















































Skærmetal-bøje- og -skæresekvens
De vigtigste overvejelser ved bøjning af pladeemal er: princippet om, at den foregående bøjning ikke må påvirke den efterfølgende bøjning, og princippet om, at bøjningen ikke må presse mod støbemodellen eller værktøjsmaskinen.
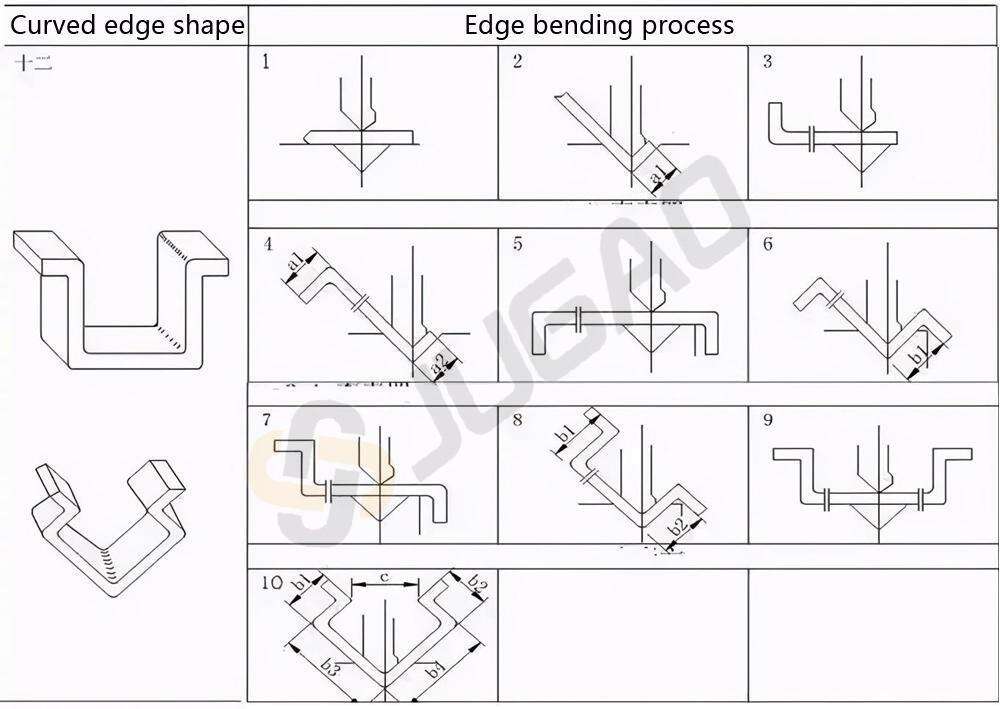
Nedenfor følger en forklaring med henvisning til billeder:
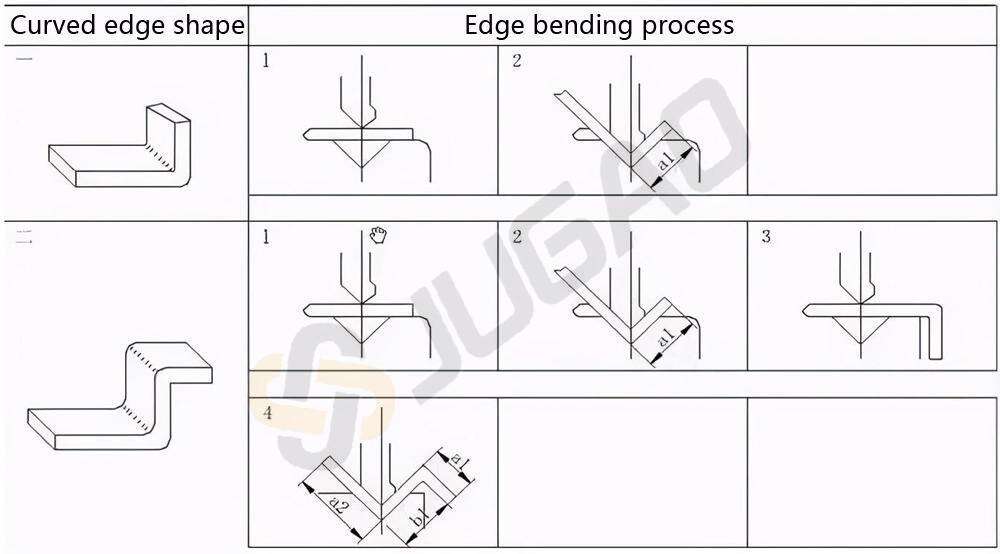
Som vist på figur 1 og 2: L-formede bøjninger tager hovedsageligt højde for den mindste bøjestørrelse; Z-formede bøjninger tager hovedsageligt højde for den mindste bøjestørrelse og den mindste højde af den modsatte bøjning.
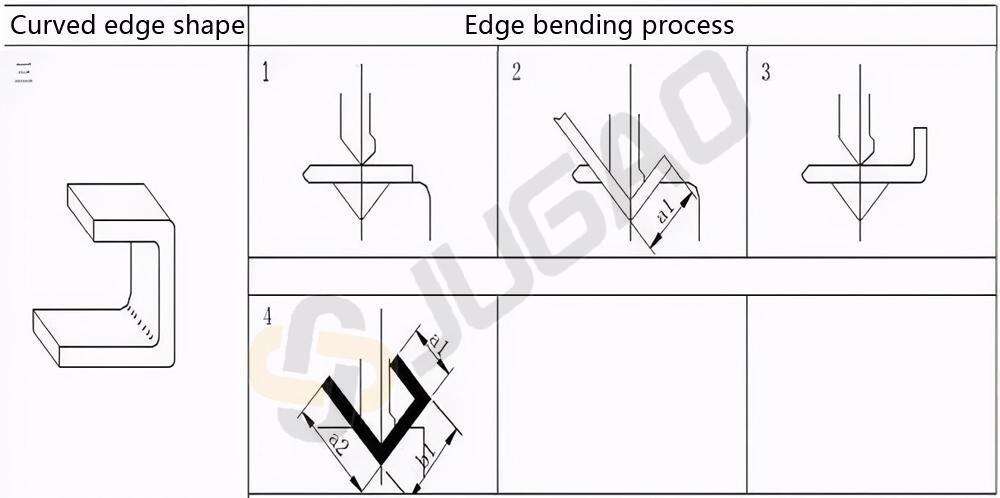
Som vist på figur 3: Ved bøjning af kanalstål er hovedovervejelsen forholdet mellem målet b1 og målet a1. Efter bøjningen må den første bøjning ikke kollidere med den øverste bøjedør.
Som vist på figur 4: Denne bøjning kræver overvejelse af forskellige faktorer, som fremgår af figurerne 1, 2 og 3. Vær opmærksom på placeringen af hånden, der holder arbejdsemnet i trin 5, for at undgå, at du kvæler din hånd.
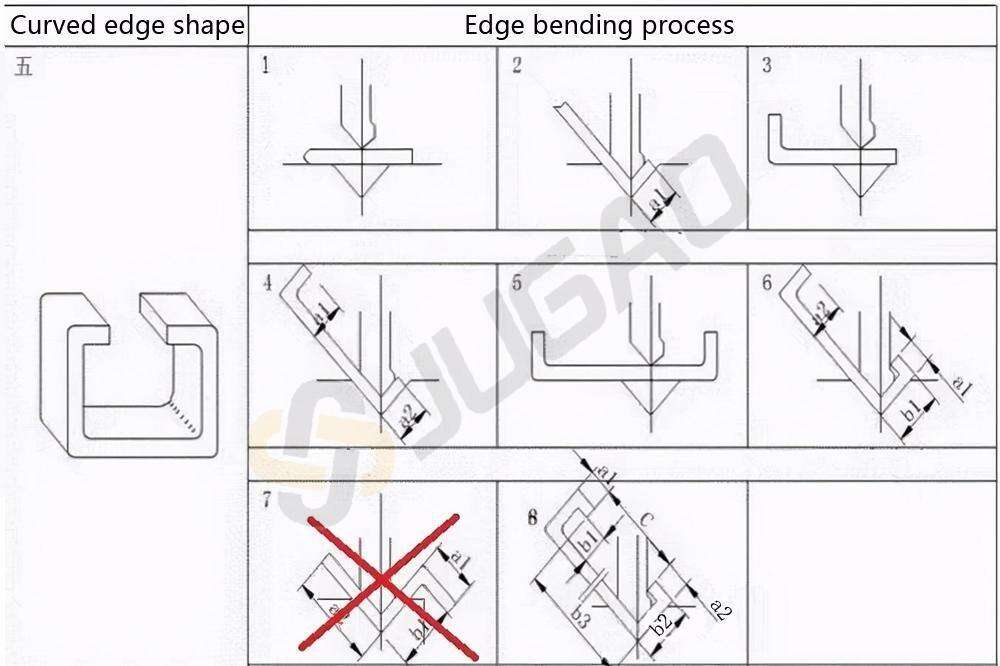
Som vist på figur 5: Trin 7 er forkert og unødvendigt og skal slettes.
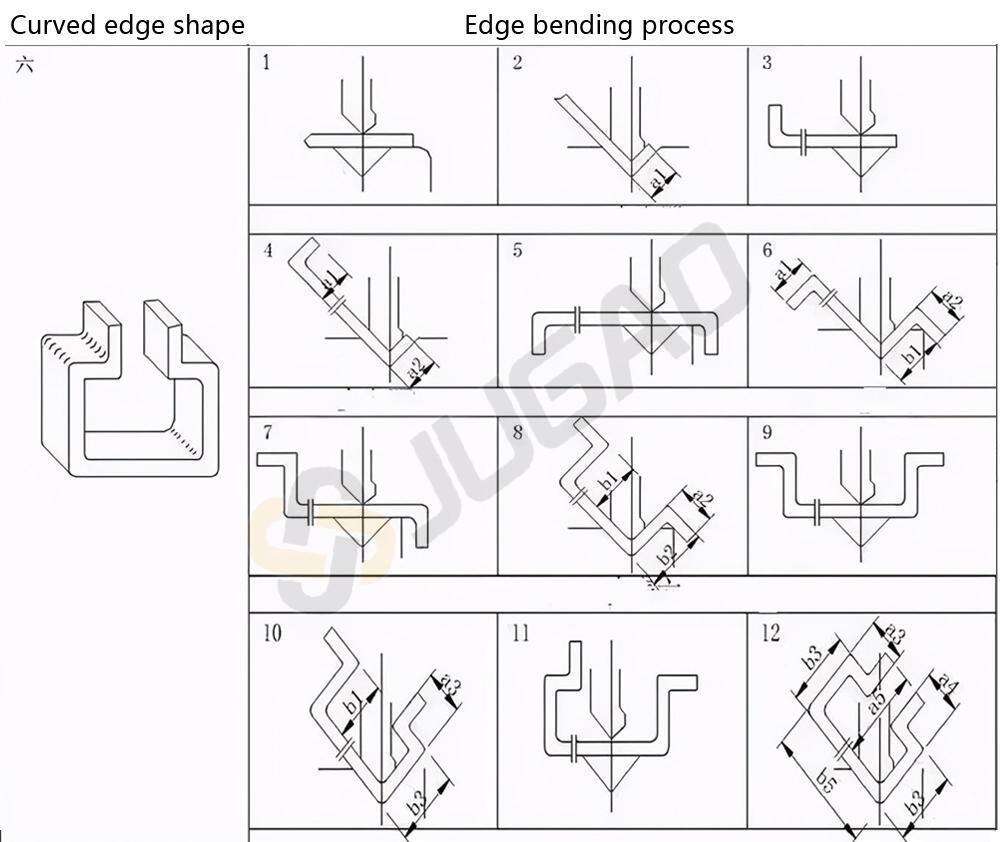
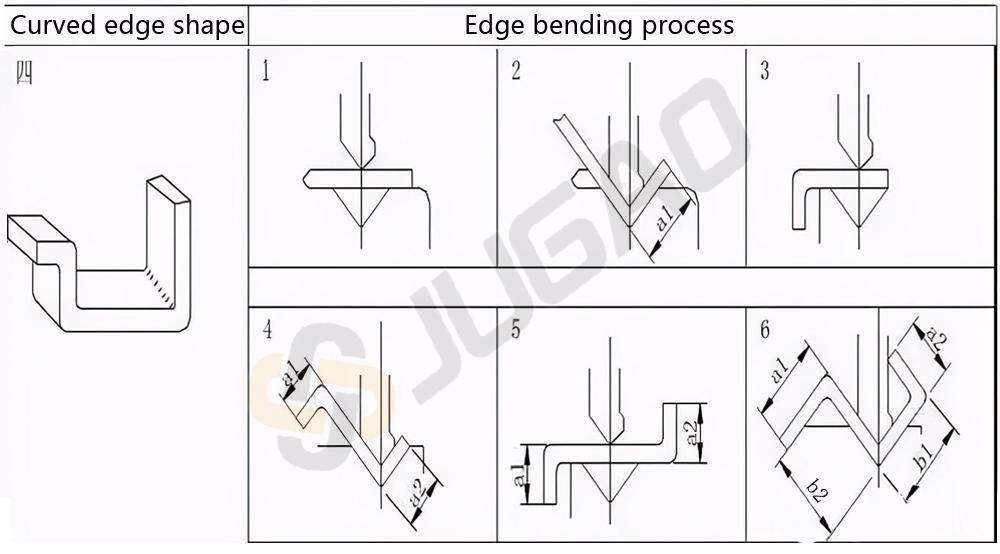
Som vist på figur 6: Bemærk, at længden af det sidste trin, b5, er relativt lang. Ingen bøjning må kollidere med støbemolden, meget mindre trænge ind i den. Undtagelser gælder for specielle støbemolde.
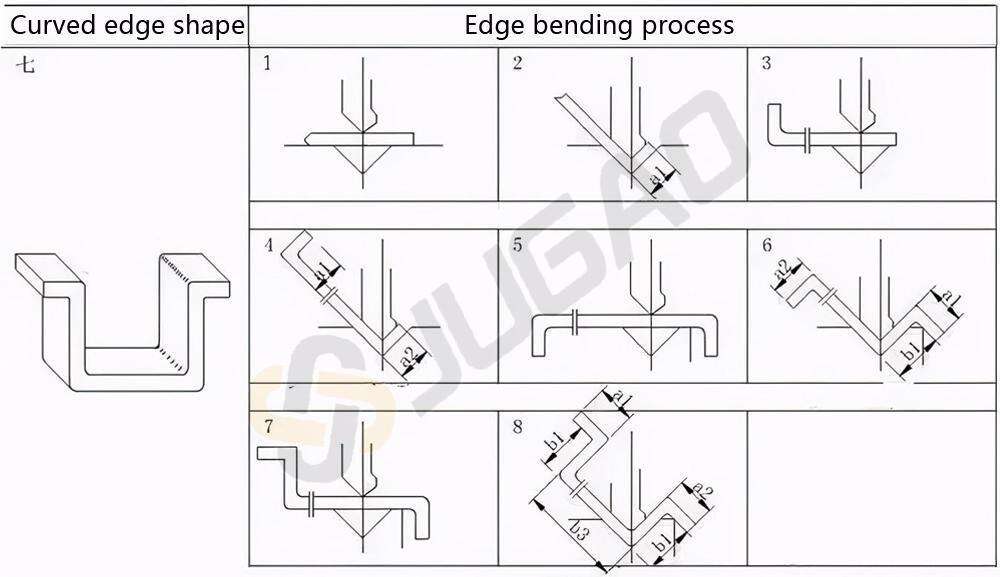
Som vist på figur 7: Denne type bøjning er en almindeligt anvendt form til forstærkningsribber, og bøjefølgen skal læres.
Figurerne 8 og 9 viser den ovennævnte bøjefølge; hvis du forstår denne, bør dette ikke være svært.
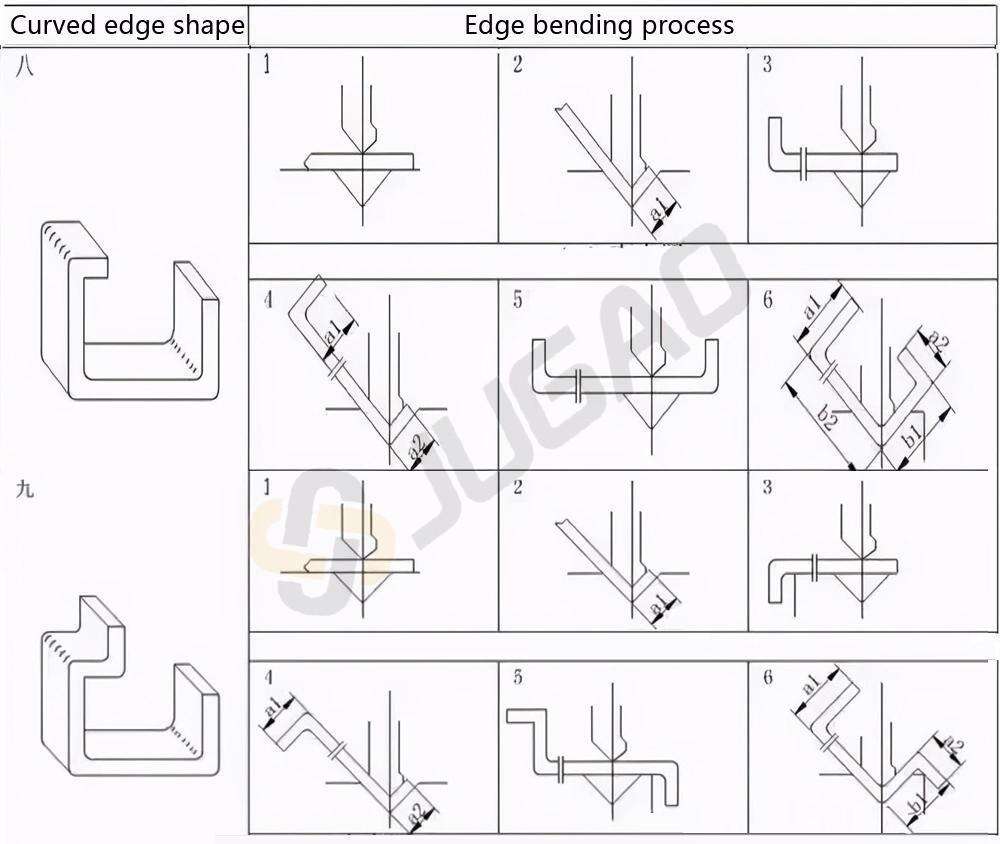
Figur 10 er blevet slettet, fordi bøjeformene gentages, og hovedbilledet svarer ikke til bøjefølgediagrammet.
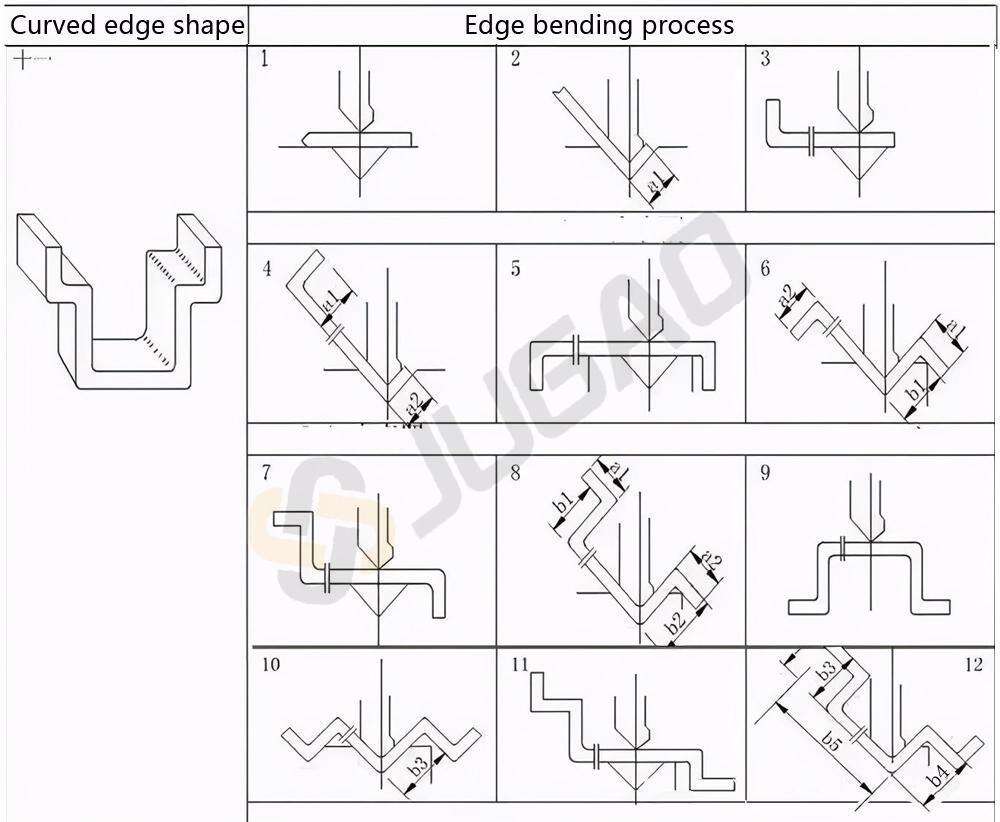
Som vist i figur 11: Selvom der er mange trin, er bøjning faktisk ikke svær. Vær opmærksom på den brudte ledning, tænk over det, og du vil forstå det. Det er meget simpelt.
Pladebøjning kræver erfaring; observer, hvordan erfarne håndværkere bøjer plader, og hvorfor de gør det på den måde. Hvis du vil vide mere om bøjningsmaskiner eller bøjningsprocesser, bedes du kontakte vores JUGAO CNC MACHINE-team.

