















































CYBELEC CybTouch 12 – eksperttips til værktøjsstyring
Indholdsfortegnelse
• Introduktion
• Stanskonfiguration
• Trin-for-trin-oprettelse og -redigering af stans
• Matricekonfiguration
• Trin-for-trin-oprettelse og -redigering af matrix
• Standardiserede værktøjsnavngivningskonventioner
○ Stansnavngivningsregler
○ Matrixnavngivningsregler
• Bagmåleapparatets betjening og sikkerhed
• Ofte stillede spørgsmål (FAQ)
○ Sådan optimeres ydeevnen for værktøjsstyring på CYBELEC CybTouch 12?
○ Hvad skal der gøres, hvis systemet ikke genkender et værktøj?
○ Kan værktøjsindstillinger tilpasses i systemet?
• Konklusion
Effektiv værktøjsstyring er hjertet i strømlinede CNC-maskinbearbejdningsdrift, og at mestre denne funktion på CYBELEC CybTouch 12-systemet er afgørende for at forbedre præcisionen og produktiviteten inden for metalbearbejdning. Denne vejledning præsenterer praktiske, anvendelige strategier til styring af værktøjer på CybTouch 12-platformen, tilpasset både nye brugere, der lærer systemet at kende, og erfarene operatører, der ønsker at forfine deres arbejdsgange. Ved at følge disse retningslinjer vil du kunne udnytte systemets fulde potentiale inden for værktøjsstyring og minimere fejl i dine bøjeprocesser.
Introduktion
Værktøjsstyringsmodulet i CYBELEC CybTouch 12 giver brugere mulighed for at oprette og konfigurere maskinværktøjer – et afgørende skridt for præcis bøjberegning og udførelse. Når der er valgt og indstillet den passende stempel og matrice, skal operatøren kun indtaste den ønskede bøjningsvinkel og flangens længde (L). Systemet CybTouch 12 beregner derefter automatisk de nøjagtige positioner på X- og Y-aksen, der kræves til bøjen, og sikrer således konsekvent præcision ved hver bearbejdning.
Stempelkonfiguration
Grundlæggende valgvejledning
For at vælge en forudkonfigureret stempel skal du navigere gennem systemets stemplebibliotek ved hjælp af pileknapperne på brugergrænsefladen og derefter vende tilbage til bøjenumerisk side for at anvende valget.
Trin-for-trin-oprettelse og -redigering af stempel
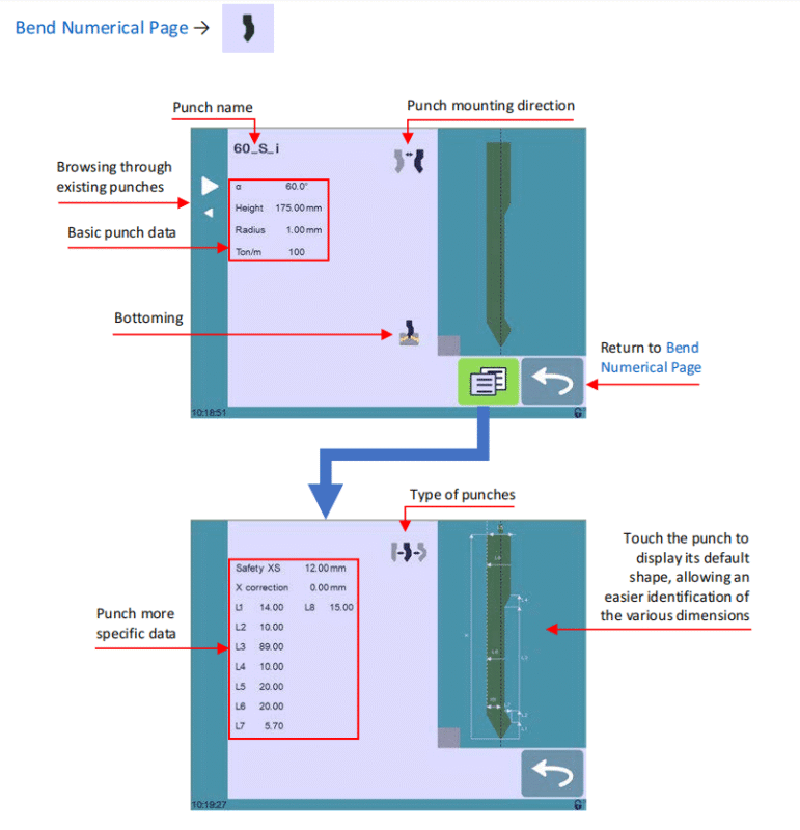
Hvis der endnu ikke er oprettet et stempel i systemet, vises "???" som standardetiketten i feltet for stempel. For eksisterende stemplebiblioteker vælger systemet automatisk det sidst anvendte stempel (f.eks. 60_S_i); bemærk, at eventuelle ændringer ikke overskriver det oprindelige stempel, da redigerede indstillinger gemmes under et nyt brugerdefineret navn. Følg disse 13 trin for at oprette eller ændre et stempel:
1. Tryk på stempleikonet for at åbne grænsefladen til konfiguration af stempledetaljer.
2. Indtast de kernefysiske parametre for det nye stempel: stemplevinkel (α), højde, radius og ton pr. meter (Ton/m).
3. Brug knappen for monteringsretning af stempel til at vende stempelretningen, hvis bearbejdningssættet kræver det.
4. Vælg ikonet for bundstøbning for at markere stempel som et slidstærkt værktøj til bundstøbningsoperationer.
5. Tryk på menuknappen for at få adgang til siden "Flere" med avancerede parameterindstillinger.
6. Brug ikonet for stempletypes til at vælge stempelens strukturelle type: lige, normal eller gåsenhals.
7. Brug den grafiske værktøjsrepræsentation på skærmens højre side til at indtaste de detaljerede dimensionelle værdier (L1 til Lx). Ved at trykke på grafikken indlæses værktøjets standard dimensionelle layout, hvilket forenkler identifikationen og indtastningen af hver enkelt parameter.
Dimensionstandarderne for L1 til Lx er identiske med dem, der anvendes i PC 1200-, DNC 880S- og ModEva-systemerne. For tværsystemanvendelse af værktøjer skal parameterlister eksporteres fra PC1200 og bruges til at programmere CybTouch 12 — vi anbefaler at give identiske navne til de samme værktøjer på alle systemer for at sikre konsistens.
8. Indtast de kritiske sikkerheds- og kalibreringsværdier:
○ Sikkerhedsafstand XS: Den sikre afstand mellem stansen og bagmåleapparatet langs X-aksen.
○ X-korrektion: Kalibreringsværdi til justering af eventuel misjustering af stansen.
9. Returnér til den forrige konfigurationsside (der kræves en adgangskode på niveau 2 for at gemme enhver værktøjskonfiguration i systemet).

10. Tryk på det aktuelle stansnavn (f.eks. 60_S_i) for at starte gemmeprocessen.
11. Vælg "Gem stempel" for at overskrive de eksisterende værktøjsparametre, eller vælg "Gem stempel som" for at gemme det ændrede/nye stempel under et unikt navn.
12. Brug systemets alfanumeriske tastatur til at indtaste det nye stemplens navn i overensstemmelse med de standardiserede navngivningskonventioner, der er beskrevet i følgende afsnit.
13. Tryk på
tilbage-knappen for at vende tilbage til hovedprogramsidens side; det nyligt gemte stempel vil være forudvalgt og klar til umiddelbar brug ved bearbejdningsoperationer.
Modstempelkonfiguration
Grundlæggende valgvejledning
Valg af modstempel følger samme proces som valg af stempel: Gennemse systemets forudlagrede modstempelbibliotek via pilknapperne, og skift derefter tilbage til bøjningens numeriske side for at bekræfte valget.
Trin-for-trin-oprettelse og -redigering af modstempel
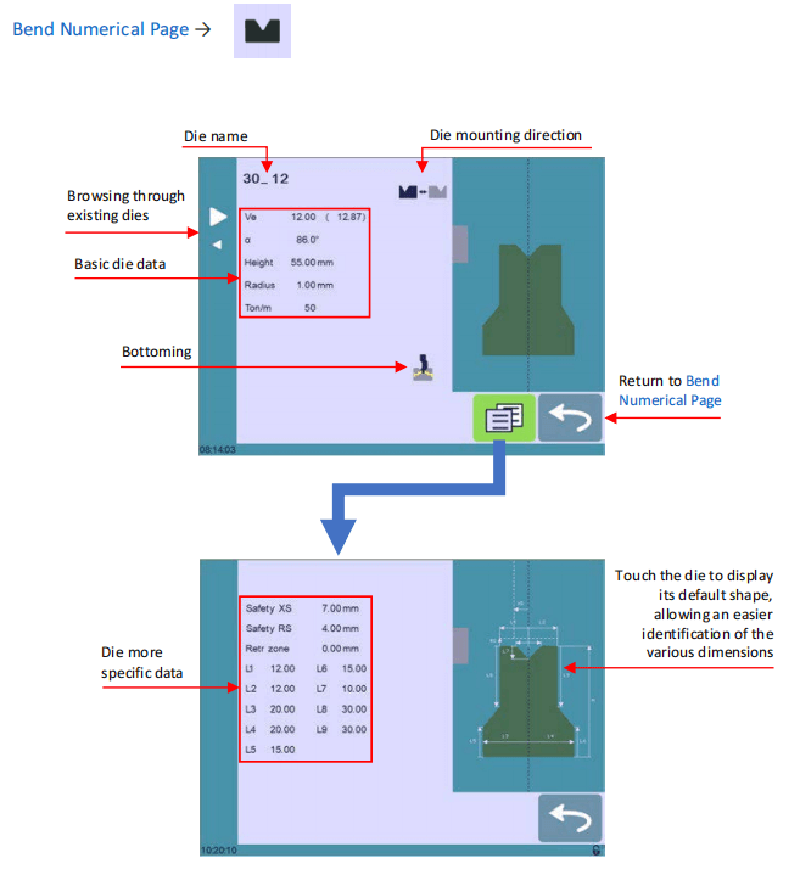
Hvis der ikke er konfigureret en stans i systemet, vises "???" i feltet for stans; for eksisterende stansbiblioteker vil systemet indlæse den sidst anvendte stans (f.eks. 30_12). Ændringer af en eksisterende stans påvirker ikke de oprindelige parametre, da alle ændringer gemmes under et nyt navn. Udfør følgende 12 trin for at oprette eller ændre en stans:
1. Tryk på stans-ikonet for at åbne grænsefladen til detaljeret stanskonfiguration.
2. Indtast de grundlæggende fysiske parametre for den nye stans: stansbredde (Ve), vinkel (α), højde, radius og ton pr. meter (Ton/m).
3. Brug knappen for monteringsretning af stans til at vende stansen, hvis det er nødvendigt for bearbejdningssættet.
4. Vælg ikonet for bundstøbning for at klassificere stansen som et slidstærkt værktøj til bundstøbningsprocesser.
5. Tryk på MENU-knappen for at åbne siden "Flere" med avancerede dimensionelle og sikkerhedsindstillinger.
6. Henvis til den grafiske stempelrepræsentation på højre side af skærmen for at indtaste detaljerede dimensioner (L1 til Lx). Ved at trykke på grafikken vises stemplets standarddimensioner, hvilket gør det nemmere at indtaste præcise værdier.
Ligesom støber er L1 til Lx-dimensionerne for stempler i overensstemmelse med standarderne for PC 1200-, DNC 880S- og ModEva-systemer. For tværsystemkompatibilitet af værktøjer skal stempleparametre eksporteres fra PC1200 og bruges til CybTouch 12-programmering, og identiske stempler skal have de samme navne på tværs af systemer.
7. Indtast avancerede sikkerheds- og driftsværdier:
○ Sikkerhed XS: Sikker afstand mellem stempel og bagmåler langs X-aksen.
○ Sikkerhed RS: Sikker afstand mellem stempel og bagmåler langs R-aksen.
○ Tilbagetrækningszone: Den forudindstillede tilbagetrækningszone for stempel under driften.
8. Returnér til den forrige konfigurationsside (en niveau 2-adgangskode er påkrævet for at gemme stempelkonfigurationer).
9. Tryk på det aktuelle stempelnavn (f.eks. 30_12) for at starte gemmeprocessen.
10. Vælg Gem stempel for at overskrive de oprindelige stempleparametre, eller Gem stempel som for at gemme det nye/ændrede stempel under et brugerdefineret navn.
11. Brug den alfanumeriske tastatur til at indtaste det nye stemplens navn i overensstemmelse med systemets standardiserede navngivningsregler.
12. Tryk på
tilbage-knappen for at vende tilbage til hovedprogramsidens side; det nygemte stempel vil være forudvalgt og klar til øjeblikkelig brug.
Standardiserede værktøjsnavngivningskonventioner
At implementere en konsekvent navngivningskonvention for stifter og stamper er afgørende for effektiv værktøjsstyring på CYBELEC CybTouch 12. Et klart og ensartet navngivningssystem gør det muligt at identificere hvert værktøj i biblioteket hurtigt og præcist, og team kan opstille yderligere brugerdefinerede regler baseret på deres specifikke produktionsbehov for yderligere at forbedre organisatorisk effektivitet og reducere fejl ved værktøjsvalg.
Regler for stiftens navngivning
Stiftnavne skal struktureres i tre sekventielle dele: stiftvinkel → stifttype → inversionstilstand.

Forkortelser for stifttype:
• N = Normal
• S = Lige
• G = Svingebøjning
Forkortelse for inversion:
• i = Inverteret (udelad, hvis stansen er i standardpositionen uden inversion)
Eksempler: 90_N_i, 60_G, 30_S
Regler for navngivning af matricer
Navngivningen af matricer følger et lignende struktureret format som stanserne, med tre kernekomponenter: matrixbredde (Ve-dimension) → matrixvinkel → inversionstilstand. Brug den samme forkortelse for inversion (i = inverteret) for matricer, og udelad forkortelsen, hvis matricen er monteret i standardpositionen.
Eksempler: 12_86_i, 16_86, 20_30
Betjening og sikkerhed for bagmålsanordning
Cyklusfunktionen for bagmålsanordningen er en afgørende funktion til sikker og effektiv værktøjsstyring på CYBELEC CybTouch 12, specielt udviklet til justering af bagmålsanordningen. Denne funktion flytter bagmålsanordningen fuldt fremad, så operatører kan foretage nødvendige kalibreringer og justeringer uden at placere hænderne eller armene mellem maskinens værktøjer – hvilket eliminerer en væsentlig sikkerhedsrisiko i bearbejdningprocessen.
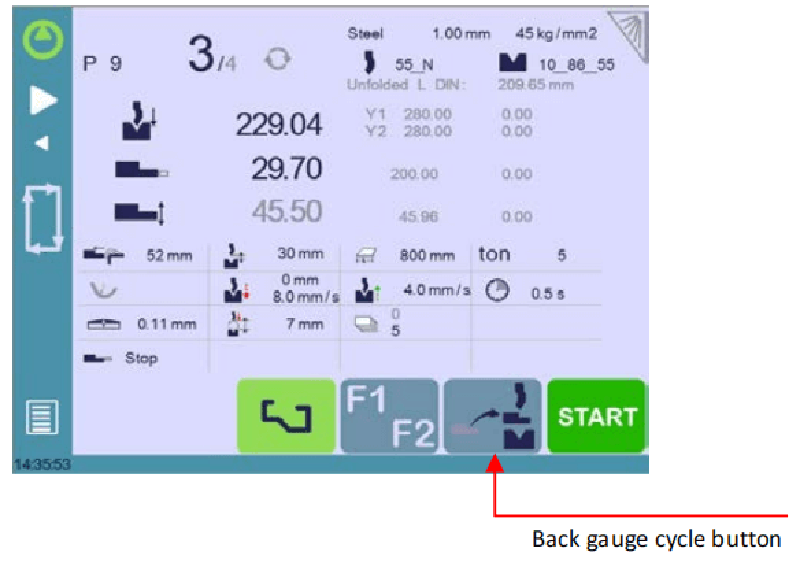
Vigtig bemærkning: Synligheden og tilgængeligheden af funktionen til cyklus for bagstøtte afhænger af maskinens nuværende konfiguration og indeksstatus, og den kan ikke være tilgængelig i alle driftstilstande.
Trin-for-trin-drift af cyklus for bagstøtte
1. Kontroller, at maskinen er korrekt indexeret; knappen til cyklus for bagstøtte er grået ud og utilgængelig, hvis indkodningen ikke er fuldført.
2. Tryk og hold knappen til cyklus for bagstøtte nede i mere end 2 sekunder for at aktivere funktionen.
3. Bagstøtterne bevæger sig til deres yderste fremadrettede position mellem stansen og døden. Hvis maskinens bjælke ikke befinder sig i Top Dødpunkt (TDC), vil den først bevæge sig fuldt opad, inden bagstøtterne starter deres bevægelse.
4. Når alle justeringer af bagstøtterne er fuldført, tryk på cyklusknap igen for at deaktivere funktionen, og tryk derefter på START-knappen for at genoptage normal maskindrift.
Ofte stillede spørgsmål (FAQ)
Hvordan optimeres CYBELEC CybTouch 12-værktøjshåndteringsydelsen?
For optimal ydelse af CybTouch 12’s værktøjsstyringsmodul skal hvert værktøj i biblioteket identificeres præcist og fuldt parametriseres med ajourført fysisk og driftsmæssig data. Udfør regelmæssige kontroller af værktøjsdata for at sikre korrekthed, og verificer kompatibiliteten mellem værktøjsindstillingerne og maskinens samlede konfiguration – dette sikrer problemfri integration mellem værktøjer og bearbejdningsoperationer og minimerer udfaldstid.
Hvad skal man gøre, hvis systemet ikke genkender et værktøj?
Hvis CYBELEC CybTouch 12 ikke registrerer et stempel eller en dør, skal du først kontrollere, om værktøjet er korrekt indsat og mekanisk justeret i maskinen. Derefter skal du sammenligne værktøjets parametre i systemets værktøjsstyringsgrænseflade og genindtaste eller rette eventuelle forkerte data efter behov. Til sidst skal du sikre dig, at systemsoftwaren er opdateret til den nyeste version, så eventuelle software-værktøjskompatibilitetsproblemer løses.
Kan værktøjsindstillinger tilpasses i systemet?
Ja, fuld tilpasning af værktøjsindstillinger er tilgængelig på CYBELEC CybTouch 12. Gå ind i værktøjsstyringsgrænsefladen for at justere alle relevante parametre, herunder stansens/modstansen fysiske dimensioner, værkdelenes materialetype og kompenseringsværdier, så de svarer til de specifikke krav til dine maskinbearbejdningsoperationer. Sørg altid for, at alle tilpassede indstillinger gemmes korrekt i systemet, for at sikre konsekvente resultater over hele produktionsserierne.
Konklusion
At mestre CYBELEC CybTouch 12’s værktøjsstyringsfunktioner kræver en klar forståelse af systemets kernefunktioner, en velstruktureret værktøjsbibliotek samt konsekvent vedligeholdelse og opdatering af alle værktøjskonfigurationer. Ved at implementere de trinvis beskrevne retningslinjer, navngivningskonventioner og sikkerhedsprotokoller, der er udlagt i denne vejledning, kan du optimere din CNC-maskinbearbejdning, betydeligt reducere driftsfejl og forbedre både præcisionen og effektiviteten i dine metalbearbejdningsprocesser.
For personlig support til at maksimere din maskines potentiale eller til at løse specifikke udfordringer inden for værktøjsstyring, kontakt vores tekniske supportteam. Derudover kan du gennemgå vores bibliotek med relaterede tekniske dokumenter for at fordybe din ekspertise og frigøre den fulde kraft af CYBELEC CybTouch 12-værktøjsstyringssystemet.

