















































راهنمای عملی برای کار با دستگاه خمکاری E21
راهنمای عملی برای کار با دستگاه خمکاری E21
برای کار با دستگاه خمکاری E21، ابتدا پارامترهای خمش مورد نیاز را در سیستم کنترل وارد کنید. پس از اینکه ماده به درستی در جای خود قرار گرفت و محکم شد، میتوانید چرخه خمش را آغاز کنید و تمام دستورالعملهای استاندارد ایمنی را رعایت کنید. برای دستیابی به نتایجی با کیفیت بالا و یکنواخت، ضروری است که نگهداری دورهای و بازرسی منظم ابزارها انجام شود.
برای دسترسی به راهنمای کامل گام به گام از کل فرآیند، به سراغ راهنمای عملیاتی کامل در زیر بروید.

سیستم E21: معرفی
E21 یک سیستم کنترل تخصصی است که بهطور خاص برای دستگاههای خمزن لوله طراحی شده است. این سیستم تعادل بهینهای بین عملکرد و هزینه-بهرهوری فراهم میکند و هزینه کلی ماشین را بهطور قابل توجهی کاهش میدهد، در حالی که دقت آن در محدوده استانداردهای صنعتی مورد نیاز حفظ میشود.
ویژگیهای کلیدی سیستم E21 شامل:
صفحه نمایش LCD با وضوح بالا از زبانهای چینی و انگلیسی پشتیبانی میکند و پارامترهای برنامهنویسی را در یک صفحه نمایش میدهد که برنامهریزی را سریعتر و راحتتر میکند.
موقعیتیابی هوشمند محورهای X و Y از تنظیم دستی پشتیبانی میکند و نیاز به دستگاههای موقعیتیاب مکانیکی دستی را مرتفع میسازد.
توابع داخلی تنظیم زمان نگهداری فشار و تأخیر در تخلیه، عملیات را آسانتر کرده و هزینهها را کاهش میدهد.
تابع پشتیبانی و بازیابی پارامترها با یک کلیک، که در هر زمان میتواند پارامترها را بهطور کامل بازیابی کند و هزینههای نگهداری را کاهش میدهد. از برنامهریزی چندمرحلهای پشتیبانی میکند تا بهرهوری تولید و دقت پردازش را افزایش دهد.
تمام دکمههای روی پنل از نوع میکروسوئیچ هستند و تحت آزمونهای دقیقی از جمله سازگاری الکترومغناطیسی (EMC)، دماهای بالا و پایین، لرزش و غیره قرار گرفتهاند تا از پایداری و طول عمر محصول اطمینان حاصل شود.
گواهینامه CE از بازارهای خارج از کشور پشتیبانی میکند.
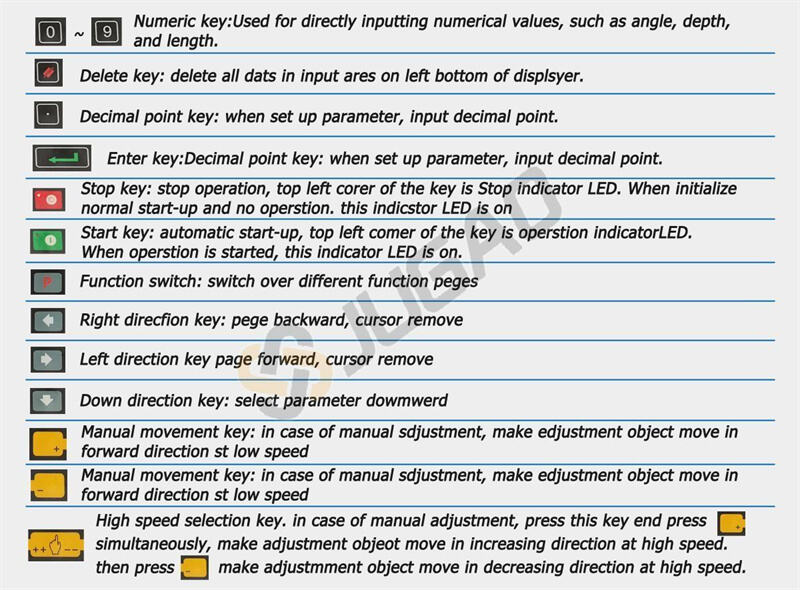
عملکرد کلیدهای پنل در جدول نشان داده شده است.
رابط تکی
کنترلر E21 از نمایشگر LCD ماتریس نقطهای 160*160 استفاده میکند. ناحیه نمایش در زیر نشان داده شده است.

نوار عنوان: اطلاعات مرتبط با صفحه فعلی را نمایش میدهد، مانند نام آن و غیره.
ناحیه نمایش پارامترها: نام پارامتر، مقدار پارامتر و اطلاعات سیستم را نمایش میدهد.
نوار وضعیت: ناحیه نمایش اطلاعات ورودی و پیامهای راهنما و غیره.
توضیحات مخففهای بهکار رفته در این صفحه در جدول نشان داده شده است.
X: موقعیت پسزمینه فعلی
Y: موقعیت فعلی اسلایدر
XP: موقعیت مطلوب پشتمیزه
YP: موقعیت مطلوب اسلایدر
DX: فاصلهٔ عقبنشینی پشتمیزه
HT: تأخیر نگهداری
DLY: تأخیر عقبنشینی
PP: قطعهٔ کار ازپیشتنظیمشده
CP: قطعهٔ کار جاری
برنامهریزی تکمرحلهای
E21 دو روش برنامهنویسی دارد که عبارتند از برنامهنویسی تکمرحلهای و برنامهنویسی چندمرحلهای. کاربران میتوانند بسته به نیاز واقعی، برنامهریزی را تنظیم کنند.
برنامهنویسی تکمرحلهای معمولاً برای پردازش یک مرحلهٔ منفرد و تکمیل فرآیند قطعهکار استفاده میشود. هنگام روشن شدن کنترلر، بهصورت خودکار وارد صفحهٔ برنامهٔ تکمرحلهای میشود.
مراحل عملیات
مرحله ۱ پس از روشن شدن، دستگاه بهطور خودکار وارد صفحه تنظیم برنامه تکمرحلهای میشود.
مرحله ۲ فشار دادن برای انتخاب پارامتری که نیاز به تنظیم دارد، فشار دادن کلید عددی برای وارد کردن مقدار برنامه، فشار دادن برای تکمیل ورودی.
مرحله ۳ فشار دادن دستگاه طبق این برنامه اجرا میشود.
برنامهریزی چندمرحلهای
برنامه چندمرحلهای برای پردازش قطعه کار تکی با مراحل پردازش مختلف استفاده میشود، اجرای متوالی مراحل متعدد را ممکن میسازد و کارایی پردازش را افزایش میدهد.
مراحل عملیات
مرحله ۱ روشن کردن دستگاه، دستگاه بهطور خودکار صفحه پارامتر تکمرحلهای را نمایش میدهد.
مرحله ۲ فشار دادن برای انتقال به صفحه مدیریت برنامه، انتقال به صفحه مدیریت برنامه.
مرحله ۳ فشار دادن برای انتخاب شماره سریال برنامه، یا وارد کردن مستقیم شماره برنامه، مانند وارد کردن «۱».
مرحله ۴ فشار دادن برای ورود به صفحه تنظیم برنامه چندمرحلهای.
مرحله ۵ فشار دادن برای انتخاب پارامتر برنامهنویسی چندمرحلهای که نیاز به تنظیم دارد، وارد کردن مقدار تنظیم، فشار دادن و تنظیم اعمال میشود.
مرحله ۶ پس از تکمیل تنظیمات، فشار دادن برای ورود به صفحه تنظیم پارامتر مرحله.
مرحله 7: برای انتخاب پارامتر مرحلهای که باید تنظیم شود، دکمه انتخاب را فشار دهید، مقدار برنامه را وارد کنید، دکمه را فشار دهید و تنظیمات اعمال خواهد شد.
مرحله 8: برای جابجایی بین مراحل، دکمه را فشار دهید. اگر مرحله فعلی اولین مرحله باشد، با فشردن دکمه به آخرین صفحه تنظیمات پارامتر مرحله وارد میشوید؛ اگر مرحله فعلی آخرین مرحله باشد، با فشردن دکمه به اولین صفحه تنظیمات پارامتر مرحله وارد میشوید.
مرحله 9: دکمه را فشار دهید، سیستم طبق این برنامه عمل خواهد کرد.
تنظیم پارامتر
کاربران میتوانند تمام پارامترهای مورد نیاز برای عملکرد عادی سیستم را تنظیم کنند، شامل پارامترهای سیستم، محور X و محور Y.
مرحله 1: در صفحه مدیریت برنامه، دکمه را فشار دهید تا به صفحه ثابتهای برنامهنویسی وارد شوید. در این صفحه، میتوانید ثابتهای برنامهنویسی را تنظیم کنید.
مرحله 2: محدوده تنظیم ثابتهای برنامهنویسی در جدول نشان داده شده است.
مرحله 3: رمز عبور «1212» را وارد کرده و دکمه را فشار دهید تا به صفحه آموزش وارد شوید.
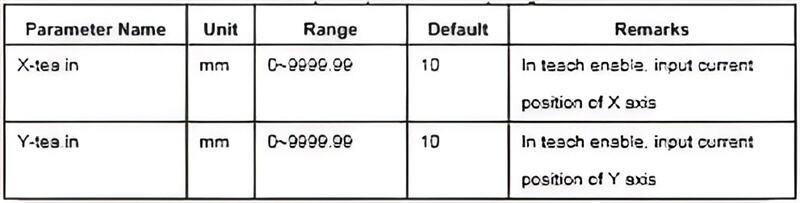
مرحله 4: پارامترها را تنظیم کنید، محدوده تنظیم پارامترها در جدول نشان داده شده است.
مرحله 5: دکمه را فشار دهید، به صفحه ثابتهای برنامهنویسی بازگردید.
زنگ هشدار
دستگاه بهطور خودکار میتواند ناهنجاری داخلی یا خارجی را تشخیص دهد و پیام هشدار را ارسال کند. پیام هشدار در فهرست هشدارها موجود است.
مرحله ۱ در صفحه مدیریت برنامهریزی، برای ورود به صفحه ثابتهای برنامهریزی فشار دهید.
مرحله ۲ در صفحه ثابتهای برنامهریزی، برای ورود به صفحه «تاریخچه هشدارها» فشار دهید تا تمام تاریخچه هشدارها را مشاهده کنید. ۶ هشدار اخیر، شماره هشدار و علل آنها در این صفحه قابل مشاهده است.
عیبهای متداول و روشهای رفع آن
۱. کنترلر روشن نمیشود / نمایشگر خاموش است
symptوم های خطای:
صفحه نمایش خالی است.
هیچ چراغ نشانگری روشن نیست.
علل احتمالی و روشهای رفع آن:
C1: مشکل در منبع تغذیه اصلی.
بررسی: مطمئن شوید که کلید قطعکننده اصلی دستگاه در وضعیت روشن (ON) قرار دارد.
بررسی: اطمینان حاصل کنید که کابل برق اصلی متصل شده و ولتاژ صحیح است.
C2: در دستگاه/محافظ ایمنی باز است.
بررسی: اطمینان حاصل کنید که تمام درهای کابینت الکتریکی و محافظهای ایمنی به درستی بسته شدهاند. بسیاری از دستگاهها دارای قفلهای ایمنی هستند که از روشن شدن دستگاه جلوگیری میکنند.
C3: فیوز سوخته است.
بررسی: فیوزهای اصلی در کابینت الکتریکی دستگاه را بررسی کنید.
C4: واحد تغذیه برق معیوب است.
بررسی: منبع تغذیه DC داخلی (مثلاً 24V DC) برای کنترلر ممکن است خراب شده باشد. این مورد نیازمند یک برقکار مجرب است.
2. محورها (Y1، Y2، X، R) حرکت نمیکنند یا پیام «خطای دنبالکردن» / «اتلاف محور» نشان میدهند
symptوم های خطای:
محور به دستورات دستی پاسخ نمیدهد.
کنترلر پیام خطایی درباره درایو محور یا خطای دنبالکردن نمایش میدهد.
یک طرف (Y1 یا Y2) پایینتر یا بالاتر از طرف دیگر است (خارج از همگامسازی).
علل احتمالی و روشهای رفع آن:
C1: خطا در سروودرایو / تقویتکننده.
بررسی: به دنبال کد خطا روی واحد سروودرایو باشید (معمولاً در کابینت الکتریکی قرار دارد). به راهنمای سازنده درایو مراجعه کنید.
اقدام: با خاموش و روشن کردن دستگاه، خطا را ریست کنید. در صورت تداوم مشکل، کد خطا را برای پشتیبانی فنی یادداشت کنید.
C2: مشکل در انکودر / کابل فیدبک.
بررسی: کابلهای انکودر متصل به پشت موتورهای سروو را از نظر آسیب یا اتصالات شل بررسی کنید.
C3: مانع مکانیکی.
بررسی: به صورت دستی بررسی کنید که آیا رام (محور Y) یا خطکش عقبی (محور X) بتواند آزادانه حرکت کند. ممکن است گیر مکانیکی وجود داشته باشد.
C4: ترمز موتور فعال است.
بررسی: ترمز موتور سروو (به ویژه در محور Y) ممکن است رها نشود. ممکن است صدای زمزمه از موتور بشنوید اما هیچ حرکتی انجام نشود.
3. خطای "محور مرجعسازی نشده" یا "لطفاً مرجع را تنظیم کنید"
symptوم های خطای:
دستگاه نمیتواند شروع به انجام چرخه کند.
کنترلر درخواست یک رویه مرجعسازی میکند.
علل احتمالی و روشهای رفع آن:
C1: دستگاه خاموش شده بود.
اقدام: این یک رویه استاندارد است. پس از روشن کردن دستگاه، باید عملیات "مرجعسازی" یا "بازگشت به صفر" را انجام دهید. به صفحه دستی بروید و چرخه مرجعسازی را برای تمام محورها اجرا کنید.
C2: خطا در سوئیچ مرجع یا سنسور نزدیکی.
بررسی: سنسوری که موقعیت اولیه (home) را تشخیص میدهد ممکن است کثیف، نامتقارن یا معیوب باشد. اغلب این مورد نیازمند تکنسین است.
4. هشدار "بارگذاری بیش از حد" یا "فشار بالا"
symptوم های خطای:
هشدار در حین چرخه خمکاری رخ میدهد، اغلب در نزدیکی نقطه پایین.
علل احتمالی و روشهای رفع آن:
C1: تنظیم تناسب (فشار) نادرست.
بررسی: فشار خمکاری برنامهریزیشده برای ماده یا ظرفیت دستگاه بیش از حد زیاد است. تنظیمات فشار در برنامه را بازبینی و کاهش دهید.
C2: انتخاب نادرست قالب.
بررسی: استفاده از قالب V با بازشدگی کوچکتر از حد مجاز برای ضخامت ورق، نیاز به نیروی بیش از حد دارد. صحت بازشدگی قالب V را نسبت به جنس ورق (معمولاً بازشدگی V = 8 برابر ضخامت ماده) بررسی کنید.
C3: خمکاری خارج از ظرفیت دستگاه.
بررسی: ممکن است در حال تلاش برای خمکردن مادهای باشد که از نظر ضخامت یا طول از حد مجاز ظرفیت دستگاه بیشتر است.
5. زاویه خم نامنظم
symptوم های خطای:
زاویه خم از قطعهای به قطعه دیگر متفاوت است، حتی با وجود استفاده از همان برنامه.
علل احتمالی و روشهای رفع آن:
C1: تغییرات در ماده.
بررسی: ناهمگونی در ضخامت، سختی یا جهت دانههای ماده میتواند باعث تغییر زاویه خم شود. گواهیهای مربوط به ماده را بررسی کنید.
C2: ابزارهای فرسوده یا نادرست.
بررسی: پانچ و ماتریس را از نظر سایش یا آسیب بازرسی کنید. اطمینان حاصل کنید که ابزارهای صحیح برای زاویه مشخص شده استفاده شدهاند.
C3: عدم جبران کردن کرونينگ.
اقدام: در صورت خم کردن ورقهای بلند، ممکن است بستر دستگاه تغییر شکل دهد. از تابع "Crowning" (دستی یا خودکار) برای جبران این تغییر شکل استفاده کنید. در صورت لزوم، مجدداً کالیبره کنید.
C4: سیستم هیدرولیک ناپایدار.
بررسی: سطح پایین روغن هیدرولیک، روغن کثیف یا شیر معیوب میتواند باعث ناپایداری فشار شود. سطح و دمای روغن را بررسی کنید.
6. پشتنما (X، R، Z) به موقعیت مورد نظر نمیرسد یا نادقیق است
symptوم های خطای:
پشتنما در موقعیت اشتباه متوقف میشود یا هنگام توقف لرزش دارد.
علل احتمالی و روشهای رفع آن:
C1: مانع مکانیکی یا عدم ترازی.
بررسی: به دنبال قطعات ریز، آلودگی یا سوهان روی ریلها و پیچهای پشتنما باشید. راهنماها را تمیز کرده و روغنکاری کنید.
C2: اتصال یا تسمه محرک شل.
بررسی: اتصال بین موتور سروو و پیچ گوی، یا تسمهٔ دنده (در صورت وجود)، ممکن است شل شده باشد.
C3: بازی (Backlash).
اقدام: در طول زمان، فرسودگی مکانیکی میتواند باعث ایجاد بازی شود. کنترلر اغلب تنظیمی تحت عنوان "جبرانسازی بازی (Backlash Compensation)" دارد که میتواند توسط یک تکنسین تنظیم شود.
نمودار کلی عیبیابی
1. پیام دقیق خطا را روی نمایشگر E21 یادداشت کنید.
2. به دفترچه راهنمای سازنده دستگاه مراجعه کنید. این دفترچه شامل کدهای دقیق خطا و رویههای مربوطه است.
3. انجام یک ریست ساده: دستگاه را کاملاً خاموش کنید، 10 ثانیه منتظر بمانید و سپس دوباره روشن کنید.
4. بررسی مشکلات آشکار: سیمهای شل، فیوزهای پریده، روغن هیدرولیک کم، صداهای غیرعادی.
5. محل دقیق مشکل را تعیین کنید: تشخیص دهید که آیا مشکل مربوط به کنترل (کنترلر، برنامهنویسی)، الکتریکی (موتور، درایو، سنسور) یا مکانیکی (محور قفلشده، ابزار فرسوده) است.
6. با پشتیبانی فنی تماس بگیرید: اگر مشکل با بررسیهای اولیه حل نشد، پیام دقیق خطا و مراحلی را که تاکنون انجام دادهاید، در اختیار آنها قرار دهید.
به یاد داشته باشید: تنها افراد واجد شرایط باید تعمیرات الکتریکی داخلی را انجام دهند.

