز میکند هنگامی که محور Y از موقعیت مشخصشده عبور کند و دقت در خمکاریهای بعدی را تضمین میکند.
4. کنترل سالن تولید و عملکرد لیست کاری
فرآیندهای مدیریت تولید را ساده میکند و پایش چندگانه دستهها و ردیابی پیشرفت را پشتیبانی میکند:
• هنگامی که سیستم در حال تولید کار است، یک «نمایهگر کار» وضعیت جاری را نشان میدهد؛ با لمس آن میتوان کارها را مشاهده و مدیریت کرد.
• هنگامی که نیاز به تغییر دستههای محصول در لیست کاری وجود دارد، دکمه عملکردی «فعالسازی محصول» را فشار دهید و سیستم بهصورت مستقیم به محصول هدف سوئیچ میکند.
• در حین تولید، اپراتورها میتوانند «تعداد محصولات ردشده» را بهروزرسانی کنند؛ سیستم بهصورت خودکار «تعداد تولیدشده» را تنظیم میکند که همچنین میتوان آن را بهصورت دستی نیز اصلاح کرد. هم اپراتورها و هم مدیران کارگاه میتوانند در «فیلد نظرات» رکوردها یا یادداشتهای تولیدی اضافه کنند.
• وضعیت کار به چهار دسته تقسیم میشود:
◦ جدید: هنوز هیچ محصولی از این سری تولید نشده است؛
◦ ناقص: خروجی هدف این سری هنوز محقق نشده است؛
◦ در حال انجام: این سری در ماشین بارگذاری شده و در حال تولید است؛
◦ به اتمام رسیده: تولید این سری بهعنوان کاملشده تأیید شده است.
• یک کار تا زمانی که محصول یا کار جدیدی در «حالت محصولات» انتخاب نشود، فعال باقی میماند. پس از بارگذاری یک محصول جدید، کار اصلی بهصورت خودکار غیرفعال میشود و در صورت نیاز باید دوباره انتخاب و شروع شود.
III. سؤالات متداول (FAQ)
1. عملکرد کنترل سطح کارگاه چگونه از حالت خودکار DELEM DA-69S پشتیبانی میکند؟
تابع کنترل سطح کارگاه به اپراتورها امکان میدهد تا همزمان چندین دسته تولید را نظارت کنند، تعداد محصولات را بهروز کنند و پیشرفت تولید را دقیق ردیابی نمایند. این امر کارهای آماری دستی را کاهش میدهد و همچنین کارایی عملیاتی و دقت دادهها در حالت خودکار را بهبود میبخشد. تعداد محصولات را بهصورت زمان واقعی بهروز کنند و پیشرفت تولید را دقیق ردیابی کنند. این امر کارهای آماری دستی را کاهش میدهد و همچنین کارایی عملیاتی و دقت دادهها در حالت خودکار را بیشتر بهبود میبخشد.
2. نحوه کالیبره کردن دقیق دستگاه خمزنی چگونه است هنگام استفاده از حالت خودکار DA-69S؟
ابتدا اطمینان حاصل کنید که دستگاه خمزنی در وضعیت تراز قرار دارد. سپس از یک کالیبر دیجیتال برای اندازهگیری زاویه قالب خمزنی استفاده کنید و پارامترها را مطابق دستورالعملهای کالیبراسیون ارائهشده توسط سازنده تنظیم نمایید. پس از تنظیم، نتیجه کالیبراسیون را بررسی کنید تا اطمینان حاصل شود که الزامات دقت فرآیند تولید را برآورده میکند.
3. فرکانس نگهداری دستگاه خمزنی چقدر است هنگامی که حالت خودکار DA-69S فعال است؟
توصیه میشود که نگهداری دورهای هر ۵۰۰ ساعت کارکرد انجام شود. این کار شامل بازرسی از سایش قطعات کلیدی (مانند محورها و قالبها)، تمیز کردن آلایندهها از دستگاه و روانکاری قطعات متحرک برای حفظ شرایط بهینه عملیاتی در حالت خودکار میشود.
IV. نتیجهگیری
قابلیت استفاده بالای حالت خودکار DELEM DA-69S ناشی از دو مزیت «طراحی رابط کاربری شهودی + توابع دقت افزایشیافته» است. این رابط، منطق عملیاتی را ساده کرده و منحنی یادگیری را کاهش میدهد، در حالی که توابع اضافی، دقت و کارایی را تضمین میکنند. هم اپراتوران جدید و هم اپراتوران با تجربه به سرعت میتوانند آن را فرا بگیرند و فرآیند خمکاری را در کارگاه بهینه نمایند.
اگر نیاز به اطلاعات بیشتر دربارهٔ نحوهٔ عملکرد خاص حالت خودکار DA-69S دارید یا پرسشهای سفارشیسازی شدهای دارید، لطفاً برای دریافت پشتیبانی با تیم ما تماس بگیرید. همچنین میتوانید به منابع مرتبط بیشتری مراجعه کنید تا برنامهٔ عملیات فلزکاری خود را بهینهسازی نمایید.
آیا مایلید من یک جدول مرجع سریع عملکرد اصلی برای حالت خودکار DELEM DA-69S ? مراحل کلیدی منوی ناوبری، تنظیمات پارامترها و حالتهای نمایش را در یک جدول مختصر خلاصه خواهد کرد و به شما امکان میدهد تا در حین عملیات در محل به سرعت به آن مراجعه کرده و از آن استفاده کنید.

