















































ترتیب برش و خمزنی ورق فلزی
ملاحظات اصلی در خمکاری ورقهای فلزی عبارتند از: اصل اینکه خم اول نباید بر خمهای بعدی تأثیر بگذارد و اصل اینکه خمکاری نباید باعث فشار به قالب یا ابزار ماشینآلات شود.
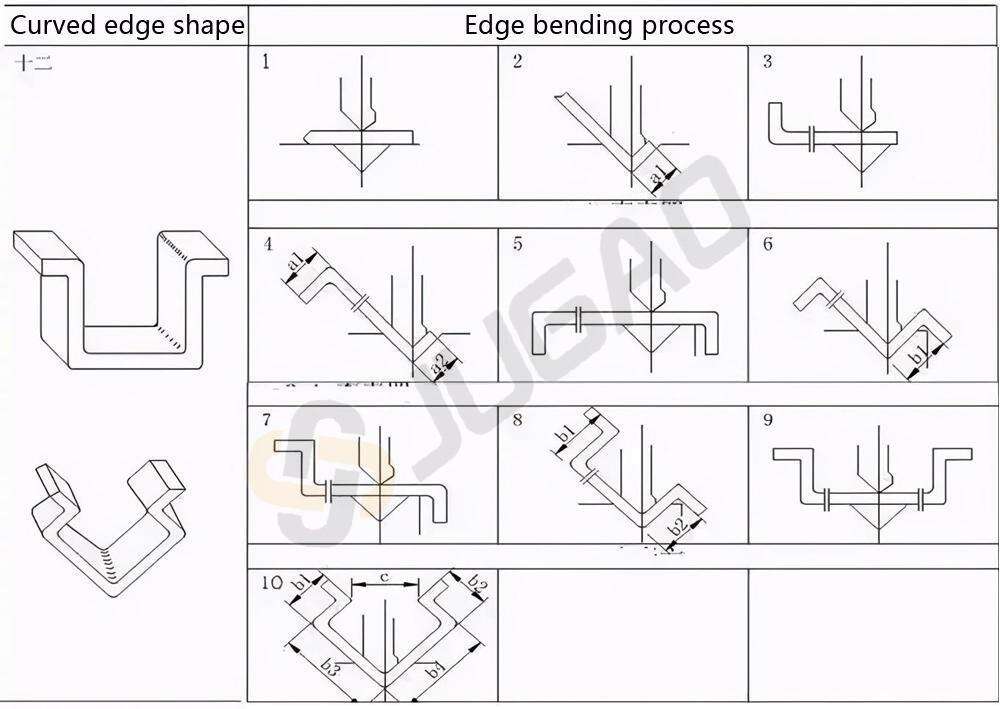
در ادامه توضیحاتی با ارجاع به تصاویر ارائه شده است:
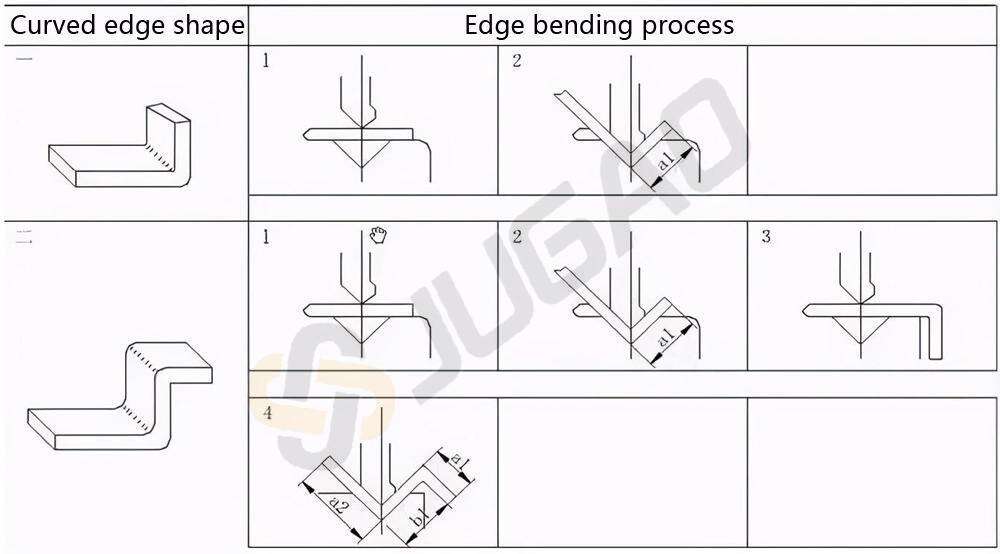
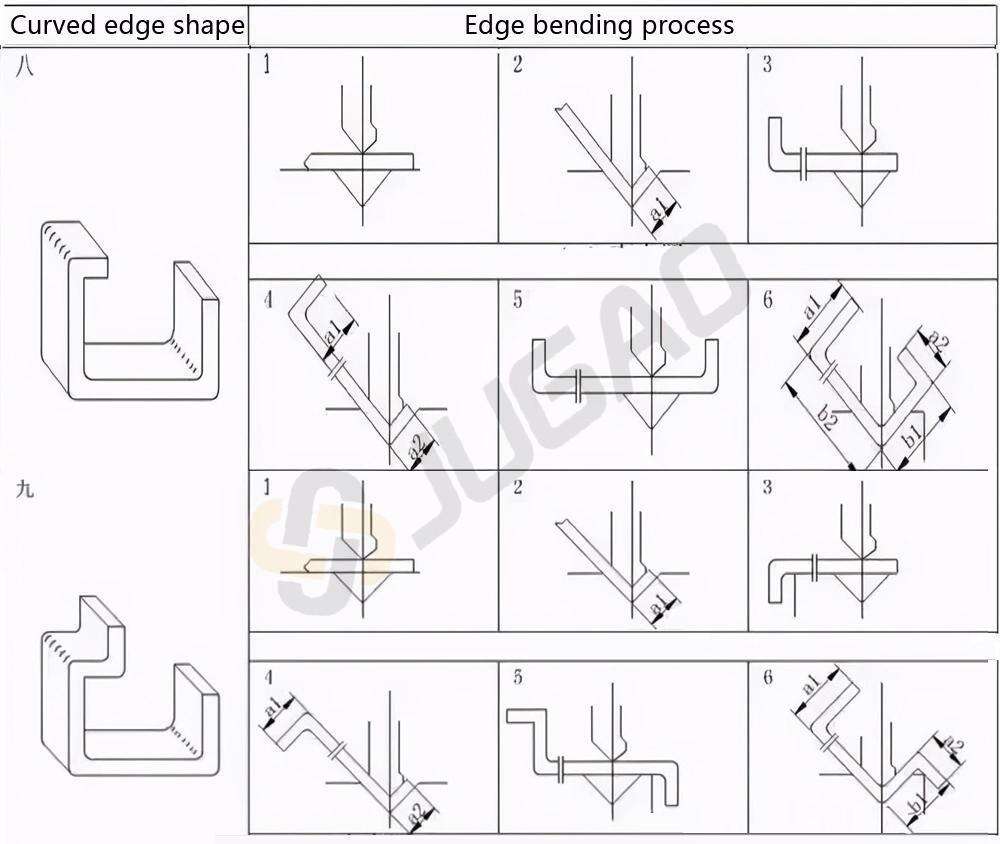
همانطور که در شکلهای ۱ و ۲ نشان داده شده است: خمهای L-شکل عمدتاً از نظر حداقل اندازه خمکاری مورد بررسی قرار میگیرند؛ در حالی که خمهای Z-شکل عمدتاً از نظر حداقل اندازه خمکاری و حداقل ارتفاع خم معکوس مورد بررسی قرار میگیرند.
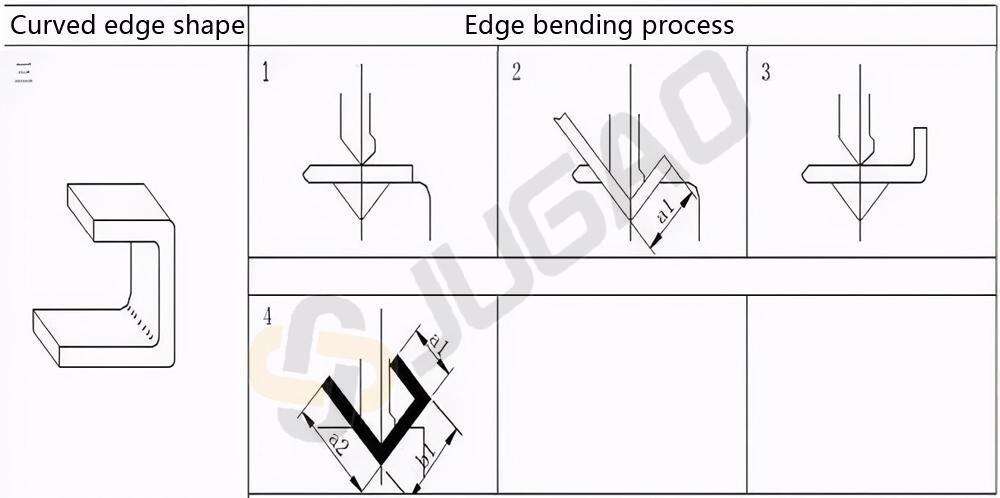
همانطور که در شکل ۳ نشان داده شده است: هنگام خمکردن فولاد نوردشدهی کانالی، اصلیترین عامل قابل توجه نسبت بعد b1 به بعد a1 است. پس از خمکردن، اولین خم نباید با دیهی بالایی خمکننده برخورد کند.
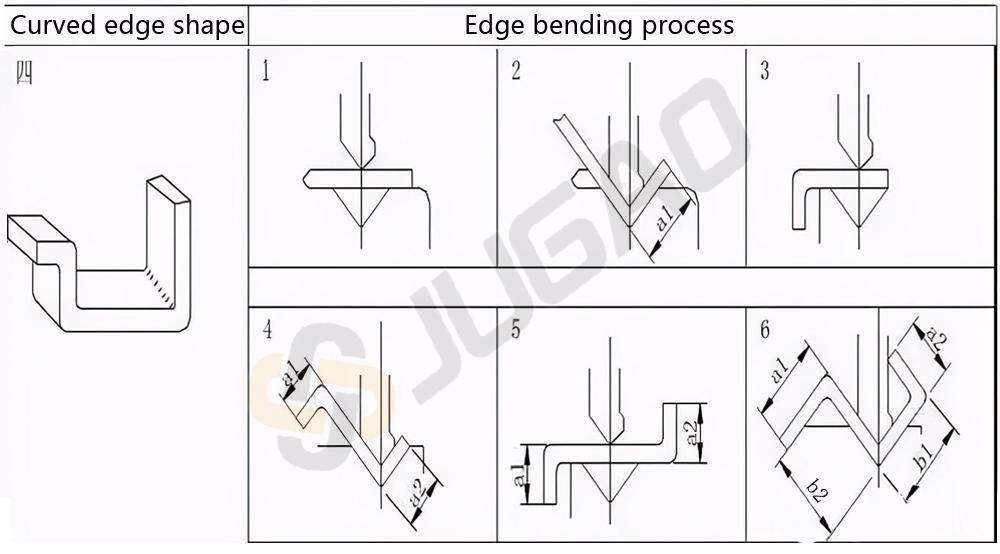
همانطور که در شکل ۴ نشان داده شده است: این خمکاری نیازمند در نظر گرفتن عوامل مختلفی است که در شکلهای ۱، ۲ و ۳ ظاهر میشوند. در مرحلهٔ ۵ به موقعیت دستی که قطعهکار را نگه داشته است توجه کنید تا از سqueeze شدن دست جلوگیری شود.
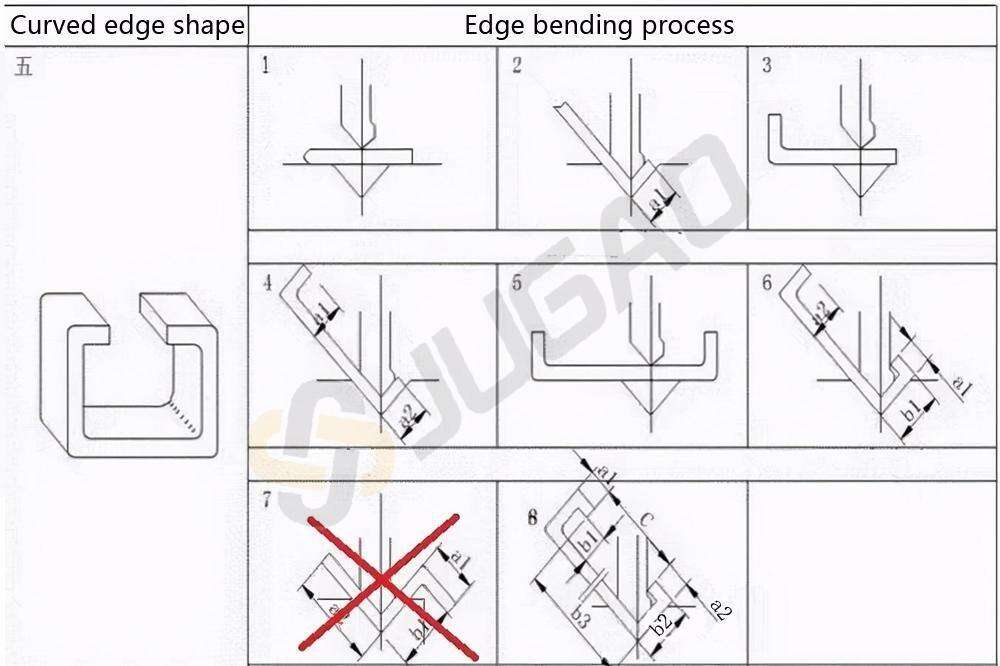
همانطور که در شکل ۵ نشان داده شده است: مرحلهٔ ۷ نادرست و غیرضروری است و باید حذف گردد.
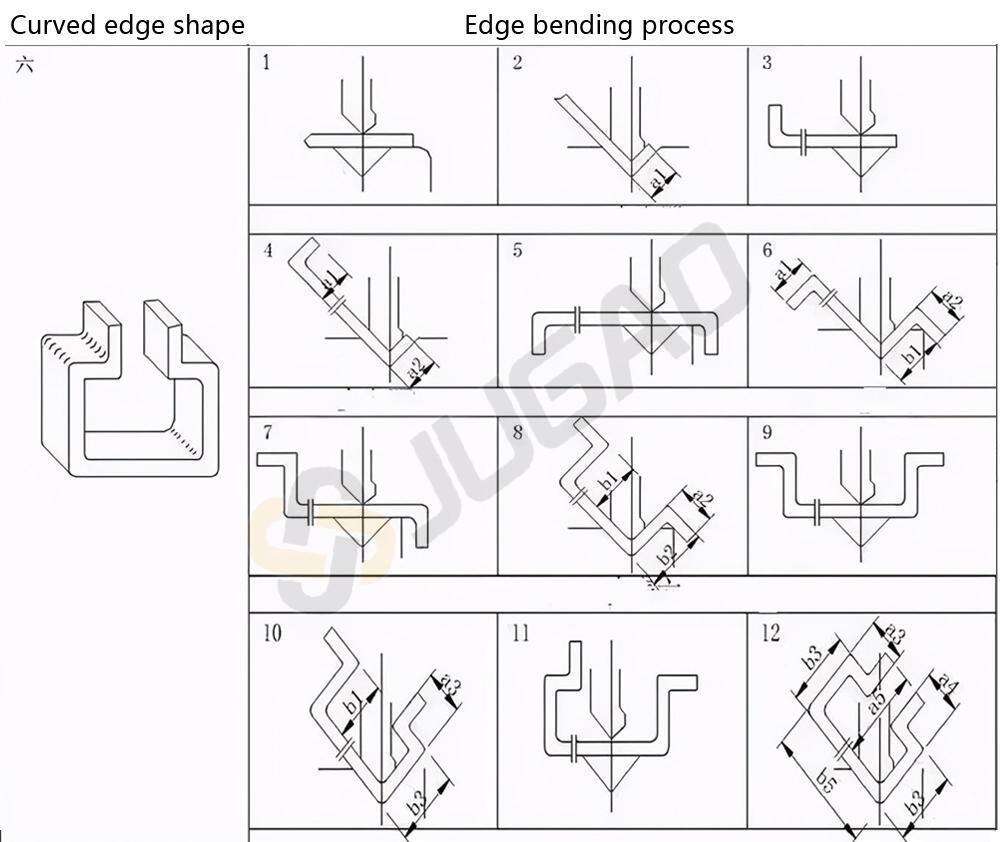
همانطور که در شکل ۶ نشان داده شده است: توجه داشته باشید که طول مرحلهٔ آخر، b5، نسبتاً زیاد است. هیچگونه خمی نباید با قالب برخورد کند، چه رسد به ورود به داخل قالب. استثناها برای قالبهای خاص اعمال میشوند.
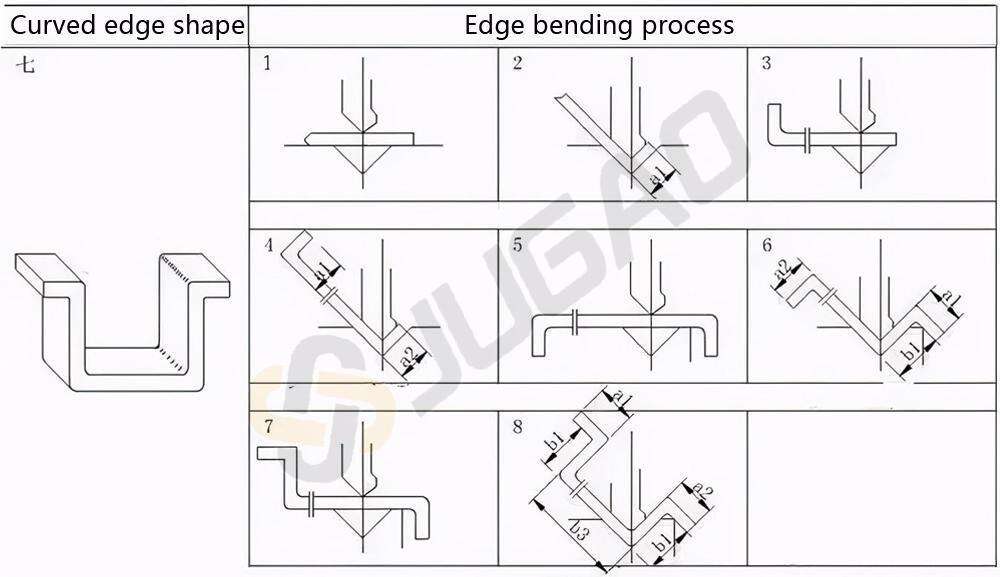
همانطور که در شکل ۷ نشان داده شده است: این نوع خمکاری شکلی رایج برای تقویتکنندههای (ребرها) است و ترتیب خمکاری آن باید آموخته شود.
شکلهای ۸ و ۹ ترتیب خمکاری فوق را نشان میدهند؛ اگر این ترتیب را درک کرده باشید، انجام این کار مشکلی نخواهد داشت.
شکل ۱۰ حذف شده است، زیرا اشکال خمیدگی تکراری هستند و تصویر اصلی با نمودار دنبالهٔ خمیدگی مطابقت ندارد.
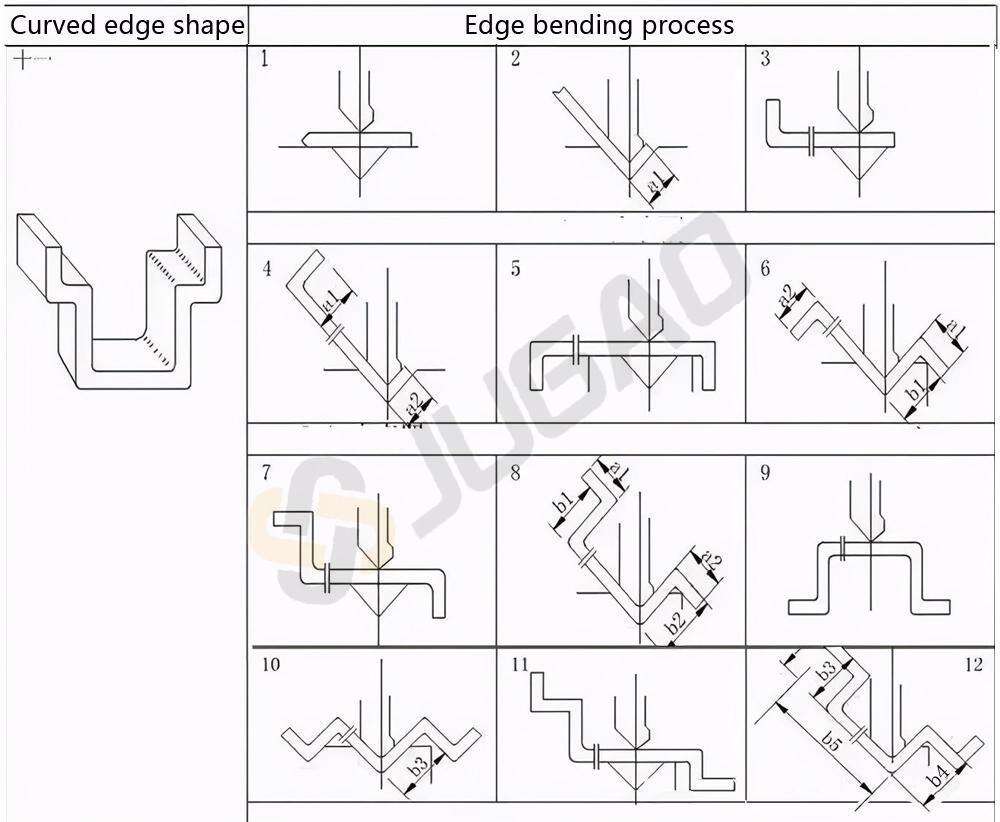
همانطور که در شکل ۱۱ نشان داده شده است: اگرچه مراحل بسیاری وجود دارد، اما عملیات خمیدن در واقع سخت نیست. به سیم شکسته توجه کنید، دربارهٔ آن فکر کنید و متوجه خواهید شد. بسیار ساده است.
خم کردن ورق فلز نیاز به تجربه دارد؛ مشاهده کنید که چگونه صنعتگران با تجربه ورقها را خم میکنند و چرا به این شکل عمل میکنند. برای کسب اطلاعات بیشتر درباره ماشینهای خم یا فرآیندهای خم، لطفاً با تیم ماشینهای CNC جوگائو تماس بگیرید.

