















































Trin til opsætning af DELEM DA-53T manuelt tilstand
Indholdsfortegnelse
• Trin 1: Få adgang til manuel tilstand
• Trin 2: Forstå parametre
◦ Bøjeparametre
◦ Kraftparametre
◦ Hastighedsparametre
◦ Funktionsindstillinger
◦ Produkt egenskaber
◦ Værktøjsinformation
◦ Hjælpeakser
◦ Værktøjsopsætning
• Trin 3: Konfiguration af parametre
◦ Makrofunktion
• Trin 4: Manuel bevægelse af akser
• Korrektionsfunktion
• Diagnosticeringsfunktion
• IO-status
• Ofte stillede spørgsmål (FAQ)
• Konklusion
Når du konfigurerer manuelt tilstand på DELEM DA-53T-styreenheden, er det afgørende at tydeliggøre hvert enkelt arbejdstrin for at opnå optimal ydelse fra bøjemaskinen. I denne artikel guidar vi dig gennem opsætningsprocessen for DELEM DA-53T Manuelt Tilstand trin for trin, så du effektivt kan finjustere udstyrets parametre og fuldt ud udnytte bøjemaskinens ydeevne.
Via den manuelle tilstand får du fuld kontrol over hele bøjeprocessen, hvilket muliggør præcise justeringer og maksimerer kvaliteten af den bearbejdede output. Uanset om du bruger en DELEM-styreenhed for første gang eller ønsker at optimere dine nuværende driftsindstillinger, giver denne artikel detaljerede trin til hurtigt at komme i gang og fuldt ud udnytte funktionalitetsværdien af bøjemaskinen.
Trin 1: Adgang til manuel tilstand
Start først DELEM DA-53T-controlleren. Når enheden er fuldt opstartet, skal du navigere til hovedmenuen ved hjælp af interfaceknapperne.
Find og vælg indstillingen "Manuel tilstand" fra menulisten; controllerens interface skifter derefter fra automatisk tilstand til opsætningsgrænsefladen for manuel tilstand.
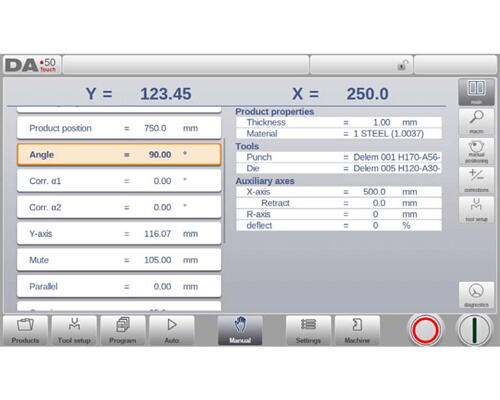
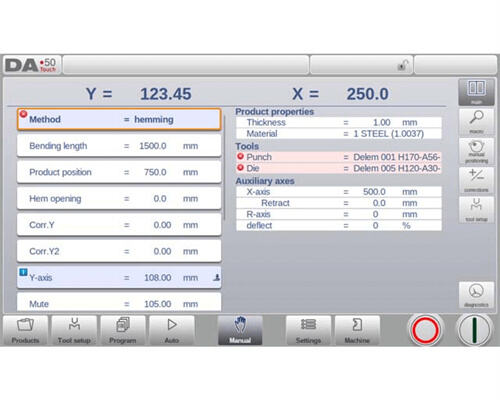
I den øverste del af skærmen for manuel tilstand kan du direkte se de aktuelle positioner for Y-aksen og hovedaksen X; alle andre akser og funktioner vises én efter én i de to kolonner i bunden af skærmen. Hvis værdierne for Y-aksen og X-aksen er fremhævet, betyder det, at disse to akser har genkendt referencemærkerne korrekt, og deres aktuelle positioner stemmer overens med de programmerede værdier.
Trin 2: Forståelse af parametre
Når du er gået ind i manuel tilstand, skal du indtaste de nødvendige parametre for den aktuelle bearbejdning, herunder slaglængde, hastighed og positioneringsindstillinger for kantpressen – disse parametre er afgørende for at sikre nøjagtigheden af manuelle operationer. Manuel tilstand anvendes typisk til udstyrstest, kalibrering og enkeltkantningsoperationer.
Du kan indtaste numeriske værdier, der svarer til dine ønskede indstillinger, ved hjælp af tastaturknapperne. Følgende detaljer viser de tilgængelige parametre i manuel tilstand:
Kantningsparametre
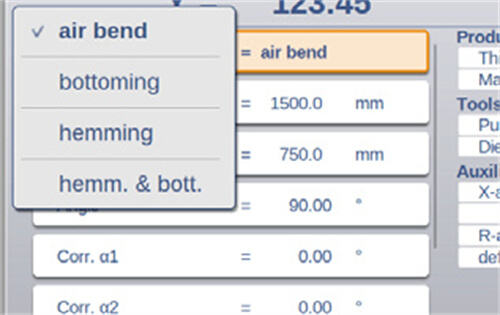
• Metode: Vælg den ønskede kantningsmetode. DELEM DA-53T i manuel tilstand understøtter flere metoder såsom luftbøjning, bundbøjning, omvikling og omvikling & bundbøjning. Detaljerede beskrivelser af hver metode findes i dokumentationen for programtilstand.
• Kantningslængde: Indtast pladens kantningslængde for at skabe grundlaget for præcisionsbearbejdning.
• Produktplacering: Indstil og overvåg den absolutte position i Z-retningen ved at bruge nulpunktet på venstre side af maskinen som reference.
• Vinkel: Angiv den krævede bøjevinkel. Hvis der er en afvigelse mellem den faktiske bøjevinkel og den forventede vinkel, kalibreres den ved at justere korrekturværdierne α1 (Korr.α1) og α2 (Korr.α2). For eksempel, hvis den programmerede vinkel er 90 grader, men den faktisk målte vinkel er 92 grader, sættes Korr.α til -2.
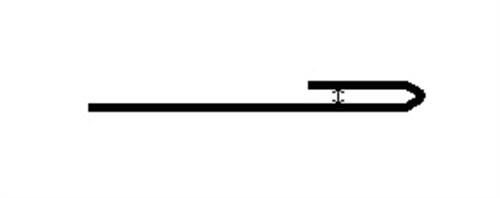
• Kantåbning: Indstil afstanden mellem flangerne under kantbøjningsprocessen. Standardparametre kan ses i indstillingsmenuen.
•
• Korr.Y: Hvis bundningsmetoden er valgt, kan denne parameter bruges til at korrigere Y-aksens position.
• Y-akse: Den programmerede eller beregnede værdi for Y-aksen, der kræves for at opnå en specifik bøjevinkel.
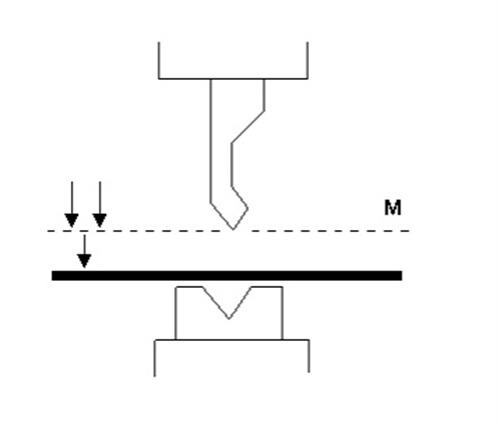
• Dæmp: Det punkt, hvor Y-aksen skifter fra hurtig lukkehastighed til preshastighed, programmeret her som en Y-akse positionsværdi. Denne programmerede værdi svarer til Y-aksens position over pladen.
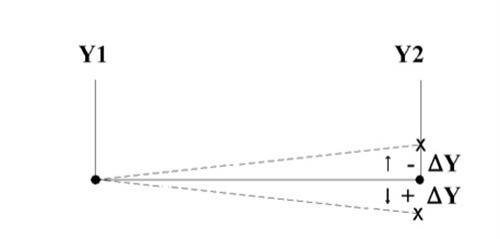
• Parallel: Positionsafstanden mellem venstre og højre cylinder (Y1 og Y2). Hvis værdien er positiv, betyder det, at højre cylinder er lavere; hvis værdien er negativ, er højre cylinder højere. Denne programmerede værdi træder i kraft under klempepunktet.
• Åbning: Denne parameter bruges til at indstille afstanden mellem stansen og matricen efter bøjningen er fuldført. En positiv værdi betyder, at afstanden er over Dæmp-punktet; en negativ værdi betyder, at afstanden er under Dæmp-punktet. Hvis du ønsker at forkorte produktets håndteringstid, kan du indstille denne parameter til en lille positiv eller negativ værdi.
Kraftparametre
• Kraft: Programmer den påkrævede preskraft for bukkeoperationen for at sikre, at trykket opfylder bearbejdelseskravene og opnår de bedste resultater.
• Opholdstid og dekompression: Indstil opholdstiden ved bukkepunktet og dekompressionsafstanden for at kontrollere trykudløsningsprocessen hensigtsmæssigt og sikre stabilitet under bearbejdningen.
Hastighedsparametre
• Hastighed: Y-aksens bevægelseshastighed under bukkeprocessen.
• Dekomphastighed: Den programmerbare bevægelseshastighed for tværbjælken inden for dekompressionsafstanden.
Funktionsindstillinger
• Vent ved tilbagetrækning: Indstil, om Y-aksen venter, indtil tilbagetrækningshandlingen er fuldført, før den bevæger sig, eller om den begynder at bevæge sig så snart tilbagetrækningen starter, for at optimere arbejdsgangens effektivitet.
Produktegenskaber
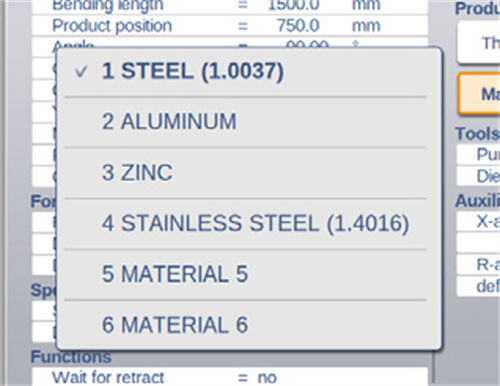
• Tykkelse og materiale: Indtast pladetykkelsen og vælg det tilhørende materiale ud af 99 brugerdefinerede materialer i styreenheden for at give nødvendige data til beregning af bukke-dybden.
Værktøjsinformation
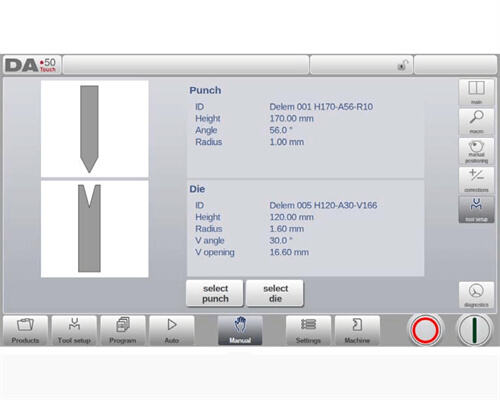
• Stans og die: Vælg eller ændr i stans- og die-id'er, som kræves for den aktuelle operation, fra de tilhørende værktøjsbiblioteker for at sikre, at værktøjerne svarer til bearbejdelseskravene.
Hjælpeakser
• Parametre for hjælpeakse: Hvis udstyret er udstyret med en eller flere hjælpeakser (såsom X-akse, R-akse eller Z-akse), vises deres relaterede parametre her.
• Retraktion: Retraktionsafstanden for hjælpeaksen under bøjningsprocessen. Her starter "Bagstop retraction" fra klemmepunktet.
• Hastighed: Bevægelseshastigheden for hjælpeaksen i den aktuelle bøjningsoperation, som kan programmeres som en procentdel af maksimalhastigheden.
Ved korrekt programmering af ovenstående parametre i DELEM DA-53T manuelt tilstand kan du sikre nøjagtigheden af bøjningsoperationen. Når alle parameterindstillinger er bekræftet som korrekte, tryk på Start-knappen for at aktivere disse konfigurationer.
Værktøjsopsætning
Programmering af værktøjsopsætning i DELEM DA-53T manuelt tilstand er meget lig den i automatisk tilstand. Begge tilstande tillader uafhængig værktøjsopsætning, og værktøjsopsætningen fra automatisk tilstand kan direkte anvendes i manuel tilstand. Når der skiftes til manuel tilstand, vil DELEM DA-53T-controlleren give mulighed for at "bruge den eksisterende værktøjsopsætning". Bemærk dog, at hvis den aktuelle opsætning adskiller sig fra den tidligere programmering, skal brugeren handle med forsigtighed for at undgå indflydelse på bearbejdningsnøjagtigheden.
• Tilføjelse af værktøjer (stans/matricer): I overensstemmelse med operationen i funktionen "Værktøjsopsætning" kan de nødvendige stans eller matricer tilføjes via funktionen "Tilføj".
Trin 3: Konfiguration af parametre
Hver parameter i DELEM DA-53T manuelt tilstand kan programmeres uafhængigt. Systemet beregner automatisk indvirkningen af hver parameter på de andre, og sammenhængen mellem parametre vises intuitivt gennem symboler og baggrundsfarver for nem identifikation af brugeren.
• Når en parameter er ændret, vises et informationssymbol på brugergrænsefladen for at indikere, at parameteren er opdateret.

• Hvis en parameterværdi afviger fra den styreværdi, som systemet beregner, vises et stjernesymbol – denne funktion er særlig nyttig, når parametre bevidst skal indstilles til forskellige værdier eller er begrænsede.

• Hvis en parameterværdi er indstillet forkert (f.eks. hvis en kantbøjning er programmeret, men der ikke er monteret kantværktøj), vises et fejlsymbol for at minde brugeren om at foretage rettelser.
Se muligheder
Kommandoknapperne på højre side af skærmen giver adgang til andre visninger end Hovedvisningen, herunder Makrovisning, Manuel Positionering-visning, Korrektioner-visning og Diagnostik-visning.
Makrofunktion
Når makrofunktionen er aktiveret, skifter DELEM DA-53T manuelt tilstand til en ny visning, og skærmen viser forstørrede akseværdier. Denne layoutdesign gør det muligt for operatører at tydeligt aflæse akseværdierne, selv når de arbejder lidt væk fra styreenheden, hvilket forbedrer betjeningskomforten.
Trin 4: Manuelt flytte akser
Bevægelsesprocedure
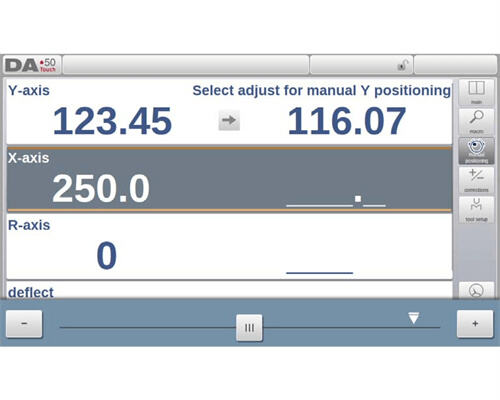
For at manuelt flytte en akse i DELEM DA-53T manuel tilstand, skal du bruge skyderen nederst på skærmen. Efter du har valgt "Manual Pos" (manuel positionering) på hovedskærmen, åbnes et nyt betjeningsinterface. Justér skyderen fra dens midterposition i den ønskede retning for at flytte en akse vist på interfacet; skyderen returnerer automatisk til midterposition, når den slippes.
Flytning af hjælpeakser
Før du flytter en hjælpeakse, skal du sikre, at styreenheden er i standset tilstand (tryk Stop-knappen). Vælg først den nødvendige bagstopakse, placer markøren på denne akse, og styre derefter aksens bevægelse ved hjælp af skyderen.
Flytning af Y-aksen
Manuel flytning af pressebjælken (Y-akse) fungerer på samme måde som ved hjælpeakser, men følgende betingelser skal være opfyldt:
1. Styreenheden skal være aktiveret (tryk på Start-knappen).
2. Aktivér "juster"-funktionen – hvis denne funktion ikke er aktiveret, vises en besked øverst til højre på skærmen.
3. Y-aksen skal være under dødpunktet.
4. Der skal udstedes en CNC-presekommando.
Positionslagring (Teach)
Når du har manuelt flyttet en akse og ønsker at gemme den aktuelle position, skal du klikke på akse-navnet i kolonnen "Programmeret". Systemet kopierer herefter værdien fra kolonnen "Faktisk" (venstre side) til kolonnen "Programmeret" (højre side).

Når du vender tilbage til standardvisningen for manuel tilstand, vil parameteren for denne akse beholde den senest gemte værdi.
Ved at følge ovenstående trin sikres en jævn og nøjagtig aksebevægelse i DELEM DA-53T manuel tilstand.
Korrektionsfunktion
I DELEM DA-53T manuel tilstand vises korrektionsparametrene for bukkeoperationen, der er programmeret i denne tilstand.
Da manuel tilstand typisk omfatter en enkelt bukkeoperation, vises kun én linje med korrektionsoplysninger på brugergrænsefladen. De programmerede korrektionsværdier i manuel tilstand kan verificeres på samme måde som i automatisk tilstand. Desuden er poster i korrektionsdatabasen og de oprindelige korrektionsværdier også synlige her. Adgang til korrektionsdatabasen er afgørende, da posterne i den har betydelig indflydelse på de endelige bukkeresultater. Denne funktion er særligt nyttig til justering af korrektionsværdier under testbukning og gemning af de optimale resultater i databasen.
Diagnosticering Funktion
I DELEM DA-53T manuelt tilstand giver klik på "Diagnostik" adgang til status for hver akse. Dette vindue viser den aktuelle status for alle tilgængelige akser og forbliver aktivt, selv efter at controlleren er startet. Ved brug af denne funktion kan operatøren overvåge controllerens driftstilstand i realtid under bøjningscyklussen, hvilket yderligere forbedrer driftspræcisionen.
IO-status
I DELEM DA-53T manuelt tilstand giver klik på fanen "I/O" i diagnostikgrænsefladen et komplet overblik over den aktuelle status for indgange (I) og udgange (O). Denne grænseflade forbliver aktiv efter at controlleren er startet, hvilket tillader operatører effektivt at overvåge systemets driftstilstand gennem hele bøjningscyklussen og opdage unormaliteter rettidigt.
Forstørret IO-visning
Hvis du klikker på en eller flere (op til 5) pæle, genererer systemet en ekstra "Zoomet IO"-side, som viser den valgte IO i en forstørret visning. De valgte pæle vises i større størrelse, hvilket letter overvågning fra afstand for operatører og forbedrer driftsfleksibiliteten.
Ofte stillede spørgsmål (FAQ)
1. Hvilke forholdsregler skal tages, når DELEM DA-53T benyttes i manuel tilstand?
Under drift skal du overholde alle sikkerhedsforskrifter: Undersøg omhyggeligt arbejdsområdet for at sikre, at der ikke er nogen forhindringer; bær beskyttelsesudstyr; og gør dig fortrolig med funktionerne på manuelle kontroldoknapper for at undgå ulykker under drift.
2. Hvad er den anbefalede vedligeholdelsesfrekvens for DELEM DA-53T i manuel tilstand?
Rutinevedligeholdelse skal udføres hvert 500 timers drift, herunder tjek af integriteten af nøglekomponenter, rengøring af udstyrets overflade og smøring af bevægelige dele for at sikre problemfri drift og forlænge levetiden.
3. Kan DELEM DA-53T manuelt tilstand bruges til alle typer bøjningsoperationer?
Selvom DELEM DA-53T manuelt tilstand er meget alsidig, er den primært designet til driftsscenarier, der kræver manuel justering og realtidsovervågning. Til mere komplekse eller automatiserede operationer anbefales det at bruge CNC-funktionerne i DA-53T for at øge effektivitet og nøjagtighed.
Konklusion
Når du konfigurerer DELEM DA-53T manuelt tilstand, er det afgørende at følge trinnene beskrevet i denne artikel for at sikre en fejlfri drift af udstyret og opnå optimal ydelse. Hele processen omfatter start af controlleren, valg af manuel driftstilstand og konfiguration af de nødvendige parametre for at opfylde pressebænkens specifikke krav. Denne præcise og systematiske måde at operere på hjælper med at øge arbejdseffektiviteten og reducere betjeningsfejl.
Korrekt udstyrsopsætning og regelmæssig vedligeholdelse er afgørende for at forlænge pressebøsnings levetid og sikre dens ydeevne. Ved at følge retningslinjerne i denne artikel og udføre regelmæssig vedligeholdelse kan du minimere udstyrets nedetid og forbedre produktionsydelsen. Hvis du støder på yderligere detaljerede problemer eller har brug for teknisk support, er du velkommen til at kontakte vores team. Desuden anbefaler vi, at du gennemser andre dokumenter, der er tilgængelige på vores officielle website, for at få flere faglige indsigter og teknisk assistance.

