















































CYBELEC CybTouch 12 tööriistade halduse ekspertnõuanded
Sisukord
• Sissejuhatus
• Punktikontrolli seadistus
• Punkti loomine ja muutmine samm-sammult
• Matrissi seadistus
• Matrissi loomine ja muutmine samm-sammult
• Standardiseeritud tööriistade nimetamise konventsioonid
○ Punkti nimetamise reeglid
○ Matrissi nimetamise reeglid
• Tagasenäitaja kasutus ja ohutus
• Korduma kippuvad küsimused (KKK)
○ Kuidas optimeerida CYBELEC CybTouch 12 tööriistade halduse jõudlust?
○ Mida teha, kui süsteem ei tuvasta tööriista?
○ Kas tööriistade seaded saab süsteemis kohandada?
• Järeldus
Tõhus tööriistade haldus on sujuvate CNC-töötlemisoperatsioonide alus ja selle omandamine CYBELEC CybTouch 12 süsteemi puhul on oluline metallitöötlemise täpsuse ja tootlikkuse tõstmiseks. See juhend pakub praktilisi ja rakendatavaid strateegiaid tööriistade haldamiseks CybTouch 12 platvormil, mis on koostatud nii uute kasutajate jaoks, kes tutvuvad süsteemiga, kui ka kogenud operaatorte jaoks, kes soovivad oma töövoogusid täiustada. Järgides neid juhiseid, saavutate süsteemi tööriistade halduse funktsioonide täieliku potentsiaali ja vähendate vea tõenäosust painutusprotsessides.
Sissejuhatus
CYBELEC CybTouch 12 tööriistade haldusmoodul võimaldab kasutajatel luua ja seadistada masinatööriistu – see on oluline samm täpse paindearvutuse ja -täitmise tagamiseks. Pärast sobiva tõukuri ja matrissi valimist ja seadistamist peavad operaatoreid sisestama soovitud paindenurga ja külje pikkuse (L). Seejärel arvutab CybTouch 12 süsteem automaatselt täpsed X- ja Y-telje asukohad, mis on vajalikud painde tegemiseks, tagades nii iga töötlemistoimingu puhul järjepideva täpsuse.
Tõukuri seadistus
Põhivaliku juhised
Et valida eelseadistatud tõukurit, sirvige süsteemi tõukurite teekas noolenuppude abil liidese kaudu ja naaske seejärel painde numbrilisele lehele valiku rakendamiseks.
Samm-sammult tõukuri loomine ja muutmine
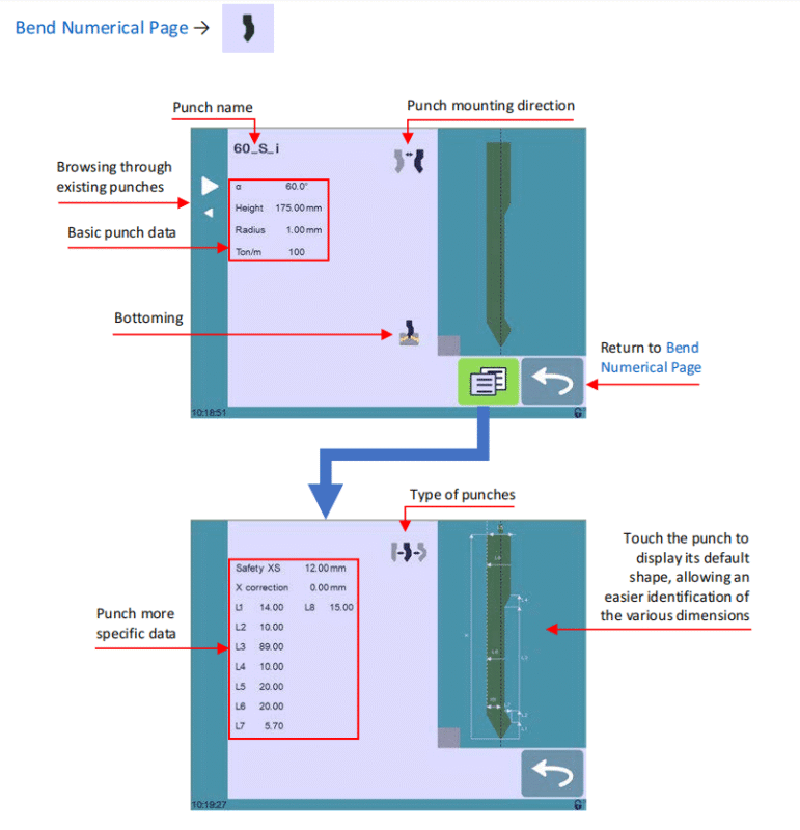
Kui süsteemis pole veel ühtegi tihvti loodud, kuvab tihvti väli vaikimisi sildi "???". Olemasolevate tihvtiraamatute puhul valib süsteem automaatselt viimati kasutatud tihvti (nt 60_S_i); täiendusel tehtud muudatused ei kirjuta originaaltihvti üle, kuna redigeeritud seaded salvestatakse uue kohandatud nime alla. Järgige alltoodud 13 sammu, et luua või muuta tihvti:
1. Puudutage tihvti ikooni, et avada tihvti detailse konfigureerimisliidese.
2. Sisestage uue tihvti põhilised füüsikalised parameetrid: tihvti nurk (α), kõrgus, raadius ja tonn meetri kohta (tonn/m).
3. Kasutage tihvti paigaldamise suuna nuppu, et tihvti vajadusel pöörata.
4. Valige aluspinnale töötlemiseks mõeldud kulumiskindla tihvti märkimiseks aluspinnale töötlemise ikoon.
5. Puudutage menüü-nuppu, et avada täiendavate parameetrite seadistuste leht.
6. Kasutage tihvtide tüübi ikooni, et valida tihvti konstruktsioonitüüp: sirge, tavapärane või kaelakujuline.
7. Sisestage detailset mõõtmeväärtusi (L1 kuni Lx) graafilise tööriista esitusel ekraani paremas servas. Graafikule puudutamine laeb tööriista vaikimisi mõõtmete paigutuse, lihtsustades iga parameetri tuvastamist ja sisestamist.
L1 kuni Lx mõõtmete standardid on identseid PC 1200, DNC 880S ja ModEva süsteemides kasutatavate standarditega. Ristsüsteemilise tööriista kasutamiseks eksportige parameetrite nimekirjad PC1200-st ja kasutage neid CybTouch 12 programmimiseks – soovitame kõigis süsteemides sama tööriista puhul kasutada identseid nimesid kooskõla tagamiseks.
8. Sisestage olulised ohutus- ja kalibreerimisväärtused:
○ Ohutus-XS: punchi ja tagasihoidja vaheline ohutu kaugus X-teljel.
○ X-korrektsioon: kalibreerimisväärtus punchi misalignimise korrigeerimiseks.
9. Naaske eelmisele seadistuslehele (tööriista konfiguratsiooni salvestamiseks süsteemi on vaja taseme 2 juurdepääsuparooli).

10. Puudutage praegust punchi nime (nt 60_S_i), et alustada salvestamist.
11. Valige 'Salvesta tihvt', et üle kirjutada olemasolevad tihvta seaded, või 'Salvesta tihvt nimega', et salvestada muudetud/uus tihvt unikaalse nimega.
12. Kasutage süsteemi alfanumerilist klaviatuuri, et sisestada uue tihvta nimi, järgides järgmises jaotises kirjeldatud standardseid nimetamiskonventsioone.
13. Puudutage
tagasipöördumisnuppu, et naasta peaprogrammi lehele; just salvestatud tihvt on eelvalitud ja valmis kohe kasutamiseks töötlemistoimingutes.
Matrissi konfiguratsioon
Põhivaliku juhised
Matrissi valik toimub sama protsessi järgi nagu tihvta valik: sirvige süsteemi eelteatatud matrisside teekonda noolenuppude abil ja naaske seejärel painde numbrilisele lehele valiku kinnitamiseks.
Samme järgides matrissi loomine ja muutmine
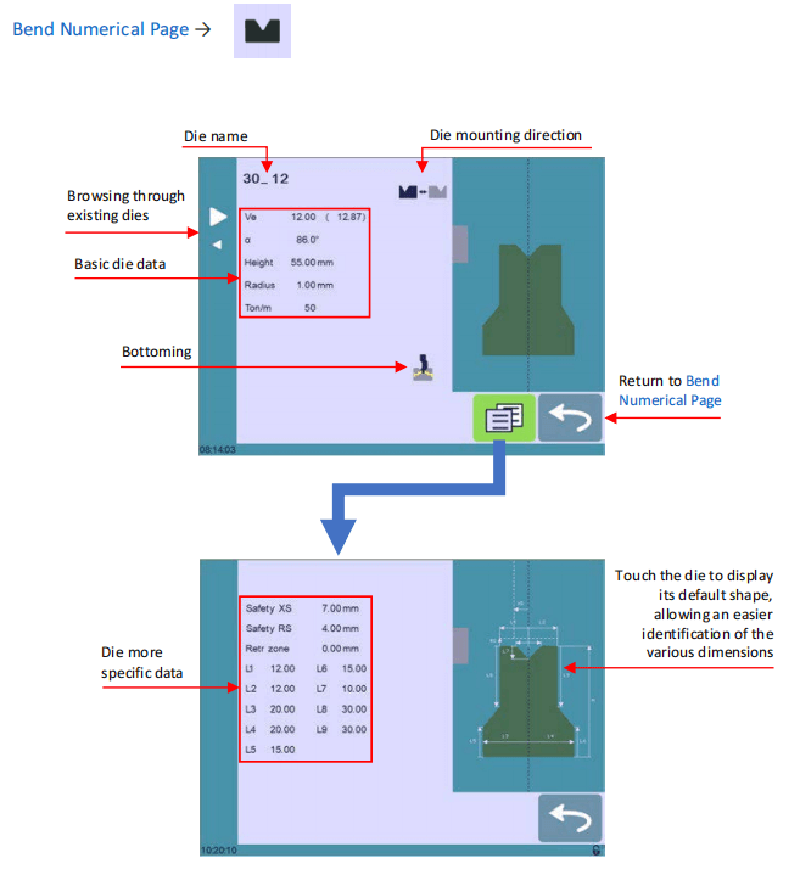
Kui süsteemis pole konfigureeritud ühtegi tõmbeprofiili, kuvatakse tõmbeprofiili väli "???"; olemasolevate tõmbeprofiilide teekide puhul laeb süsteem viimati kasutatud tõmbeprofiili (nt 30_12). Olemasoleva tõmbeprofiili muudatused ei mõjuta originaalparameetreid, kuna kõik muudatused salvestatakse uue nime alla. Tõmbeprofiili loomiseks või muutmiseks täitke järgmised 12 sammu:
1. Puudutage tõmbeprofiili ikooni, et avada tõmbeprofiili üksikasjalikku seadistusliidest.
2. Sisestage uue tõmbeprofiili tuumafüüsilised parameetrid: tõmbeprofiili laius (Ve), nurk (α), kõrgus, raadius ja tonn meetri kohta (Ton/m).
3. Kasutage tõmbeprofiili paigaldamise suuna nuppu, et vajadusel tõmbeprofiili pöörata töötlemispaigalduse jaoks.
4. Valige aluspinnale toetumise (bottoming) ikoon, et liigitada tõmbeprofiil kulumiskindlaks tööriistaks aluspinnale toetumise protsesside jaoks.
5. Puudutage MENU-nuppu, et avada täiendavaid mõõtme- ja ohutusseadistusi sisaldav leht.
6. Sisestage täpsed mõõtmed (L1 kuni Lx) graafilise tõmbepuksi esituse järgi ekraani paremal pool. Graafikule puudutamine kuvab tõmbepuksi vaikimisi mõõtmete paigutuse, mis muudab täpsete väärtuste sisestamise lihtsamaks.
Nagu löökpinnad, vastavad tõmbepukside L1 kuni Lx mõõtmed PC 1200, DNC 880S ja ModEva süsteemide standarditele. Ristsüsteemse tööriista ühilduvuse tagamiseks eksportige tõmbepuksi parameetrid PC1200-st ja kasutage neid CybTouch 12 programmeerimisel ning kasutage identsete tõmbepukside puhul kõigis süsteemides samu nimetusi.
7. Sisestage täiustatud ohutus- ja toimimisväärtused:
○ Ohutus XS: Ohutu kaugus tõmbepuksi ja tagasenurga vahel X-teljel.
○ Ohutus RS: Ohutu kaugus tõmbepuksi ja tagasenurga vahel R-teljel.
○ Tagasitõmbamispiirkond: Tõmbepuksi eelnevalt seatud tagasitõmbamispiirkond toimimise ajal.
8. Naaske eelmisele seadistuslehele (tõmbepuksi seadistuste salvestamiseks on nõutav taseme 2 parool).
9. Puudutage praegust tõmbepuksi nime (nt 30_12), et alustada salvestamise töövoogu.
10. Valige 'Salvesta tõmbepuks', et üle kirjutada originaalse tõmbepuksi parameetrid, või 'Salvesta tõmbepuks nimega', et salvestada uus/muudetud tõmbepuks kohandatud nimega.
11. Sisestage uue tõmbepuksi nimi alfanumerilisel klaviatuuril, järgides süsteemi standardseid nimetamise reegleid.
12. Puudutage
tagasipöördumisnuppu, et naasta peaprogrammi lehele; just salvestatud tõmbepuks on eelvalitud ja kohe kasutamiseks valmis.
Standardiseeritud tööriistade nimetamise konventsioonid
Tõmbepukside ja löökpinnade puhul ühtlase nimetamiskonventsiooni rakendamine on oluline CYBELEC CybTouch 12 tööriistade tõhusaks haldamiseks. Selge ja ühtlane nimetussüsteem võimaldab kiiret ja täpset iga tööriista tuvastamist teekes ja tiimidel saab luua lisaks ka täiendavaid kohandatud reegleid oma konkreetsete tootmistähtsuste alusel, et veelgi suurendada korralduse tõhusust ja vähendada tööriistade valiku vigu.
Löökpinnade nimetamise reeglid
Löökpinnade nimed peaksid koosnema kolmest järjestikusest osast: löökpinnakalle → löökpinnatüüp → pöördumise staatus.

Löökpinnatüüpi lühendid:
• N = tavapärane
• S = Sirge
• G = Käärjas
Pööramise lühend:
• i = Pööratud (jäta ära, kui tõmbetera on vaikimisi mittepööratud asendis)
Näited: 90_N_i, 60_G, 30_S
Tõmbetera nimetamise reeglid
Tõmbetera nimetamine järgib sarnast struktureeritud vormingut nagu tõmbeterad: tõmbetera laius (Ve mõõde) → tõmbetera nurga suurus → pööramise staatus. Kasuta tõmbeterade jaoks sama pööramise lühendit (i = pööratud) ja jäta lühend ära, kui tõmbetera on vaikimisi paigaldusasendis.
Näited: 12_86_i, 16_86, 20_30
Tagasenihiku töö ja ohutus
Tagasenihiku tsüklifunktsioon on oluline funktsioon CYBELEC CybTouch 12 masinal ohutuks ja tõhusaks tööriistade haldamiseks, mille eesmärk on tagasenihiku seadistuste tegemine. See funktsioon liigutab tagasenihikud täielikult ette, võimaldades töötajatel teha vajalikke kalibreerimisi ja seadistusi ilma kätega või käevarrest masina tööriistade vahele sattumata – see kõrvaldab olulise ohutusohu töötlemisprotsessis.
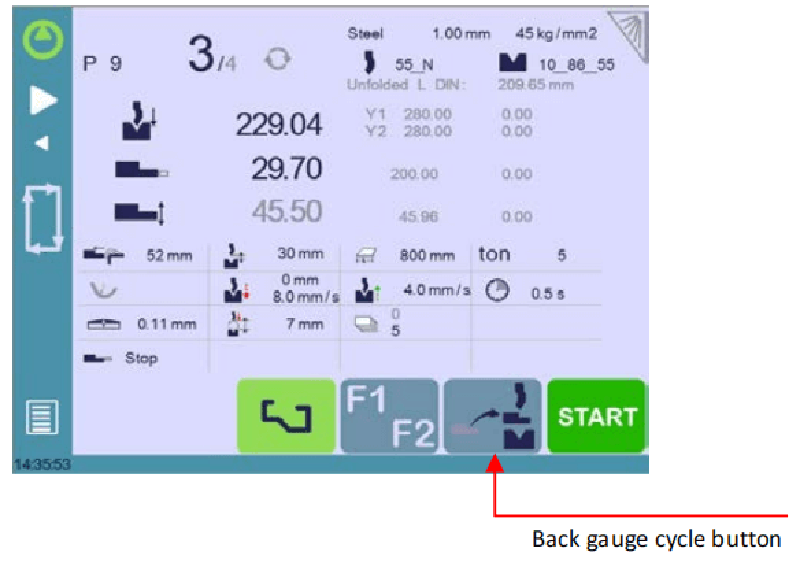
Tähtis märkus: tagasemõõdiku tsüklifunktsiooni nähtavus ja saadavus sõltuvad masina praegusest konfiguratsioonist ja indekseerimisstaatusest, ning see ei pruugi olla kõigis töörežiimides kasutatav.
Tagasemõõdiku tsüklifunktsiooni samm-sammult
1. Veenduge, et masin on õigesti indekseeritud; kui indekseerimine pole lõpetatud, on tagasemõõdiku tsüklifunktsiooni nupp hallitanud ja mitteaktiivne.
2. Aktiveerimiseks vajutage tagasemõõdiku tsüklifunktsiooni nuppu rohkem kui 2 sekundit.
3. Tagasemõõdikud liiguvad täielikult ettepoole, st punchi ja tõmbepaagi vahele. Kui masina kiir ei ole ülemises surnud punktis (TDC), liigub see enne tagasemõõdikute liikumise alustamist täielikult ülespoole.
4. Pärast kõigi tagasemõõdikute seadistuste lõpetamist vajutage funktsiooni deaktiveerimiseks uuesti tsüklifunktsiooni nuppu ja seejärel vajutage START-nuppu, et taastada masina tavapärane töö.
Sageli küsitud küsimused
Kuidas optimeerida CYBELEC CybTouch 12 tööriistade halduse jõudlust?
CybTouch 12 tööriistade haldusmooduli maksimaalse jõudluse saavutamiseks veenduge, et iga tööriist teekes oleks täpselt tuvastatud ja täielikult parameetritega varustatud ajakohase füüsilise ja toimivusandmetega. Tehke regulaarselt tööriistade andmete täpsuse kontroll ja veenduge, et tööriistade seaded oleksid ühilduvad masina üldkonfiguratsiooniga – see tagab tööriistade ja töötlemisoperatsioonide sujuva integreerumise ning vähendab seiskumisajad.
Mida teha, kui süsteem ei tuvasta tööriista?
Kui CYBELEC CybTouch 12 ei tuvasta löökpinka ega tõmbepinka, veenduge esmalt, et tööriist on masinas õigesti paigaldatud ja mehaaniliselt joondatud. Seejärel võrrelge süsteemi tööriistade haldusliideses olevaid tööriista parameetreid ja sisestage uuesti või parandage vajadusel vigaseid andmeid. Lõpuks veenduge, et süsteemi tarkvara on ajakohastatud viimase versioonini, et lahendada potentsiaalsed tarkvara-tööriista ühilduvusprobleemid.
Kas süsteemis saab tööriistade seadeid kohandada?
Jah, CYBELEC CybTouch 12 süsteemis on täielik tööriistade seadete kohandamine võimalik. Pääsete tööriistade halduse liidesesse, et kohandada kõiki olulisi parameetreid, sealhulgas punchi/matrissi füüsilisi mõõtusid, töödeldava detaili materjalitüüpi ja kompensatsiooniväärtusi vastavalt teie masinatöötlemise toimingute konkreetsetele nõuetele. Veenduge alati, et kõik kohandatud seaded salvestatakse süsteemi õigesti, et tagada ühtlased tulemused kogu tootmisprotsessi vältel.
Kohustuslik väljaandmine
CYBELEC CybTouch 12 tööriistade halduse võimaluste omandamiseks on vaja selgelt mõista süsteemi põhifunktsioone, pidada korralikult organiseeritud tööriistade teeku ja regulaarselt hooldada ning ajakohastada kõiki tööriistade konfiguratsioone. Selle juhendi samm-sammult antud juhiste, nimetuskonventsioonide ja ohutusprotokollide rakendamisega saate optimeerida oma CNC-masinatöötlemise töövoogu, vähendada oluliselt operatsioonivigu ning tõsta metallitöötlemisprotsesside täpsust ja tõhusust.
Isikupärase toe saamiseks oma masina potentsiaali maksimeerimiseks või konkreetsete tööriistade haldamisega seotud probleemide lahendamiseks võtke ühendust meie tehnilise toe meeskonnaga. Lisaks saate tutvuda meie tehnikaalaste dokumentide raamatukoguga, et süvendada oma teadmisi ja avada täielikult CYBELEC CybTouch 12 tööriistade haldamise süsteemi võimalused.

