















































Mis on metalli laserlõikeseadme positiivne ja negatiivne fookuskaugus?
Metallilaserlõikemasinad kasutavad kõrge võimsustihedusega laserikiireid materjalide pindala skaneerimiseks, soojendades materjale tuhandeteni kuni kümnete tuhandete kraadini tselsius kraadi väga lühikese aja jooksul, sulatades või aurustades materjale, ja seejärel kasutatakse kõrgsurvega gaasi sulatunud või aurustatud materjalide eest lõigust, et saavutada materjalide lõikamise eesmärk.

Metallilaserlõikemasinad kasutatakse mitmes tootmis- ja töötlemisvaldkonnas, näiteks lehtmetalli töötlemisel, õhusõidu-, kosmose-, elektroonika-, kodumasinate-, kaasametalli-, autode-, masinaehituse-, täpsuskomponentide-, laevade-, metallurgiatehnilise seadme-, lifti-, kodumasinate-, käsitöö- ja kingituseseuruste, tööriistade töötlemisel, dekoratsioonis, reklaamis ja metalli välistöötlemisel. Metallilaserlõikemasinad on peamiselt mõeldud erinevate metallmaterjalide (nagu süsinikteras, räni-teras, roostevaba teras, alumiiniumi sulam, tiitansulam, sinkplekk, hapendatud leht, alumiiniumi- ja tsingileht, vask jne) kiireks lõikamiseks.
Mis on metallilaserlõikemasina positiivne ja negatiivne fookuskaugus? Mis suhe on laserlõikemasina fookuskaugusel ja materjalil?
Metallilaserlõikemasinate positiivse ja negatiivse fookuskauguse ning materjalide vahelise suhte analüüs:
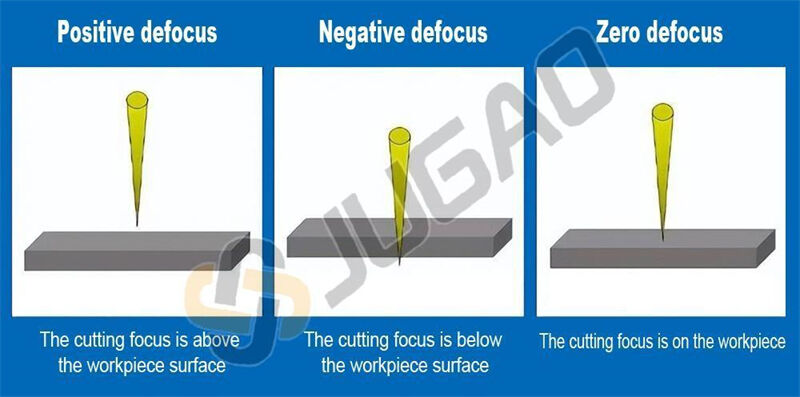
1. Laserlõikemasinale iseloomulik lõikemise fookus asub tööpealse pinnal
See meetod on kõige levinud fookusasend, mida nimetatakse ka 0 fookusjuurde ja seda kasutatakse sageli SPC/SPH/SS41 tüüpi tööpealsete lõikamiseks. Kasutamisel valitakse lõikemise fookus nii, et see asuks tööpealse pinnale lähedal. Sellises režiimis on tööpealse ülemise ja alumise pinna siledus erinev. Üldiselt on fookusele lähedane lõikepind suhteliselt sile, samas kui alumine pind, mis asub lõikemise fookusest eest kaugemal, on tüüpiliselt kare. Sellise režiimi valik peaks sõltuma tegelikult rakendatavate ülemise ja alumise pinna protsessitingimustest.
2. Laserlõikemasinale iseloomulik lõikemise fookus asub tööpealses
Seda meetodit nimetatakse negatiivseks fookuseks, kuna lõiketera asub mitte lõikematerjali pinnal või sees, vaid lõikematerjalist kõrgemal. Üldiselt kasutatakse seda fookust, kuna plaadi paksus on suhteliselt suur. Kui fookus ei asetse nii, võib see põhjustada selle, et nüüd ei oleks piisavalt hapnikku, mida nool juhatab, mis viib lõiketemperatuuri languseni ja võib-olla ei õnnestu materjali lõigata. Siiski on selle meetodi märkimisväärne puudus see, et lõikepind on ebatasane ja see ei sobi täppislõikmiseks.
3. Laserlõikemasina lõiketera asub tööpealmisel sees
Seda meetodit nimetatakse positiivseks fookuskauguseks ja seda kasutatakse peamiselt siis, kui lõigatakse materjale nagu roostevaba teras või alumiiniumplekk, nii et lõiketeravus asub tööpealse sees. Selle meetodi peamine puudus on see, et lõiketeravuse amplituud on suurem kui lõiketeravuse punkt tööpealse pinnal, ja seda meetodit nõuab sageli tugevamat lõikusõhuvoogu, piisavalt kõrget temperatuuri ja pikemat lõikus- ja läbipõrduaega. Seetõttu kasutatakse seda ainult siis, kui lõigatakse raskeid materjale nagu roostevaba teras või alumiinium.
Fookuse mõju lõikumisele:
1. Fookuse positsioon on hiljuti, terav ja lühike kõrb;
2. Fookuse positsioon on ees, sfääriline kõrb;
3. Fookuse positsioon on sobiv, kõrb puudub.

Kasutajad võivad valida sobiva fookuslõikusmeetodi vastavalt erinevate fookuste lõikusmaterjalide erinevatele mõjudele ja oma töötlemisvajadustele, et paremini kasutada laserlõikurmasina eeliseid!
Ülalolevalt on metalli laserlõiketerade ja materjalide positiivse ja negatiivse fookuskauguse vaheline suhe. Firma JUGAO CNC MACHINE põhitootmeteks on laserlõiketerad, CNC hüdraulilised paindemasinad, laserkeevitusmasinad, lõiketerad ja torgebenditerad jne, mida kasutatakse lehtmetalltöötlemisel, korpustehnilikus töötlemisel, valgustustehnikas, mobiiltelefonide, 3C seadmete, köögitöö, vannituba, autoosade meistrikus ja kõrbmetallitööstuses. Teretulemast interneti kaudu konsultatsiooni, et saada lisainfot masinast.

