















































استفاده از برنامهریزی DELEM DA-66T برای بهبود کارایی
وقتی صحبت از بهبود کارایی عملیات شما با ماشینهای خمزن فشاری میشود، درک برنامهنویسی محصول DELEM DA-66T امری مهمی است. این سیستم نهتنها جریان کار شما را سادهتر میکند، بلکه دقت در خمها و کاهش زمان راهاندازی را نیز تضمین مینماید. با ادغام کامل پیکربندی ابزارهای DELEM DA-66T، میتوانید بهرهوری را به حداکثر رسانده و کیفیت خروجی را بهبود بخشید.
در این راهنما، من شما را در فرآیند استفاده از برنامهنویسی محصول DELEM DA-66T برای افزایش قابلتوجه کارایی در فرآیندهای کار با فلز هدایت میکنم. از آغاز با مفاهیم پایه تا بررسی دقیق پارامترها و توابع خاص خم، شما یاد میگیرید که چگونه از تمام قابلیتهای این کنترلر پیشرفته بهرهبرداری کنید.
شروع کار با برنامهنویسی محصول
برای شروع برنامهنویسی محصول DELEM DA-66T، آشنایی با عملکردها و پارامترهای آن امری مهمی است. رابط نرمافزار کاربرپسند طراحی شده تا ناوبری و تنظیمات را بهراحتی امکانپذیر سازد.

برای تولید یا ویرایش یک برنامه عددی، یک برنامه جدید را از حالت محصولات (Products mode) آغاز کنید یا از گزینه «برنامه» (Program) برای ورود مستقیم استفاده نمایید.
برای ویرایش یک برنامه CNC موجود، یک محصول را در مرور محصولات (Products overview) انتخاب کرده و دکمه ناوبری «برنامه» (Program) را فشار دهید. هنگام شروع یک برنامه جدید، گزینه «برنامه جدید» (New Program) را انتخاب کنید و پس از وارد کردن ویژگیهای اصلی محصول، سیستم بهطور خودکار به حالت «برنامه» (Program) منتقل میشود.
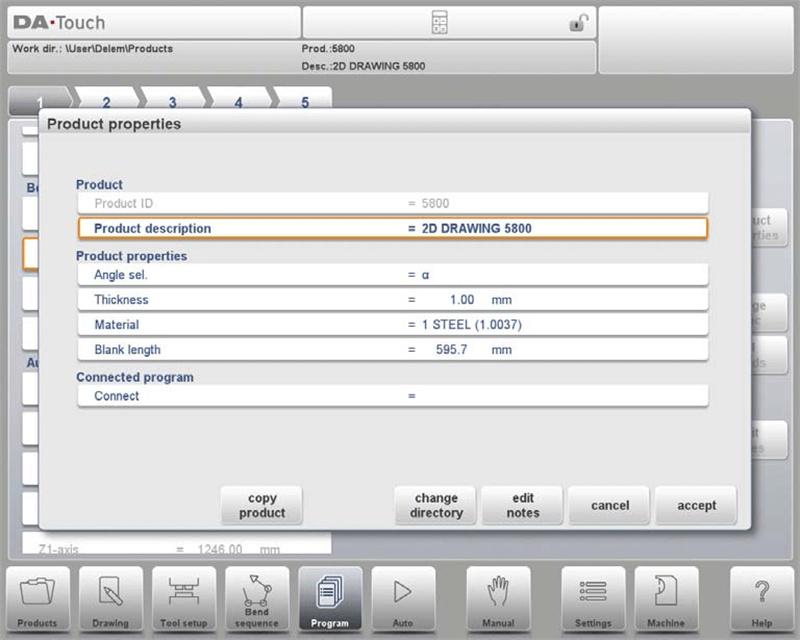
برای تغییر ویژگیهای اصلی محصول، روی «ویژگیهای محصول» (Product Properties) ضربه بزنید. این پارامترها در تمامی مراحل خمکاری مربوط به آن برنامه یکسان هستند (دادههای اصلی برنامه).
ابتدا با بررسی عملکردهای اصلی شروع کنید: بارگذاری ماده، انتخاب قالب و وارد کردن مشخصات لازم. هر پارامتری مانند ضخامت ماده، طول قطعه کار و پارامترهای تنظیم ابزار، برای تولید دقیق محصول حیاتی است.
توضیح پارامترها:
شناسه محصول: یک شناسهٔ منحصربهفرد برای هر برنامه اختصاص دهید که حداکثر ۲۵ کاراکتر (شامل حروف و اعداد) داشته باشد.
توضیحات محصول: نام یا شمارهای توصیفی برای برنامه وارد کنید که نیز حداکثر ۲۵ کاراکتر (شامل حروف و اعداد) داشته باشد.
انتخاب زاویه: بین دو حالت برنامهنویسی محور Y انتخاب کنید:
۰ = موقعیت مطلق برای خمکردن.
۱ = α، که در آن زاویه مشخص میشود و موقعیت محور Y محاسبه میگردد.
ضخامت: ضخامت ورق.
انتخاب ماده: از میان ۶ مادهٔ پیشتعریفشده یا ۹۹ مادهٔ قابل برنامهریزی برای محاسبه عمق خمکردن انتخاب کنید. تنظیم مواد را در صفحهٔ «مواد» در بخش «تنظیمات» انجام دهید.
طول ورق اولیه: طول اولیهٔ ورق مورد نیاز برای محصول را تعیین کنید؛ این مقدار در صورت اتکا به نقشهٔ دو بعدی (۲D) محاسبه میشود.
برنامههای اتصال: اتصال برنامهها برای ایجاد محصولات سهبعدی از چندین مرحله.
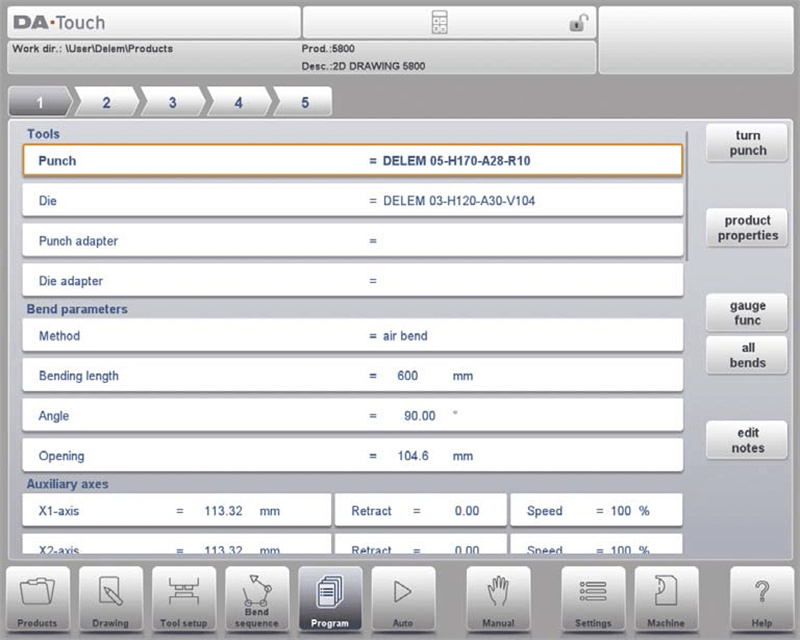
صفحه اصلی، خمهای موجود را نمایش میدهد و از این صفحه اصلی، برای هر خم موجود میتوان پارامترهای خاص را مشاهده و ویرایش کرد.
انتخابکننده خم در بالای صفحه، برای ناوبری بین خمها در برنامهنویسی محصول DELEM DA-66T به کار میرود. با لمس خمهای نمایشدادهشده میتوان بهراحتی دادههای خم مورد نظر را انتخاب کرد.
پنجرهای جدید را باز میکند که در آن ویژگیهای محصول — مؤثر بر تمام خمها — نمایش داده شده و قابل ویرایش هستند.
تابعهای ضخامت (Gauge): پنجرهای را باز میکند که در آن میتوان موقعیت محورها را نسبت به موقعیت انگشتها برنامهریزی کرد.
تمام خمها: پنجرهای جدید را باز میکند که در آن تمام خمها در قالب یک جدول نمایش داده میشوند.
ویرایش یادداشتها: پنجرهای را باز میکند که امکان مشاهده و ویرایش یادداشتهای مربوط به محصول فعلی را فراهم میسازد.
این رویکرد ساختارمند، به بهینهسازی گردشکارهای عملیاتی، افزایش دقت و ارتقای بهرهوری در محیطهای صنعتی کمک میکند.
آشنایی با این ویژگیها اطمینان حاصل میکند که شما از همان ابتدا به درستی شروع کرده و از مزایای برنامهریزی کارآمد محصولات بهرهمند میشوید.
درک پارامترهای خمکردن
سیستم DELEM DA-66T شامل فهرست جامعی از پارامترهای خمکردن است که برای انجام عملیات دقیق ضروری هستند. شناسه محصول (ID) و توضیحات محصول در سطر بالایی صفحه نمایش داده میشوند.
شما ابتدا با توجه به نوع و ضخامت ماده، ابزارهای مناسب را انتخاب خواهید کرد.
انتخاب پانچ: در برنامهریزی محصولات DELEM DA-66T، نام (شناسه یا ID) پانچ اهمیت بسزایی دارد. برای ویرایش آن یا انتخاب از کتابخانه ابزارها، روی آن لمس کنید تا مدیریت ابزارها سادهتر شود.
انتخاب دای: به راحتی با لمس صفحه، دای مورد نظر را از کتابخانه دایها انتخاب یا تغییر دهید.
آداپتور پانچ: آداپتور پانچ را از کتابخانه انتخاب و برنامهریزی کنید. برنامهریزی محصولات DELEM DA-66T برای استفاده کارآمد از آداپتورها، به تنظیمات حالت ماشین (Machine mode) وابسته است.
آداپتور دای: به طور مشابه، آداپتور دای را از طریق برنامهریزی محصولات DELEM DA-66T انتخاب کنید؛ این انتخاب مشروط بر پارامترهای حالت ماشین (Machine mode) برای عملکرد بهینه است.
برنامهریزی ابزار: بهصورت کارآمد شناسههای ابزار را برنامهریزی کنید یا در کتابخانه برای مشاهدهی گزینههای ابزار جستجو کنید. از ' چرخش پانچ ' یا ' چرخش ماتریس ' برای تنظیم جهتگیری ابزار استفاده کنید.
پارامترهای خمکاری مانند زاویهی خم، شعاع خم و طول باله بر اساس خروجی مورد نظر تنظیم میشوند.
پارامترهای خم
روش
روش خمکاری مورد نیاز را انتخاب کنید. سیستم کنترل از ۵ روش پشتیبانی میکند:
• خمکاری هوایی
• خمکاری کامل (بُتُمینگ)
• لبهدار کردن (همینگ)
• تا زدن لبه و شکلدهی به انتهای قطعه
• دستکاری
موارد زیر جزئیات دقیق این فرآیندها را شامل میشوند:
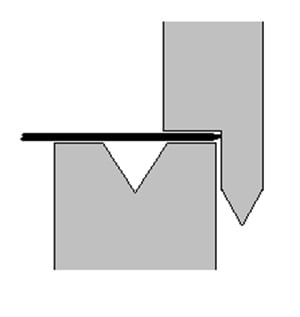
خمش هوایی:
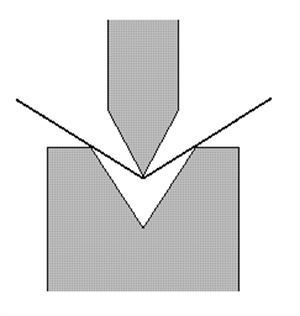
برنامهریزی محصول DELEM DA-66T بهصورت کارآمد موقعیت محور Y مورد نیاز را برای دستیابی به زاویه برنامهریزیشده محاسبه میکند؛ بدین منظور، پانچ تا عمق لازم در برگه فلزی فرو برده میشود.
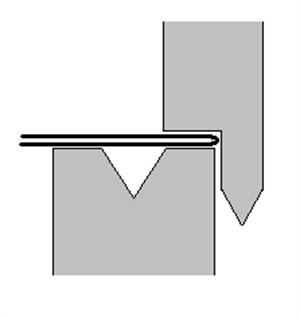
شکلدهی به انتهای قطعه (Bottoming):
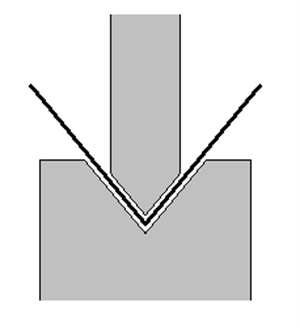
در برنامهریزی محصول DELEM DA-66T، برگه فلزی با فشردهشدن بین پانچ و قالب خم میشود؛ در این روش، کف قالب بهعنوان موقعیت لازم محور Y برای خمش دقیق در نظر گرفته میشود.
تا زدن لبه (Hemming):
با استفاده از برنامهریزی محصول DELEM DA-66T، برگه پس از یک خمش حاد اولیه، دو بار تا میشود. سیستم موقعیت محور Y را بهدقت بهصورت سطح قالب بهعلاوه دو برابر ضخامت برگه محاسبه میکند و از برنامهریزی «باز شدن لبه» (hem opening) برای تنظیمات لازم استفاده مینماید.
تا زدن لبه و شکلدهی به انتهای قطعه:
مشابه عملیات هِمینگ (Hemming)، اما در برنامهریزی محصول DELEM DA-66T، بالاترین نقطه قالب بهعنوان موقعیت محور Y در نظر گرفته میشود تا خمکردن و فشردن دقیق بین پانچ و قالب تضمین شود.
مدیریت قطعه: برنامهریزی محصول DELEM DA-66T با ثابت نگهداشتن محور Y، مراحل غیرخمکاری را تسهیل میکند و اجازه میدهد محورهای پشتگیج (Backgauge) بر اساس مقادیر برنامهریزیشده موقعیتیابی شوند. برای افزایش کارایی مدیریت قطعه، تغییر مرحله خارجی (ورودی C) لازم است.
یادداشت ۱: خمهای هِمینگ (Hemming) در اینجا با استفاده از یک پانچ هِمینگ ویژه نشان داده شدهاند، اما استفاده از این پانچ اجباری نیست.
یادداشت ۲: هنگامی که عملیات بوتومینگ (Bottoming) انتخاب شده باشد، موقعیت پایانی خم محور Y به نیروی کار وابسته است. با این حال، اگر نیروی اعمالی کافی باشد تا تیر محور Y به موقعیت پایانی محاسبهشده خم برسد، طول حرکت تیر توسط مقدار موقعیت تعیین میشود.
طول خمکاری: طول ورق بین ابزارها.
زاویه: زاویهٔ مورد نیاز این خمکردن. این پارامتر فقط در صورتی ظاهر میشود که برنامهریزی زاویه با پارامتر «انتخاب زاویه» (Angle sel.) انتخاب شده و روش خمکردن، خمکردن هوایی (air bend) باشد.
بازشدگی لبهپوش: سیستم برنامهریزی محصول DELEM DA-66T موقعیت تیر (beam) را برای خمکردن لبهپوش (hemming bends) بر اساس فاصلهٔ بازشدگی بین لبهها (flanges) محاسبه میکند.
موقعیت خمکردن: موقعیت محور Y که برای انجام یک خم مورد نیاز است، هنگام استفاده از برنامهریزی مطلق (absolute programming) یا فعالبودن روشهای ترازکردن (bottoming) یا لبهپوش (hemming) مشخص میشود.
بازشدگی: این پارامتر فاصلهٔ موجود بین نوک ضربهزن (punch) و قالب (die) پس از خمکردن را تعریف میکند. در سیستم برنامهریزی محصول DELEM DA-66T، مقدار مثبت نشاندهندهٔ فاصلهای بالاتر از نقطهٔ «Mute» و مقدار منفی نشاندهندهٔ فاصلهای پایینتر از آن است.
محور کمکی: سیستم برنامهریزی محصول DELEM DA-66T مقادیر منفی محور X را بهعنوان مقادیر نسبی تفسیر میکند و آنها را از موقعیت فعلی کم میکند؛ این ویژگی برای پیوند عملیاتهای متوالی (chaining operations) مفید است.
بازگشت: فاصلهٔ بازگشت (retract) یک محور انتخابشده در خم جاری در سیستم برنامهریزی محصول DELEM DA-66T از زمانی آغاز میشود که تیر (beam) ورق را نگه میدارد و بهینهسازی زمان پردازش را امکانپذیر میسازد.
سرعتهای محور: سرعتها در برنامهنویسی محصول DELEM DA-66T میتوانند بهصورت درصدی از حداکثر سرعت تنظیم شوند که این امر کنترل دقیق فرآیندهای تولید را تضمین میکند. با درک و استفاده از این قابلیتهای برنامهنویسی محصول DELEM DA-66T، تولیدکنندگان میتوانند بهطور چشمگیری بهرهوری و تولید خود را افزایش دهند.
ویرایش یادداشتها
ویژگی ویرایش یادداشتها امکان ثبت دستورالعملهای دقیق و اختصاصی برای هر شغل را فراهم میکند که این یادداشتها برای مراجعههای آینده بسیار ارزشمند خواهند بود.
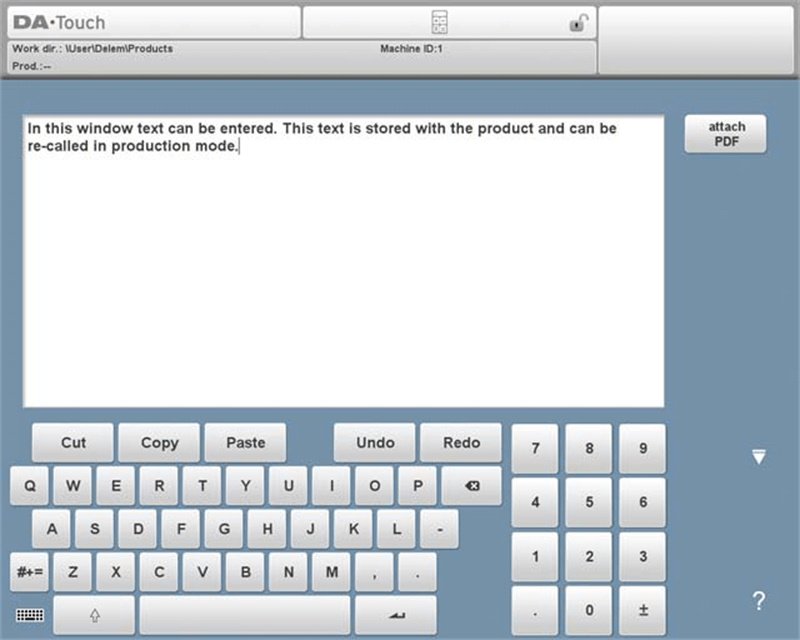
برای پیوست کردن یک فایل PDF به یادداشت، روی گزینهٔ «پیوست کردن PDF» لمس کنید. از طریق مرورگر دایرکتوری، میتوانید یک فایل PDF را انتخاب کرده و آن را در فایل محصول جاسازی نمایید.
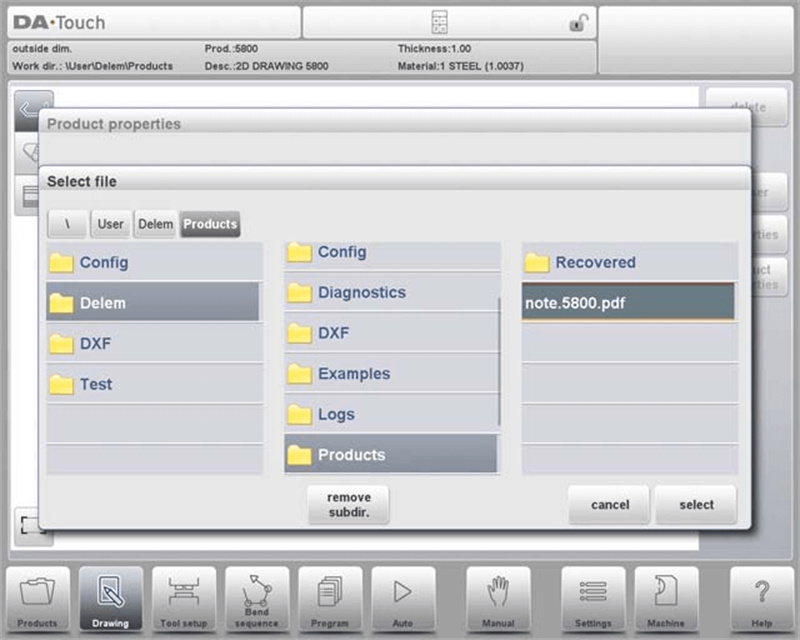
هنگامی که تنها یک فایل PDF بدون یادداشت متنی پیوست شده باشد، این فایل PDF بلافاصله پس از فشار دادن نشانگر «یادداشتها» در حالت خودکار نمایش داده میشود.
تابع کالیبرهکننده (گیج)
علاوه بر این، تابع کالیبرهکننده (گیج) در موقعیتدهی صحیح مواد کمک میکند و دقت یکنواخت را در عملیات تکراری تضمین مینماید.
در برنامهنویسی محصول DELEM DA-66T، گزینهٔ «تابع گیج» (Gauge Func) پنجرهای را باز میکند تا پارامترهای گیج عقبگیر (backgauge) مدیریت شوند؛ این پارامترها برای برنامهریزی موقعیت انگشتهای گیج عقبگیر در هر خمزنی ضروری هستند.
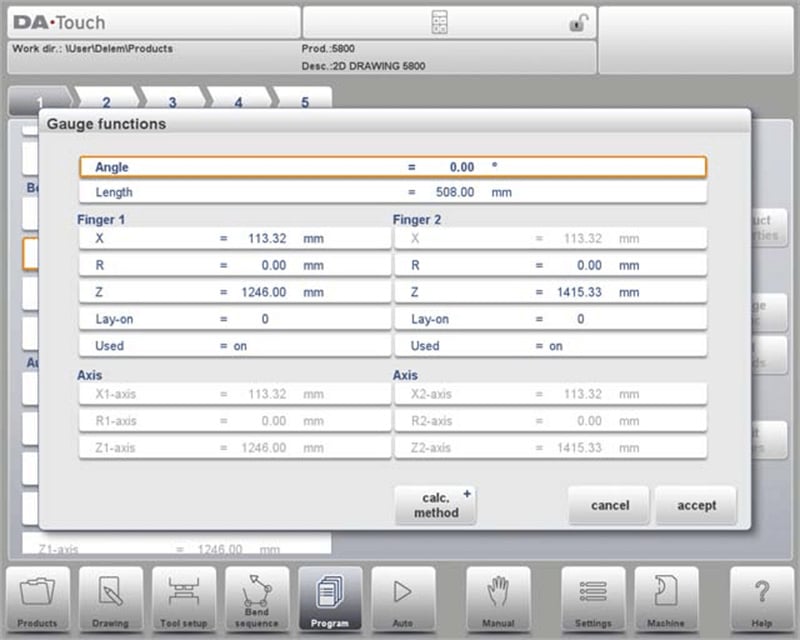
زاویه: زاویهٔ انگشتهای گیج عقبگیر را تعیین میکند تا موقعیتدهی زاویهای دقیق انجام شود.
طول: طول ضلع محصول را برای موقعیتدهی گیج عقبگیر، بهویژه در جهت Z، تنظیم میکند.
X: موقعیت دستی قابل تنظیم انگشتها در جهت X برای قراردهی ورق.
R: موقعیت دستی قابل تنظیم در جهت R که کنترل دقیقتری بر روی موقعیتدهی فراهم میکند.
Z: تنظیمات در جهت Z امکان بهینهسازی موقعیت انگشتها را فراهم میکند.
قراردهی روی سطح (Lay-on): امکان برنامهریزی چندین موقعیت انگشتی را با استفاده از برنامهنویسی محصول DELEM DA-66T فراهم میکند؛ این عمل بر موقعیت محورها تأثیر میگذارد، در حالی که موقعیت گیج حفظ میشود.
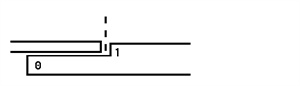
قراردهی روی سطح = ۰: بدون قراردهی روی سطح (پیشفرض)
قراردهی روی سطح = ۱: قراردهی روی سطح اول
قراردهی روی سطح = ۲: قراردهی روی سطح دوم
قرارگیری روی = ۳: قرارگیری روی سطح سوم
پارامتر استفاده: عملکرد پارکینگ در برنامهریزی محصول DELEM DA-66T؛ انگشتان را بر اساس موقعیت محور Z هنگام عدم استفاده پارک میکند. این ویژگی زمانی قابل اعمال است که بیش از دو انگشت وجود داشته باشد.
تأثیر تغییرات: تنظیم «قرارگیری روی» بر موقعیتهای محورهای X و R تأثیر میگذارد، در حالی که موقعیتهای گیج ثابت باقی میمانند؛ این امر فرآیند برنامهریزی در محصول DELEM DA-66T را سادهتر میسازد.
قرارگیری روی = ۰
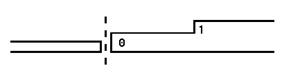
قرارگیری روی = ۱
بررسی توابع خمکردن
توابع خمکردن جزئی اساسی در بهینهسازی برنامهریزی محصول DELEM DA-66T هستند. توابع کمکی نقش مهمی ایفا میکنند و بهصورت خودکار با تغییرات ایجادشده در تنظیمات تطبیق پیدا میکنند و بدین ترتیب نیاز به مداخلات دستی را کاهش میدهند.
۱. تنظیم نقطه بیصدا:
هدف: تغییر محور Y از حالت بستن سریع به سرعت فشردن.
جزئیات: فاصله نقطه بیصدا را بالای ورق برنامهریزی کنید. مقدار پیشفرض بیصدا از قالب برنامهریزیشده است.
یادداشتها: دسترسیپذیری بستگی به تنظیمات دستگاه دارد.
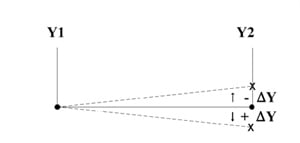
۲. موازات: تفاوت ارتفاع سیلندرهای سمت چپ و راست (Y1 و Y2). در صورت مثبت بودن، سمت راست پایینتر است؛ و در صورت منفی بودن، سمت راست بالاتر است. مقدار برنامهریزیشده زیر نقطه قلابزنی فعال میباشد.
۳. تکرار:
۰ = خمکردن انجام نمیشود.
۱ تا ۹۹ = تعداد دفعاتی که این عملیات خمکردن تکرار میشود.
۴. انتظار برای پیکربندی بازگشت
هدف: کنترل انتظار محور Y در حین بازگشت.
گزینه ها:
خیر: بازگشت از لحظهای آغاز میشود که محور Y از نقطه قلابزنی عبور میکند و بدون توقف ادامه مییابد.
بله: محور Y در نقطه قلابزنی متوقف میشود تا زمانی که بازگشت کامل شود.
۵. کد تغییر گام:
هدف: تعریف زمانی که پارامترهای خمکردن بعدی فعال میشوند.
تنظیمات:
۰ – ER: تغییر در انتهای فشارزدایی.
۱ – MUTE: تغییر در موقعیت سکوت (Mute) در حین باز شدن.
۲ – UDP: تغییر در نقطه مرده بالایی (Upper Dead Point).
۳ – UDP STOP: تغییر در نقطه مرده بالایی بدون حرکت محور.
۴ – EXTERNAL: تغییر هنگام فعال بودن ورودی C؛ بدون حرکت تیر یا بازگشت.
۵ – UDP EXTERNAL: تغییر هنگام فعال بودن ورودی C در نقطه مرده بالایی، با اجازه حرکت تیر و بازگشت.
۶. زمان تأخیر: زمان تأخیر قابل برنامهریزی قبل از تغییر گام (۰ تا ۳۰ ثانیه).
۷. نیرو: بیشترین نیروی تنظیمشده در حین فشردن (بهصورت خودکار محاسبه میشود).
۸. زمان توقف: زمان توقف پانچ در نقطه خمشدن.
۹. بازگشت فشار: حرکت بازگشت فشار پس از خمشدن برای آزادسازی فشار کاری.
1۰. سرعت فشردن و بازگشت فشار:
سرعت فشردن: سرعت کاری اولیه بر اساس تنظیمات پیشفرض.
سرعت بازگشت فشار: سرعت برنامهریزیشده در حین بازگشت فشار.
۱۱. سرعت بازگشت تکیهگاه قطعه:
هدف: تنظیم سرعت بازگشت پایهٔ نگهدارندهٔ قطعه پس از خمکردن.
یادداشت: این قابلیت در صورت وجود سیستم نگهدارندهٔ قطعه در دسترس است.
پارامترهای خمکردن – تمام خمها
یکی از جنبههای کلیدی، برنامهنویسی پارامترهای خمکردن برای تمام خمهاست که این امر به یکنواختی و کاهش حداقل خطاهای تولید کمک میکند. این ویژگی نهتنها اتلاف مواد را کاهش میدهد، بلکه فرآیند کلی خمکردن را نیز تسریع میکند.
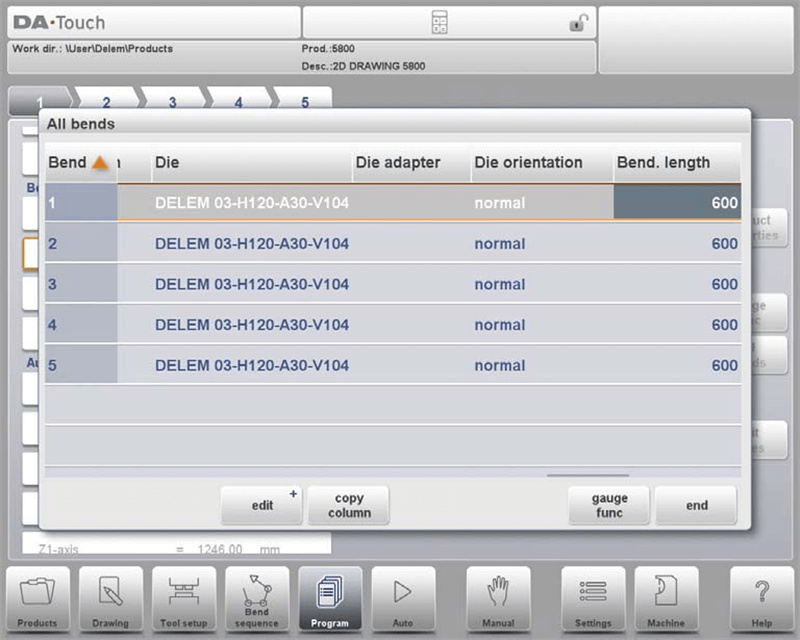
خمهای خاص را میتوان با قرار دادن نوار برجستهشده روی آن خم و سپس انتخاب گزینهٔ «پایان» (END) از روی صفحه انتخاب کرد. از درون این صفحه، کل برنامهٔ CNC را میتوان با استفاده از نرمافزار برنامهنویسی محصول DELEM DA-66T ویرایش کرد. تمام پارامترهای خمکردن درون جدول قابل ویرایش هستند و خمها را میتوان جابهجا کرد، تغییر داد، اضافه یا حذف نمود. ستونهای موجود را میتوان با حرکت انگشت یا اسواپ (swipe) اسکرول کرد.
توابع:
ویرایش: تغییر برنامه با استفاده از دستوراتی مانند درج، حذف و علامتگذاری خم.
کپی ستون: این گزینه امکان کپی کردن مقدار پارامتر انتخابشدهٔ فعلی را برای تمام خمهای دیگر فراهم میکند.
تابع گیج (Gauge Func): برنامهریزی موقعیتهای گیج بهصورتی که قبلاً توضیح داده شد.
با فشار دادن عملکرد ویرایش، نوار دکمههای موقتی با گزینههای اضافی ظاهر میشود:
درج خم: با کپیبرداری از خم فعلی، خم جدیدی اضافه میکند.
علامتگذاری خم: آمادهسازی یک خم برای انجام اقداماتی مانند جابهجایی یا جابهجایی متقابل.
حذف خم: حذف خم انتخابشده در حال حاضر.
عملکردهای اضافی هنگام استفاده از گزینه علامتگذاری خم:
جابهجایی خم: تغییر ترتیب خمها با انتخاب و جابهجایی آنها درون دنباله.
جابهجایی متقابل خمها: تعویض موقعیت دو خم با یکدیگر.
لغو علامتگذاری: لغو علامتگذاری یک خم، بهمنظور نهاییسازی یا لغو یک اقدام.
اتصال برنامههای CNC
با استفاده از برنامهنویسی محصول DELEM DA-66T، از پارامتر اتصال برای ایجاد محصولات سهبعدی با اجرای دنبالههای خم بهصورت متوالی استفاده کنید. دو جهت را برنامهریزی کنید:
۱. ایجاد و برنامهریزی توالی خمکردن برای هر جهت.
۲. اتصال برنامهها با انتخاب توالیها از طریق کتابخانه محصولات و استفاده از پارامتر «اتصال».
۳. هنگام اتصال چندین برنامه، هر برنامه بهصورت خودکار با برنامه بعدی همتراز میشود و در انتهای توالی، دوباره به اولین برنامه بازمیگردد.
برای تولید با استفاده از برنامههای متصل:
۱. انتخاب اولین برنامه.
۲. ورود به حالت خودکار.
۳. تنظیم تعداد محصول مورد نیاز با استفاده از «شمارش موجودی».
۴. فشار دادن دکمه «شروع» برای آغاز توالی.
پس از اتمام اجرای اولین برنامه، برنامه بعدی بهصورت خودکار آغاز میشود و تعداد باقیمانده را نمایش میدهد.
یادداشتهای ویرایش ویژه
در برنامهنویسی محصول DELEM DA-66T، توضیحات ویرایش خاص برای سفارشیسازی و نیازمندیهای شغلی خاص از اهمیت بالایی برخوردارند. این قابلیت به اپراتوران اجازه میدهد دستورالعملها یا اصلاحات اضافی را وارد کنند تا فرآیند خمکاری را با نیازهای منحصربهفرد تطبیق دهند. این امر تضمین میکند که هر جزئیات یا ملاحظه خاصی ثبت و بررسی شود و لمسی شخصی به فرآیند تولید ببخشد و درک عمیقتری از قابلیتهای ماشینآلات فراهم آورد.
در برنامهنویسی محصول DELEM DA-66T، پس از اصلاح دادههای برنامه، سیستم موارد زیر را بهصورت خودکار محاسبه نمیکند:
۱. نیرو
۲. بازگشت فشار (دکمپرسیون)
۳. تنظیمات دستگاه تاجگذاری (Crowning Device Setting)
۴. جابجایی موقعیت محور Z
۵. اصلاح موقعیت محور X
اینگونه است که محاسبه مجدد در برنامهنویسی محصول DELEM DA-66T انجام میشود:
پارامترهای ۱ تا ۴ تنها در صورتی که گزینه «محاسبات خودکار ویرایش» (Auto Computations Edit) در تنظیمات فعال شده باشد، بهصورت خودکار دوباره محاسبه میشوند.
پارامتر ۵ هنگام فعالسازی «جدول مجاز انحنا فعال» در تنظیمات، دوباره محاسبه میشود. اصلاحات محور X میتوانند با استفاده از «تصحیح.X» برای انحنایهای جداگانه و با «تصحیح-G.X» برای تمام انحنایهای موجود در برنامه فعال انجام شوند.
در موارد استثنایی، هنگام تغییر پارامتر «روش خمکردن»، نیرو و آزادسازی بهصورت خودکار تنظیم میشوند. این امر نشاندهنده این است که برنامهنویسی محصول DELEM DA-66T چگونه با مدیریت مؤثر بازمحاسبه پارامترها، فرآیندهای کاری را سادهسازی کرده و کارایی را ارتقا میبخشد.
نتیجهگیری
بهطور خلاصه، برنامهنویسی محصول DELEM DA-66T بهصورت مستقیم کارایی تولید را افزایش میدهد. مزایای کلیدی آن شامل رابط کاربری شهودی، قابلیتهای پیشرفته برنامهنویسی، تشخیصهای بلادرنگ و ادغام بیدرز با سیستمهای خودکار است.
برای اینکه بدانید چگونه DELEM DA-66T میتواند عملیات شما را بهینهسازی کند، لطفاً با تیم JUGAO ما تماس بگیرید. ما آماده ارائه پشتیبانی دقیق و پاسخگویی به سؤالات خاص شما هستیم. برای دریافت اطلاعات بیشتر، همچنین دعوت میشوید منابع فنی اضافی ما را بررسی کنید.

