















































Meetodid CNC- survegaugude lüüsi nurga täpsa kohandamiseks
Nurkade kaarendamise hälvedused võivad põhjustada töökoja ebakonstantset kuju ja kvaliteedi probleeme. Täpsete CNC survekaarte jälgimismeetodite omandamine on võti selleks, et saavutada igal korral kaarendamisel ideaalsed tulemused. See artikkel kirjeldab, kuidas saavutada täpne kaarendusnurga kontroll sünkroniseerimispaali kaudu, mis aitab teil parandada töötlemise täpsust ja kiirust.
Kaarendusnurga seadistamise sammud
1. Saage ülevaade sünkroniseerimispaali rollist
Sünchronisatsioonipüramid on CNC-kauglaua peamine komponent, mis tagab, et mõlemad silindrid liigutaksid end sünkroonis, säilitades nii lülitamise protsessi jooksul paralleelsuse. Igal hälvetel tuleneb see otse lülitamise nurga täpsusest.
2. Turvetoimingud
Lülitage kauglaua elekter välja ja veenduge, et seade oleks täielikult peatatud.
Kasutage kaitsegloobe ja kaitserattu turvalise töötagamiseks.
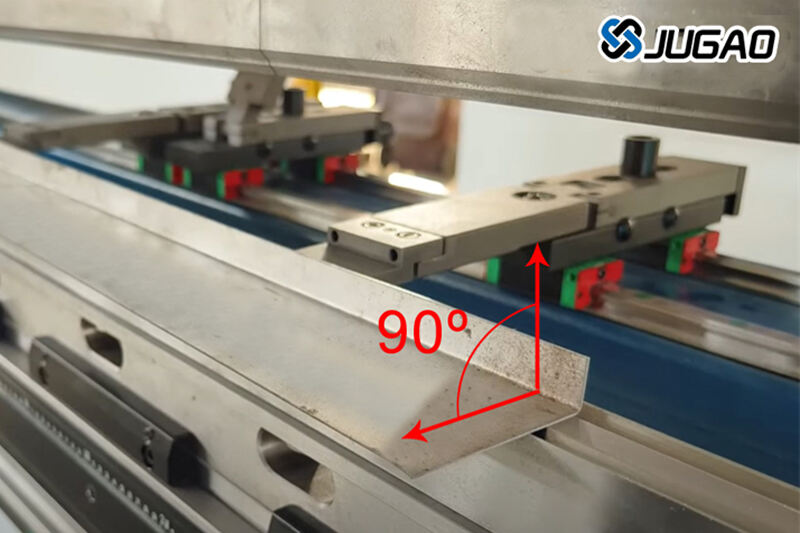
3. Mõõda algne nurg.
Pane testiplaat iga silindri all mõlemalt poolt.
Tehke kaks nihet kasutades sama protseduuri ja mõõdake nihkumiskiirte mõlemalt poole vastavalt.
Kirjutage kirja mõlemate poole kiirdete vahe, mis on põhjus kohandamiseks.
Seisundidiagramm nihkumiskiirte mõõtmise kohta
4. Kohandage sünkroonipöördeid
Paiguta sünkroonimispaal: leidke sünkroonimispaali kohendusasukoht seadme disaini järgi.
Liigutage ühenduskalast: liigutage kuusnurkset ühenduskalast määratud asendisse Pöörde kohandamine:

Sünkroonimispaali pöörmine vastupidi kellaja nägemusele suurendab kaaremuste sügavust, mistõttu väheneb kaaremuste nurga suurus.
Tavaliselt muutub kaaremuste nurgaga umbes 1 gradini iga pöörde korral (V16 lõige ja 1,8 mm platina näites).

Liigutage lukukalast: kohandamise järel liigutage lukukalast, et tagada sünkroonimispaali stabiilsus.

5. Test ja kontroll
Kasutage katki materjali testlumile ja mõõdke, kas tegelik nurga vastab nõuetele.
Kui hälve jääb endiselt ekslikuks, korrake kohandamisvõtteid, kuni eesmärgi nurk on saavutatud.
6. Lõppkontroll ja hooldus
Kinnitage, et kõik kohandamisosa oleks kiivitult tihedalt, et vältida läbis käigus lahelemist.
Kontrollige sünkroonimissöögu staatust regulaarselt, et tagada täpse nurga säilitamine pikkaja aja jooksul.
Eeskirjad
Oleged veenvad ja hoolikad kohandamisel, et vältida liiga suurt pöörlemist, mis võib põhjustada nurga liiga suure hälvestuse.
Erinev plaadi paksus ja rea tüüp mõjutab kohandamise tulemust, ning on vaja teha paindlikke toiminguid vastavalt tegelikele tingimustele.
On soovitatav kirjutada iga kohanduse järel parameetrid alla, et mugavust saada hilisemate hoolduste ja optimeerimise korral.
Ülalmainitud samme kaudu saate efektiivselt lahendada nurga kaaretmise konstantsete erinevuste probleemi ning parandada toote kvaliteeti ja tootmise effektiivsust.
JUGAO CNC MACHINE peamised tooted hõlmavad lazerlõikurite, CNC hüdrauliliste lükkete, lazerliitmismasinate, lõigemasminali ja röhmade kaarutamasminali jne, mis kasutatakse lehtmetallitöötuses, karika-kabinettides, valgustuses, mobiiltelefonides, 3C, köökriistades, duširuumis, autokomplektidest ning metallitööstuses. Tere tulemast küsima online rohkem infot masinate kohta.

