















































طول کانونی مثبت و منفی دستگاه برش لیزری فلز چیست؟
دستگاههای برش لیزری فلزی از پرتوهای لیزری با چگالی توان بالا استفاده میکنند که سطح مواد را اسکن کرده، مواد را در مدت زمان بسیار کوتاهی تا دمای هزاران تا دهها هزار درجه سانتیگراد گرم کرده، ذوب یا تبخیر میکنند و سپس با استفاده از گاز فشار قوی، مواد ذوب شده یا تبخیر شده را از محل برش بیرون میبرند تا هدف برش دادن مواد محقق شود.

ماشینهای برش لیزری فلزی در صنایع مختلف تولیدی و پردازشی مانند پردازش ورق فلزی، هوانوردی، فضانوردی، الکترونیک، لوازم برقی، قطعات مترو، خودرو، ماشینآلات، قطعات دقیق، کشتی، تجهیزات فلزکاری، آسانسور، لوازم خانگی، هدایای هنری، پردازش ابزار، تزئینات، تبلیغات و پردازش خارجی فلز استفاده میشوند. ماشینهای برش لیزری فلزی عمدتاً برای برش سریع انواع مواد فلزی مانند فولاد کربنی، فولاد سیلیسیمی، فولاد ضدزنگ، آلیاژ آلومینیومی، آلیاژ تیتانیومی، ورق گالوانیزه، ورق اسیدشویی شده، ورق آلومینیومی رویدار، مس و غیره استفاده میشوند.
پس، فاصله کانونی مثبت و منفی یک ماشین برش لیزری فلزی چیست؟ رابطه بین فاصله کانونی ماشین برش لیزری و ماده چیست؟
تحلیل رابطه بین فاصله کانونی مثبت و منفی ماشینهای برش لیزری فلزی و مواد:
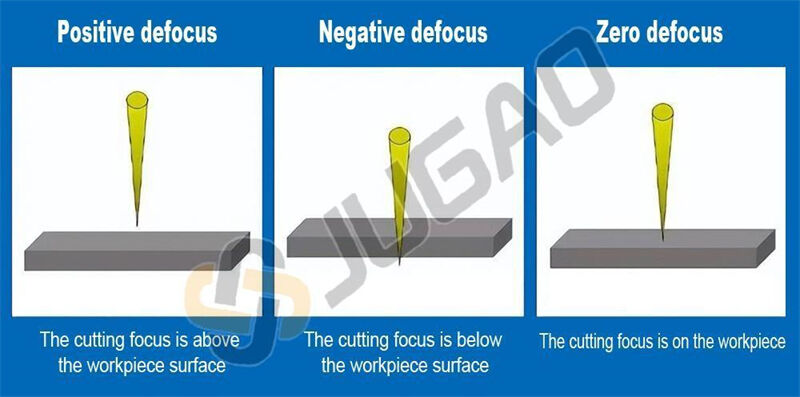
1. کانون متمرکز برش دستگاه برش لیزری روی سطح قطعه کار قرار دارد
این روش رایجترین موقعیت کانونی است که به آن فاصله کانونی صفر نیز گفته میشود و اغلب برای برش قطعاتی مانند SPC/SPH/SS41 استفاده میشود. در این حالت، کانون برش دستگاه در نزدیکی سطح قطعه کار انتخاب میشود. در این حالت، صافی سطوح بالایی و پایینی قطعه کار با هم متفاوت است. به طور کلی، سطح برشی که به کانون نزدیکتر است نسبتاً صافتر است، در حالی که سطح پایینی که از کانون برش دورتر است دارای سطحی ناهموارتر به نظر میرسد. در کاربردهای واقعی، انتخاب این حالت باید بر اساس الزامات فرآیند برش برای سطوح بالایی و پایینی تعیین شود.
2. کانون برش دستگاه برش لیزری روی قطعه کار قرار دارد
این روش به دلیل اینکه نقطه برش در سطح ماده برش یا درون آن قرار ندارد، بلکه در بالای ماده برش قرار دارد، دارای فاصله کانونی منفی نامیده میشود. به طور کلی از این فوکوس به این دلیل استفاده میشود که ضخامت ورق نسبتاً زیاد است. اگر فوکوس به این شکل تنظیم نشود، ممکن است مقدار اکسیژن تحویل داده شده توسط نازل کافی نباشد که منجر به کاهش دمای برش و عدم توانایی در برش ماده میشود. با این حال، معایب بزرگ این روش این است که سطح برش خشن است و برای برش دقیق مناسب نیست.
3. فوکوس برش ماشین برش لیزری در داخل قطعه کار قرار دارد
این روش به عنوان طول کانونی مثبت نامیده میشود و عموماً هنگام برش موادی مانند فولاد ضدزنگ یا صفحات فولادی آلومینیومی استفاده میشود، به طوری که کانون برش در داخل قطعه کار قرار دارد. معایب اصلی این روش این است که دامنه برش بزرگتر از نقطه برش روی سطح قطعه کار است و این حالت اغلب نیازمند جریان هوا برش قویتر، دمای کافی و زمان بیشتری برای برش و سوراخکاری است. بنابراین فقط در برش مواد سخت مانند فولاد ضدزنگ یا آلومینیوم استفاده میشود.
تاثیر فوکوس بر برش:
1. موقعیت فوکوس عقبافتاده، سرباره تیز و کوتاه؛
2. موقعیت فوکوس پیشافتاده، سرباره کروی؛
3. موقعیت فوکوس مناسب، بدون سرباره.

کاربران میتوانند با توجه به تاثیرات مختلف فوکوسها در برش مواد و نیازهای پردازشی خود، روش برش با فوکوس مناسب را انتخاب کنند تا بتوانند به بهترین نحو از مزایای عملکردی دستگاه برش لیزری بهره ببرند!
در بالا رابطه بین طول کانونی مثبت و منفی ماشینهای برش لیزری فلزی و مواد ایجادکننده آنها آورده شده است. محصولات اصلی JUGAO CNC MACHINE شامل ماشینهای برش لیزری، ماشینهای خمکاری هیدرولیکی CNC، ماشینهای جوش لیزری، ماشینهای برش ورق و ماشینهای خمکاری لوله و غیره میشود که در صنایع پردازش ورق فلزی، جعبههای شاسی، روشنایی، تلفن همراه، 3C، لوازم آشپزخانه، حمام، ماشینکاری قطعات خودرو و صنایع لوازم دقت فلزی کاربرد دارند. خوش آمدید که اطلاعات بیشتری را در مورد این ماشینها از طریق مشاوره آنلاین بیابید.

