















































بهینهسازی مدیریت خم در دستگاه ESA S630: راهبردهای کلیدی و نکات عملی
فهرست مطالب
• استفاده از ویژگی خم آخر
• بهرهبرداری حداکثری از صفحه عملکردهای ماشین
• روشهای عملی ذخیره برنامه
• بهبود استراتژیهای ابزارها
• پیمایش سایر صفحات منو
• استفاده از انتخاب دوردست برنامه
• سؤالات متداول (FAQ)
◦ اولین مراحل راهاندازی سیستم مدیریت خم ESA S630 روی یک ماشین جدید چیست؟
◦ آیا سیستم مدیریت خمزنی ESA S630 از برنامههای سفارشی خمزنی پشتیبانی میکند؟
◦ نحوه استفاده مؤثر از انتخاب دوردست برنامه با سیستم ESA S630 مدیریت خمزنی چگونه است؟
• نتیجهگیری
برای متخصصانی که قصد بهینهسازی فرآیندهای مدیریت خمزنی را دارند، سیستم ESA S630 راهکارهای بهینهسازی بینظیری ارائه میدهد. شاید در حال حاضر این سؤال برای شما مطرح است که چگونه میتوانید از بهترین روشها برای حداکثر کردن کارایی و تسهیل عملیات استفاده کنید — و این راهنما دقیقاً برای پاسخ به این پرسش طراحی شده است.
این مقاله استراتژیهای عملیاتی را به اشتراک میگذارد تا پتانسیل کامل سیستم مدیریت خمزنی ESA S630 را آشکار کند. با به کارگیری این روشها، عملیات خمزنی شما دگرگون خواهد شد: دقت افزایش مییابد، توقفهای غیرضروری کاهش مییابند و در نهایت خروجی تولید بالا میرود. بیایید مراحلی را بررسی کنیم که مدیریت خمزنی معمولی را به فرآیندی سریع و با عملکرد بالا تبدیل میکنند.
استفاده از قابلیت آخرین خم
برای افزایش کارایی در عملیات خمکاری، تسلط بر ویژگی «خم آخر» در سیستم مدیریت خمکاری ESA S630 بسیار حیاتی است. این ویژگی به عنوان یک مکانیزم محافظتی عمل میکند و با برچسبزدن روی آخرین خم در یک بخش پردازشی، از قرارگیری ناخواسته خمهای اضافی جلوگیری میکند. هنگامی که به درستی استفاده شود، به اپراتورها کمک میکند تا دنبالههای پردازش دقیق و بدون خطا را حفظ کنند—شما میتوانید آن را با آیکون خم آخر که در گوشه بالای سمت راست شکل زیر قرار دارد، شناسایی کنید:
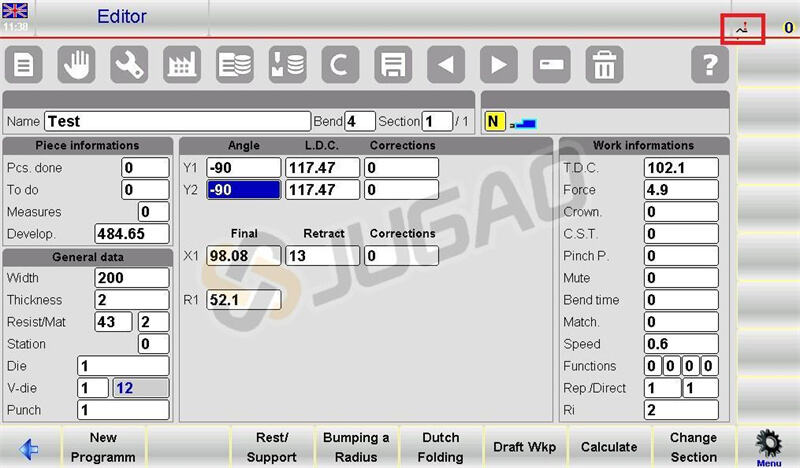
ادغام ویژگی «خم آخر» در فرآیند کاری ESA S630 شما میتواند دقت را بهطور قابل توجهی بهبود بخشد، بهویژه هنگام کار با دنبالههای پیچیده خمکاری که شامل مراحل متعددی هستند.
بهرهبرداری حداکثری از صفحه توابع ماشین
در نرمافزار مدیریت خمکاری ESA S630، صفحه «توابع ماشین» کلیدی برای ارتقای کنترل ماشین در حین خمکاری است. در اینجا، اپراتورها میتوانند توابع سفارشی را برای هر خم تنظیم کنند تا عملکرد را با وظایف خاص تطبیق دهند.
برای دسترسی به این ویژگی: دکمه مربوطه را در صفحه ویرایشگر فشار دهید، سپس گزینه 9>> توابع ماشین را انتخاب کنید. پنجره بازشونده مجموعهای از تنظیمات را برای دقیقتر کردن عملیات ارائه میدهد:
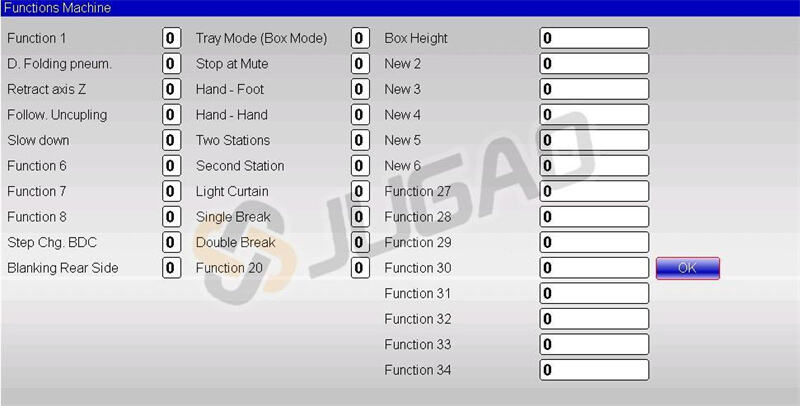
• تابع پنوماتیک تاشو: باعث بالا رفتن قالبها بهصورت پنوماتیک میشود و دقت را در خمهای تاشو هلندی تضمین میکند.
• تابع عقبنشینی محور Z: محورهای Z1 و Z2 را بر اساس «مقدار انحراف Z» تنظیم میکند تا دقت پردازش حفظ شود.
• تابع قطع اتصال دنبالهرو: یک چرخه آزادسازی اجرا میکند تا حرکت قطعه دنبالهرو را کنترل کند.
• تابع کاهش سرعت: دسته را در سرعت پایین به حرکت پایین ادامه میدهد و کنترل را در طول چرخه خمکاری بهبود میبخشد.
• تابع تغییر گام BDC: امکان تنظیم خم را در نقطه مرده پایین فراهم میکند و دقت را افزایش میدهد.
• تابع غیرفعالکردن تیر عقبی: همراه با سیستمهای ایمنی MCS کار میکند و در صورت نیاز تیر عقبی را غیرفعال میکند.
• حالت جعبه (حالت سینی) و توابع ارتفاع جعبه: خمکاری ایمن قطعات کاری به شکل جعبه را با استفاده از سیستمهای «لیزر ایمن» تضمین میکنند.
• توقف در حالت بیصدا: امکان مکث هنگام تغییرات سرعت را در سیستم «لیزر ایمن» فراهم میکند.
• عملکردهای دست-پا و دست-دست: کنترل دستی توقف را در نقاط بیصدا برای عملکرد انعطافپذیر فراهم میکنند.
• عملکردهای دو ایستگاهی و ایستگاه دوم: هنگام استفاده از سیستم «لیزر ایمن»، عملکرد دو پدالی را مدیریت میکنند.
صفحهٔ «عملکردهای ماشین» برای کنترل دقیق در مدیریت خمزن ESA S630 ضروری است—این امکان را فراهم میکند تا عملیات را متناسب با نیازهای خاص قطعه کار تنظیم کنید و همزمان هم بهرهوری و ایمنی تضمین شود.
روشهای عملی ذخیره برنامه
مدیریت کارآمد برنامهها برای اجرای روان عملیات در مدیریت خمزن ESA S630 بسیار مهم است. از نسخه 10.1 به بعد، فرمت برنامههای کاری به 20 تابع گسترش یافته است. هرچند نسخه 10.x از فرمتهای قدیمیتر پشتیبانی میکند، اما از نظر عقبگرد سازگاری ندارد—بنابراین در صورت نیاز باید برنامهها را در فرمتهایی سازگار با نسخههای قبلی ذخیره کنید.
مروری بر ذخیره نسخه
صفحه نسخهی ذخیرهسازی مدیریت برنامه را ساده میکند، با نمایش برنامههای فعلی، شاخص نسخه آنها، کادر انتخاب برای انتخاب نسخههای مورد نظر جهت ذخیره و کلیدهای عملکردی مانند [ذخیره به عنوان…] و [ذخیره همه به عنوان…].
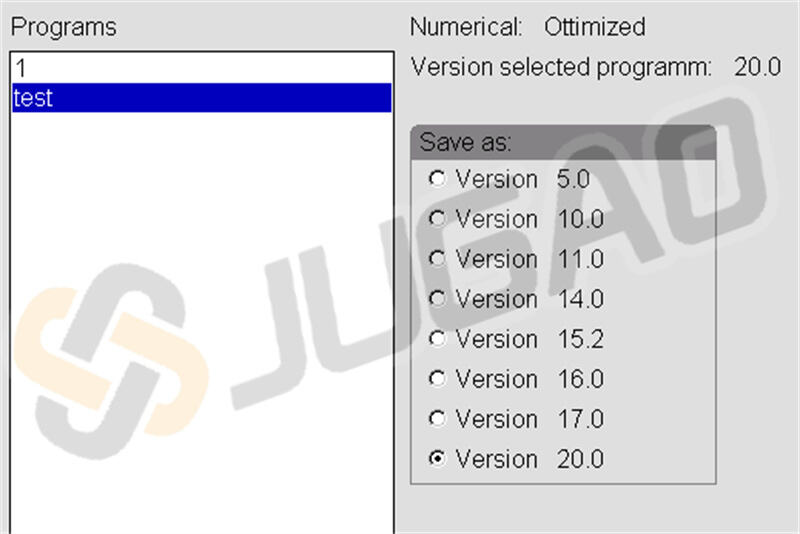
ذخیره یک برنامه عددی تکی
برای ذخیره یک برنامه در فرمتی سازگار با نسخه قدیمیتر:
1. به رابط لیست برنامه بروید.
2. برای باز کردن صفحه ذخیره، روی [ذخیره نسخه] کلیک کنید.
3. از طریق صفحه لمسی، فرمت مورد نظر (مثلاً نسخه 14.0) را انتخاب کنید.
4. برای نامگذاری برنامه و تکمیل عمل ذخیره، روی [ذخیره به عنوان…] ضربه بزنید.
ذخیره تمام برنامهها
برای ذخیره تمام برنامههای موجود به صورت یکجا:
1. لیست برنامه را باز کنید.
2. با کلیک روی [ذخیره نسخه] به صفحه ذخیره دسترسی پیدا کنید.
3. از طریق صفحهنمایش لمسی، فرمت مورد نظر را انتخاب کنید (مثلاً نسخه 14.0).
4. یک درایو USB فرمتشده را به دستگاه وصل کنید.
5. گزینه [ذخیره همه به عنوان…] را انتخاب کنید تا تمام برنامهها روی درایو USB ذخیره شوند.
این روشها قابلیت اطمینان و کارایی مدیریت خم S630 ESA را افزایش میدهند و دسترسی آسان به برنامهها و سازگاری بین نسخههای مختلف سیستم را تضمین میکنند.
بهبود استراتژیهای ابزارگیری
مدیریت مؤثر خم S630 ESA به استفاده ماهرانه از صفحه «ابزارگیری» متکی است — که ایستگاههای کاری را مدیریت میکند و بهصورت خودکار موقعیت محور Z را محاسبه میکند. برای باز کردن این صفحه: به ویرایشگر بروید، سپس گزینه 11 >> ابزارگیری را انتخاب کنید. رابط، نمای جلویی دستگاه را نشان میدهد که در آن آیکونهای «دندانه» نمایانگر ابزارها هستند و پنجرههای کنترلی در سمت راست قرار دارند.
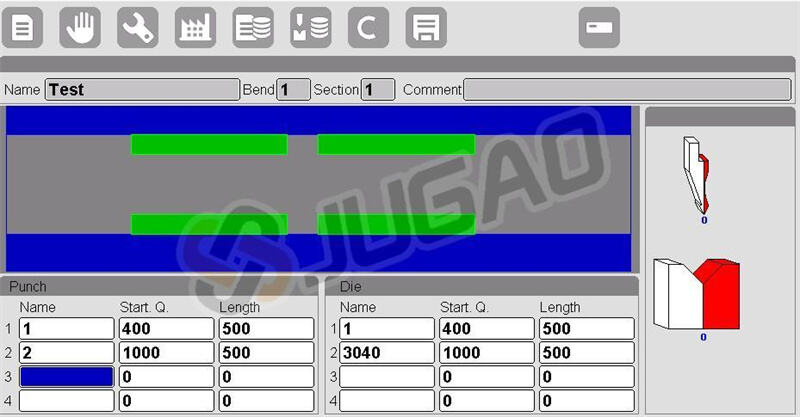
در پایین صفحه، دو پنجره اصلی اطلاعات مربوط به حداکثر چهار ایستگاه کاری را نمایش میدهند، از جمله:
• شماره ایستگاه کاری: مشخص کنید کدام ایستگاه کاری فعال است (در محدوده 1 تا 4).
• شناسایی ابزار: نام قالبها و ماتریسها را با ابزارهای فهرستشده تطبیق دهید.
• اندازهگیریها: ابعاد اولیه را وارد کنید — در صورت فعال بودن گزینه «فاصله 0 تا داخل شانه»، این مقادیر از نقطه 0 محاسبه میشوند.
• طول ابزارها: طول ابزارها را برای هر ایستگاه کاری وارد کنید.
با استفاده از این ویژگیها، میتوانید مدیریت خمکاری ESA S630 را بهبود بخشید: انتخاب دقیق ابزار را تضمین کنید، نگهداری را سادهتر کنید و بهرهوری کلی در فرآیند کار با فلز را افزایش دهید.
پیمایش سایر صفحات منو
برای عملکرد صحیح سیستم مدیریت خمکاری ESA S630، لازم است نحوه پیمایش صفحات کلیدی منو را بدانید. در ادامه نحوه استفاده از ویژگیهای ضروری آورده شده است:
خاموش کردن سیستم NC
برای خاموش کردن ایمن سیستم کنترل عددی (CNC):
1. دو بار روی دکمه مشخصشده فشار دهید تا منو باز شود.
2. گزینه 5>> خاموش کردن را انتخاب کنید.
مشاهده نسخه نرمافزار
برای بررسی جزئیات نرمافزار (شامل نسخه نرمافزار):
1. دو بار دکمه مشخصشده را فشار دهید تا به منو دسترسی پیدا کنید.
2. گزینه 6>> نسخه را انتخاب کنید.
مشاهده یا تغییر لوگو
برای بررسی یا تغییر نمایش لوگو:
1. دو بار روی دکمه مشخصشده فشار دهید تا منو باز شود.
2. گزینه 7>> لوگو را انتخاب کنید.
تسلط بر این عملکردهای پایهای منو، اطمینان حاکمیت شخصیسازیشده و کارآمد شما بر سیستم مدیریت خمش ESA S630 را فراهم میکند.
استفاده از انتخاب برنامه از راه دور
برای استفاده از حالت انتخاب برنامه از راه دور، ابتدا باید منابع مورد نیاز را آماده کرده و CNC را به درستی پیکربندی کنید. برای مراحل دقیق پیکربندی، به راهنمای پارامترهای ماشین ارائهشده توسط سازنده ماشین مراجعه کنید — این امر تضمین میکند که حالت مذکور به درستی کار کند.
سوالات متداول (FAQ)
مراحل اولیه راهاندازی سیستم مدیریت خمزن ESA S630 روی یک دستگاه جدید چیست؟
ابتدا به راهنمای کاربر دستگاه مراجعه کنید تا دستورالعملهای راهاندازی اولیه را دنبال نمایید. سپس پارامترهای CNC را برای اطمینان از سازگاری با سیستم مدیریت خمزن ESA S630 تنظیم کنید. در نهایت، تمام اتصالات را بررسی کنید تا یکپارچهسازی صحیح برنامه تضمین شده و از بروز مشکلات عملیاتی جلوگیری شود.
آیا سیستم مدیریت خمزن ESA S630 از برنامههای خمزنی سفارشی پشتیبانی میکند؟
بله، سیستم مدیریت خمزن ESA S630 برای مدیریت برنامههای خمزنی سفارشی طراحی شده است. شما میتوانید CNC را به گونهای پیکربندی کنید که این برنامههای سفارشی را بپذیرد و بهدرستی اجرا نماید؛ این انعطافپذیری به برآوردن نیازهای تولید منحصربهفرد کمک میکند و قابلیتهای کلی را افزایش میدهد.
چگونه میتوان بهطور مؤثر از انتخاب دوردست برنامه با سیستم مدیریت خمزن ESA S630 استفاده کرد؟
برای استفاده مؤثر از انتخاب برنامه از راه دور، ابتدا تمام منابع لازم را (همانطور که در دستورالعملهای سازنده توضیح داده شده است) آماده کنید. سپس دستگاه کنترل عددی کامپیوتری (CNC) را مطابق دستورالعملهای ارائهشده در راهنمای پارامترهای ماشین تنظیم نمایید. تنظیم صحیح، زمان توقف را به حداقل رسانده و کارایی عملیاتی را بهبود میبخشد.
نتیجهگیری
هنگام بهینهسازی مدیریت خمکاری ESA S630، مجموعهای از استراتژیهای اساسی میتوانند بهطور قابل توجهی کارایی عملیاتی را افزایش داده و زمان توقف را کاهش دهند. با اولویتبندی تنظیم دقیق، استفاده از انتخاب برنامه از راه دور و همچنین انجام تعمیر و نگهداری منظم سیستم، سیستم خمکاری شما عملکرد بهینهای ارائه خواهد داد. این استراتژیها در کنار یکدیگر عملیات خمکاری را سادهسازی کرده، دقت را بهبود بخشیده و بهرهوری کلی را افزایش میدهند.
برای پشتیبانی جامع و استفاده کامل از قابلیتهای مدیریت خمش ESA S630، با تیم متخصص ما تماس بگیرید. ما در اینجا هستیم تا بینشهای عمیق، راهحلهای سفارشی و مدارک اضافی لازم را برای راهنمایی شما در هر مرحله فراهم کنیم. برای مشاوره، دریافت منابع بیشتر یا بررسی مدارک مرتبط در وبسایت ما، با ما تماس بگیرید. با همکاری با ما، میتوانید اطمینان حاصل کنید که ماشینآلات شما با حداکثر بازده عمل میکنند و بهطور مداوم نتایجی استثنایی ارائه میدهند.

