















































افزایش کارایی با برنامهنویسی محصولات DELEM DA-52S
وقتی صحبت از بهینهسازی فرآیندهای کار با فلز میشود، برنامهنویسی محصول DELEM DA-52S بهعنوان یک مؤلفهٔ حیاتی مطرح میشود. اگر به دنبال ارتقای بهرهوری و سادهسازی عملیات با این ابزار قدرتمند هستید، در جای درستی قرار دارید. در این مقاله، به بررسی این موضوع میپردازم که چگونه برنامهنویسی محصول DELEM DA-52S میتواند بهطور چشمگیری کارایی جریان کار شما را افزایش دهد و ویژگیها و مزایای کلیدی آن را که آن را در تولید مدرن ضروری ساختهاند، برجسته میکند. آیا به دنبال بهبود دقت، کاهش زمانهای راهاندازی یا افزایش خروجی هستید؟ این راهنمای جامع، بینشهای ارزشمندی در مورد بهرهبرداری از DELEM DA-52S برای دستیابی به حداکثر اثربخشی عملیاتی در اختیار شما قرار میدهد.
انتخاب برنامه
برای ویرایش یا ایجاد یک برنامه درون سیستم DELEM DA-52S، مراحل زیر را دنبال کنید:

این کلید را فشار دهید تا حالت خودکار فعال شود و سیستم برای انتخاب برنامه آماده گردد.

این کلید را فشار دهید تا کتابخانهٔ برنامهها باز شود. این عمل صفحهٔ نمایش کتابخانهٔ برنامهها را نمایان میسازد.
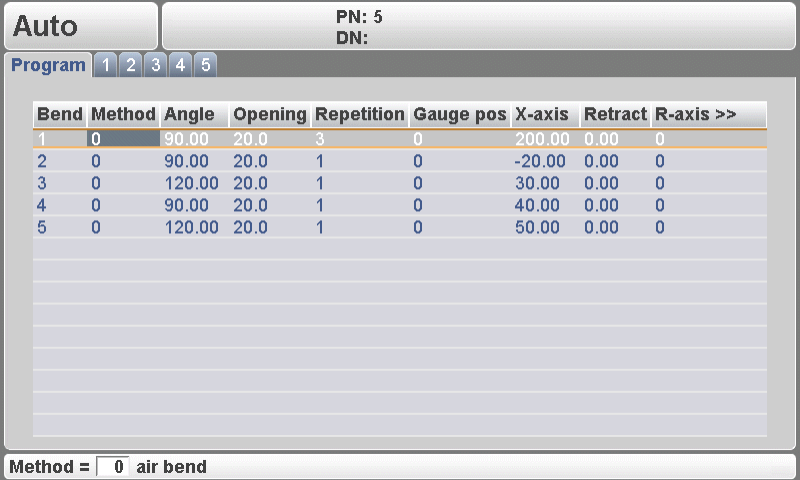
صفحهٔ نمایش کتابخانهٔ برنامهها ظاهر میشود:
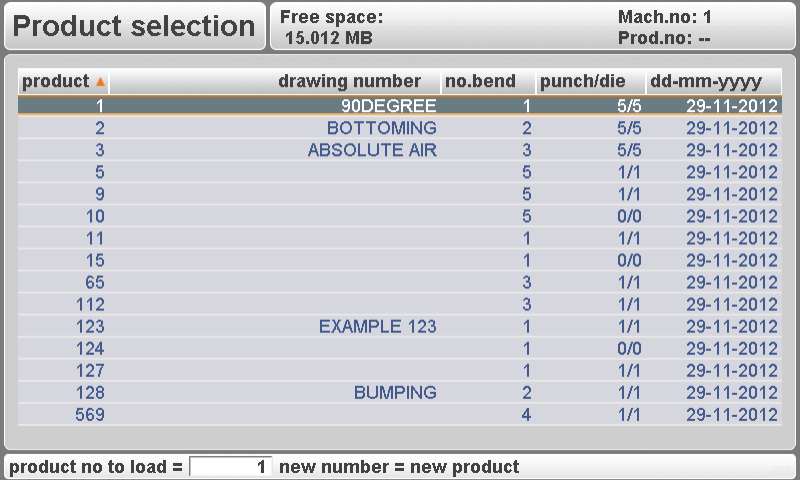
از کلیدهای جهتدار برای حرکت در لیست برنامههای موجود استفاده کنید.

کلید «Enter» را فشار دهید تا برنامهٔ برجستهشده انتخاب شود.
همچنین میتوان یک برنامه را با وارد کردن مستقیم شمارهٔ آن انتخاب کرد.
برای ایجاد یک برنامهٔ جدید:
شمارهای را وارد کنید که قبلاً استفاده نشده است. پس از وارد کردن، سیستم کنترل از شما میپرسد که آیا مایل به ایجاد یک برنامهٔ جدید هستید یا خیر.
برای حذف یک برنامه:
با استفاده از نوار موس، به برنامهٔ خاص مورد نظر بروید.

کلید «پاککردن» را فشار دهید تا شمارهٔ برنامه به صفر تغییر کند.
کلید «ENTER» را فشار دهید؛ سپس سیستم کنترل از شما میپرسد آیا مایل به حذف برنامهٔ انتخابشده هستید یا خیر. انتخاب خود را با انتخاب «بله» (۱) تأیید کنید یا در غیر این صورت با انتخاب «خیر» (۰) تصمیم خود را تغییر دهید.
انتخاب کارآمد برنامهها با قابلیت «برنامهنویسی محصول DELEM DA-52S»، زمان ایستکاری را به حداقل میرساند و خطر وقوع خطاهای احتمالی را کاهش میدهد. این امر تضمین میکند که اپراتورها بتوانند بدون وقفه بین وظایف مختلف جابهجا شوند، جریان کاری مؤثری را حفظ کنند و کارایی عملیاتی کلی را ارتقا بخشند.
ویرایش برنامه
ویژگیهای عمومی
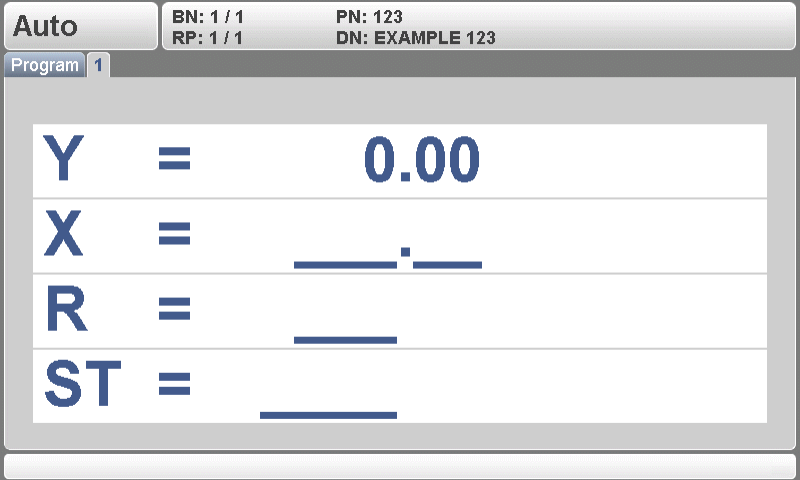
پس از انتخاب یا ایجاد یک برنامه، صفحهای نمایش داده میشود که پارامترهای عمومی محصول را نشان میدهد.
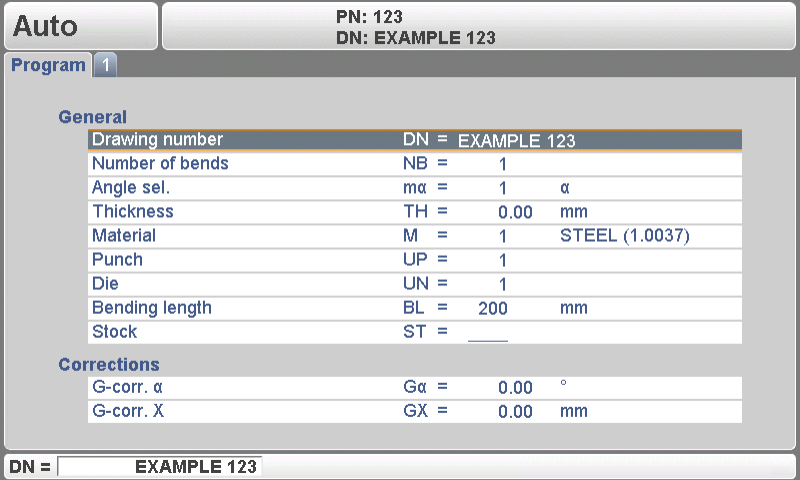
این پارامترها برای تمامی خمها درون برنامه یکسان هستند و مروری یکپارچه از دادههای اصلی ارائه میدهند.
از کلیدهای فلش بالا/پایین برای جابهجایی مکاننما به پارامتر مورد نظر استفاده کنید.
از کلیدهای فلش چپ/راست برای مرور بین صفحات مختلف برنامهٔ خم استفاده کنید.
پس از فشار دادن کلید Enter، مقدار برنامهریزیشده در پارامتر مربوطه قرار میگیرد.
توضیحات پارامترها
سیستم DELEM DA-52S امکان توضیح جامع پارامترها را فراهم میکند تا کاربران درک بهتری از تأثیر هر تنظیم بر خروجی داشته باشند.
شماره نقشه:
نام یا توضیحی از برنامه. حداکثر طول آن ۲۰ کاراکتر است.
تعداد خمها:
تعداد خمهای موجود در برنامه جاری.
با افزایش این مقدار، خمهای اضافی از آخرین خم کپی میشوند.
با کاهش این مقدار، خمهای اضافی حذف میشوند.
انتخاب زاویه:
انتخاب حالت برنامهریزی برای محور Y.
۰ = مطلق: موقعیت مطلق محور Y را برای خمکردن برنامهریزی کنید.
۱ = زاویه: زاویهی مورد نیاز برای خمکردن را برنامهریزی کنید. موقعیت مورد نیاز محور Y محاسبه میشود.
بسته به این پارامتر، در هر مرحلهی خمکردن یا پارامتر «زاویه» یا پارامتر «موقعیت خمکردن» ظاهر میشود.
ضخامت: ضخامت ورق.
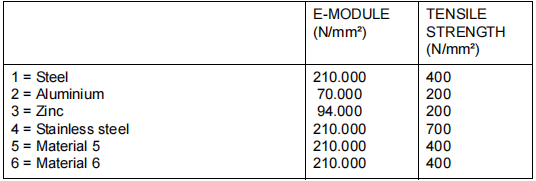
متریال:
انتخاب یکی از مواد برنامهریزیشده که برای محاسبهی عمقهای خمکردن استفاده میشوند. کنترلکننده شامل ۴ مادهی پیشبرنامهریزیشده و ۲ مادهی قابل برنامهریزی است. در مجموع، ۶ ماده میتوانند روی کنترلکننده برنامهریزی شوند. برای نحوهی برنامهریزی مواد، فصل مربوط به برنامهریزی ثابتها را ببینید.
پانچ: شمارهی پانچ در کتابخانه.
ماتریس: شمارهی ماتریس در کتابخانه.
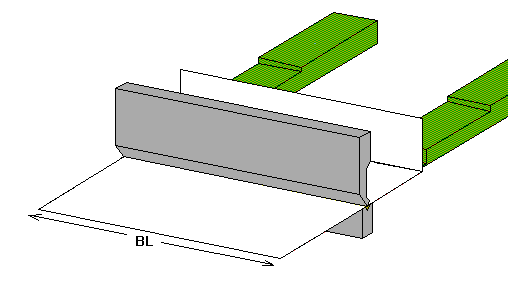
طول خمکردن: طول ورق بین ابزارها.
هنگام برنامهریزی یک خم، فرض بر این است که ابزارهای برنامهریزیشده دارای طول لازم هستند.
موجودی: تعداد محصولاتی که باید با این برنامه تولید شوند.
G-Corr α:
تصحیح عمومی زاویه، که برای هر خم در برنامه معتبر است. این مقدار باید بههمان روشی که برای تصحیح هر خم وارد میشود، برنامهریزی گردد.
G-Corr X:
تصحیح عمومی موقعیت محور X، که برای هر خم در برنامه معتبر است. این مقدار باید بههمان روشی که برای تصحیح هر خم وارد میشود، برنامهریزی گردد.
برنامهریزی خم
معرفی
برنامهریزی خم در قلب قابلیتهای سیستم DELEM DA-52S قرار دارد و دقت و انعطافپذیری بینظیری را به کاربران ارائه میدهد. پارامترهای هر خم روی دو صفحه نمایش تقسیم شدهاند. شماره خم، شماره محصول و شماره نقشه در سطر بالایی صفحه نمایش داده میشوند.

از کلید «تغییر نمای» برای جابجایی به صفحه دیگری حاوی پارامترهای خم استفاده کنید. هنگامی که این کلید دوباره فشار داده شود، صفحهای با مقادیر بزرگنماییشده نمایش داده میشود.
پارامترهای قرارگرفته در زیر خط، تصحیحها هستند. این پارامترها در هنگام برنامهریزی یک محصول ضروری نیستند، اما برای اصلاح رفتار ماشین در طول تولید استفاده میشوند.
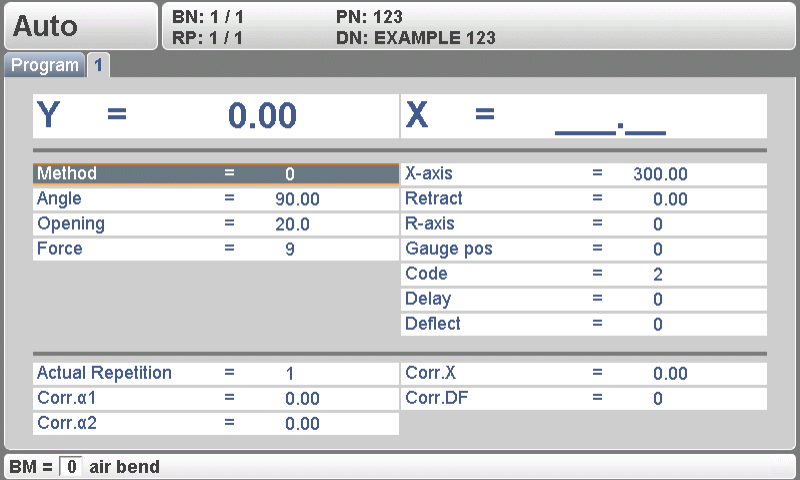
پارامترهای خم – صفحه اول
صفحه اول پارامترهای خمکردن، مروری کلی بر کنترلهای اصلی ارائه میدهد.
۱. روش (BM)
بین خمکردن هوایی و خمکردن انتهایی انتخاب کنید.
خمکردن هوایی از محاسبات محور Y برای دستیابی به زوایای دقیق استفاده میکند.
خمکردن انتهایی متکی بر فشردهسازی ورق است و موقعیت آن به میزان نیروی اعمالی (تننیرو) بستگی دارد.
۲. زاویه (α)
زاویه مورد نظر برای خمکردن را تعیین میکند.
در حالت برنامهریزی زاویه برای روشهای خمکردن هوایی ضروری است.
۳. موقعیت خم (Y)
موقعیت محور Y محل خم را تعریف میکند.
حیاتی برای برنامهریزی دقیق و هنگام استفاده از روشهای تهنشینسازی (Bottoming).
۴. بازشدن (DY)
کنترل فاصله بین پانچ و قالب پس از خمکردن.
مقادیر مثبت زمان پردازش را کاهش میدهند.
۵. تکرار (CY)
تعداد تکرارهای یک خم را مشخص میکند.
ثبات فرآیند را با حداکثر ۹۹ تکرار بهبود میبخشد.
۶. محور X (X)
موقعیت گیج عقبگیر (Backgauge) را تنظیم میکند.
اجازهٔ زنجیرهسازی ابعاد افزایشی را فراهم میکند.
۷. بازگرداندن (DX)
l فاصلهٔ بازگرداندن پشتمتر را نشان میدهد.
l اطمینان از دستکاری دقیق مواد را فراهم میکند.
۸. محور کمکی (R/Z/Aux)
پارامترهای مربوط به محورهای اضافی، که امکان انجام عملیات پیچیده را فراهم میکنند.
۹. کد (CX)
زمان فعالسازی پارامترهای خم بعدی را تعریف میکند.
انعطافپذیری در گزینههای تغییر مرحله را فراهم میکند.
پارامترهای خم – صفحهٔ دوم
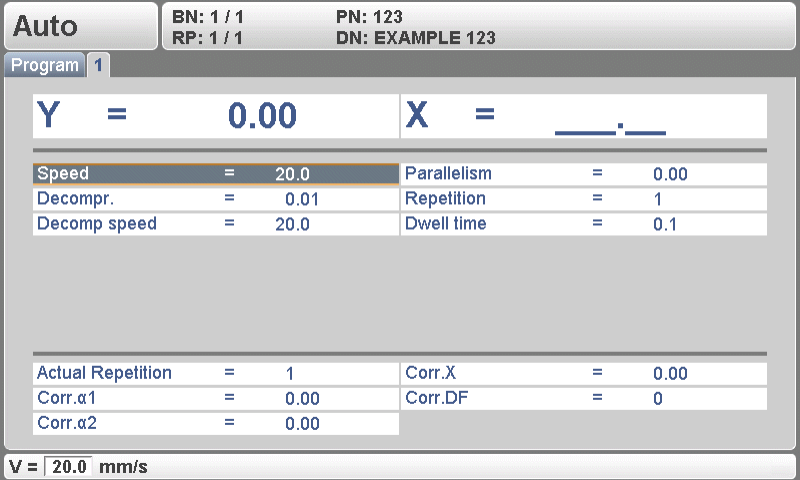
برنامهنویسی محصول DELEM DA-52S امکان تنظیمات دقیقتری را در صفحهٔ دوم پارامترهای خم فراهم میکند و اجازهٔ اعمال تنظیمات جزئی ضروری را میدهد:
نیرو (P): بهصورت خودکار بر اساس جنس ماده، ضخامت، طول خمشدن و عرض بازشوی قالب (V-opening) محاسبه میشود تا نیروی فشار بهینه تضمین گردد.
سرعت (V): با مقدار پیشفرضی کار میکند تا کیفیت محصول حفظ شود و سرعت فشار قابل تنظیم است.
زمان توقف (T): زمان نگهداری نوک قالب در نقطه خم را کنترل میکند تا نتایج یکنواختی حاصل شود.
آزادسازی فشار (DC): پس از خمکردن، فشار را آزاد میکند تا هم ماده و هم دستگاه محافظت شوند.
سرعت آزادسازی فشار (BS): قابل تنظیم است تا سرعت حرکت بازگشتی در فرآیند آزادسازی فشار مشخص شود و کار با مواد را بهبود بخشد.
زمان تأخیر (TX): تأخیری قابل برنامهریزی بین ۰ تا ۳۰ ثانیه برای زمانبندی دقیق توالی عملیات و کاهش زمان چرخه.
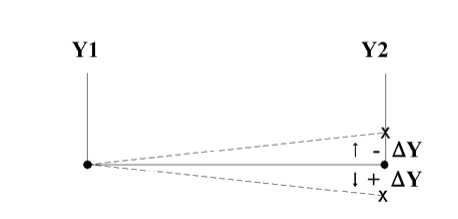
همراستایی (Y2): همراستایی سیلندرها را تنظیم میکند تا دقت و یکنواختی در خروجیها تضمین شود.
این تنظیمات دقیق در برنامهریزی محصول DELEM DA-52S، فرآیندها را سادهتر کرده، بهرهوری را افزایش داده و خروجیهای باکیفیت بالا را تضمین میکند.
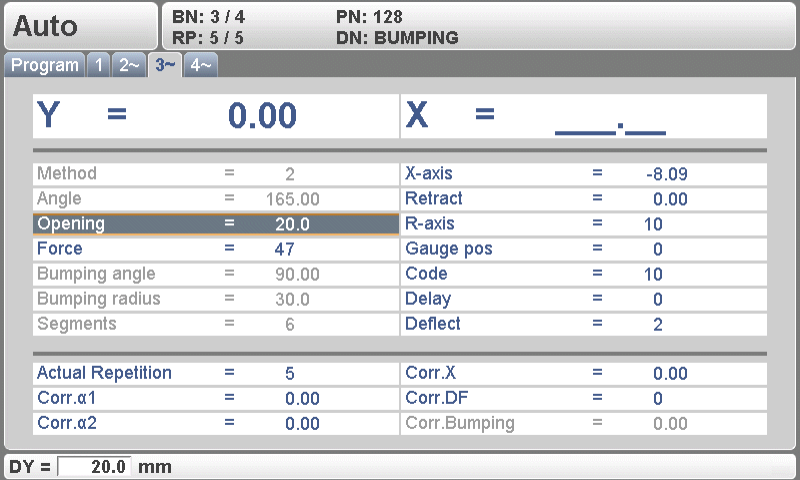
پارامترهای خمکردن – صفحه سوم
این صفحه برای انجام وظایف تخصصی با «مقادیر واقعی» بزرگمقیاس طراحی شده است و بنابراین برای اپراتورهایی که از فاصله دور کار میکنند، ایدهآل میباشد. مقادیر کلیدی بهراحتی قابل مشاهده هستند و امکان نظارت و کنترل کارآمد عملیات پیچیده را فراهم میسازند.
کاربران میتوانند با فشار دادن دکمهٔ «تغییر نمایش» بهسرعت به این نمای تنظیمات پیشرفته جابجا شوند یا به صفحهٔ اول بازگردند تا ناوبری بدون وقفه امکانپذیر باشد.
نمای تمام خمها
سیستم برنامهریزی محصول DELEM DA-52S با ارائهٔ نمای جامعی از تمام خمهای برنامهریزیشده، بهینهسازی کارایی را امکانپذیر میسازد. اپراتورها با استفاده از دکمهٔ «تغییر نمایش» در صفحهٔ ویژگیهای عمومی، میتوانند تمام خمها را در یک نمای واحد مشاهده کنند تا از یکدستی اطمینان حاصل شود و مشکلات احتمالی در اسرع وقت شناسایی گردند.
این قابلیت امکان آغاز مستقیم کنترل و بازگشت سریع به صفحهٔ ویژگیها را فراهم میسازد و در نتیجه عملیات را سادهتر کرده و بهرهوری را افزایش میدهد.
برنامهریزی ضربهای
سیستم برنامهریزی محصول DELEM DA-52S بهطور قابلتوجهی کارایی را افزایش میدهد، بهویژه در مواردی که طراحیهای پیچیده نیازمند فرآیند «بامپینگ» (Bumping) هستند. این امر از طریق قابلیتهای ویژهی برنامهریزی بامپینگ حاصل میشود که دقت و انعطافپذیری بالایی در عملیات خمکاری با فشار (Press Brake) تضمین میکند.
برای کارهایی که شامل خمکاری با شعاع بزرگ هستند، سیستم DELEM DA-52S امکان برنامهریزی عددی ساده را فراهم میکند. اپراتور میتواند روش مناسب خمکاری را انتخاب کند:
l 0 = خمکاری هوایی (Airbend)
l 1 = خمکاری کامل (Bottoming)
l 2 = بامپینگ (Bumping)
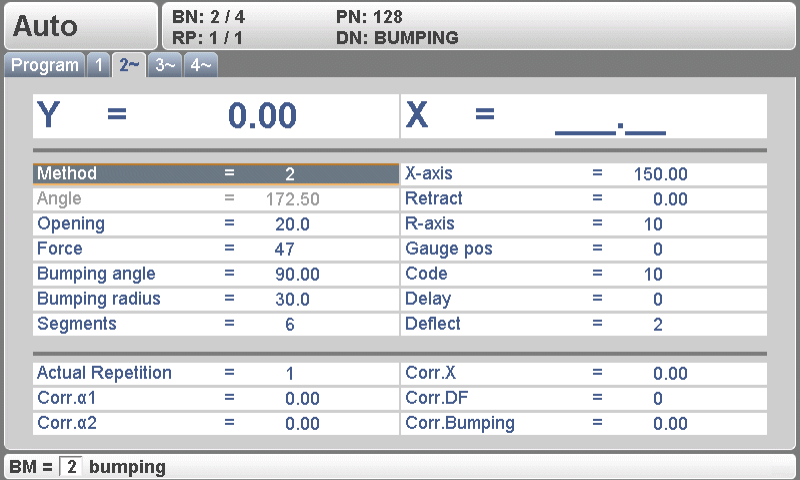
هنگام انتخاب روش خمکاری «بامپینگ»، اپراتور میتواند پارامترهای زیر را برنامهریزی کند:
شعاع مورد نیاز برای بامپینگ.
زاویهی کل بامپینگ.
تعداد قطعات (Segment) درون شعاع.
کنترلر محاسبات زیر را انجام میدهد:
تعداد خمهای مورد نیاز
زاویههای خمهای جداگانه
موقعیتهای پشتخطکش (Backgauge) برای خمهای جداگانه
خم اول دارای موقعیت مطلق پشتخطکش است؛ سایر خمها بهصورت خمهای زنجیرهای با موقعیتهای نسبی پشتخطکش در نظر گرفته میشوند.
نتیجهگیری
در پایان، تسلط بر برنامهنویسی محصول DELEM DA-52S میتواند بهطور قابلتوجهی کارایی عملیات شما را افزایش دهد. با درک فرآیند انتخاب برنامه، قابلیتهای ویرایش و پارامترهای دقیق برنامهنویسی خم، میتوانید تولید را سادهسازی کرده و زمانهای راهاندازی را کاهش دهید. استفاده کارآمد از DA-52S به جریانهای کاری هموارتر و عملکرد بهینه ماشین کمک میکند و اطمینان حاصل میشود که فرآیندهای تولیدی شما همچنان رقابتی و مؤثر باقی میمانند.
برای کسانی که میخواهند از DELEM DA-52S بهطور حداکثری استفاده کنند، توصیه میشود به راهنمایهای برنامهنویسی خاص عمیقتر پرداخته و از تمام منابع در دسترس بهره ببرند. اگر سؤالات بیشتری دارید یا به راهنمایی شخصیتری نیاز دارید، از تماس با تیم متخصص ما دریغ نکنید.

