















































Analyse af kernefunktionerne i DELEM DA-58T-indstillingsmode
Indholdsfortegnelse
1. Forord
2. Generelle indstillinger
3. Materialeindstillinger
4. Funktioner til sikkerhedskopiering og gendannelse af data
○ Sikkerhedskopiering af produktdata
○ Gendannelse af produktdata
○ Sikkerhedskopiering af værktøjsdata
○ Gendannelse af værktøjsdata
○ Sikkerhedskopiering og gendannelse af tabeller og indstillinger
○ Mappe-navigation
5. Programindstillinger
6. Standard- og beregningsindstillinger
○ Grundlæggende standardværdikonfiguration
○ Kerneberegningens parameterindstillinger
7. Produktionsindstillinger
8. Tids- og netværksindstillinger
○ Beregning af produktionstid
○ Grundlæggende tidsindstillinger
○ Netværkskonfiguration (tilgængelig kun efter installation af netværksmuligheden)
9. Ofte stillede spørgsmål (FAQ)
○ Hvordan optimeres pressebremse-ydelsen via DELEM DA-58T-indstillingsmodus?
○ Hvordan indstilles længdegrænser i DELEM DA-58T-indstillingsmodus?
10. konklusion
Denne artikel giver en dybdegående analyse af de funktionelle egenskaber ved DELEM DA-58T-pressemaskinstyringssystemets indstillingsmodus, hvor der detaljeret beskrives dets kernekonfigurationsattributter samt hvordan disse indstillinger kan bidrage til at forbedre pressemaskinernes driftseffektivitet og bearbejdningens præcision. Uanset om du sigter mod at optimere udstyrets ydelse eller tilpasse driftsprocesser efter de faktiske behov inden for metalbehandling, er det afgørende at mestre de forskellige funktioner i denne indstillingsmodus. Denne artikel fortolker kerneområderne i DELEM DA-58T-indstillingsmodus på en klar og præcis måde og hjælper dig med at udnytte udstyrets anvendelsespotentiale fuldt ud.
Forord

DELEM DA-58T-styringssystemet kan skiftes til indstillingsmodus ved at klikke på navigationsknappen Indstillinger på udstyrets betjeningspanel. Som en kernekonfigurationshub gør denne tilstand det muligt at foretage en fælles konfiguration af standardværdier og forskellige eksklusive begrænsningsparametre, der kræves til produktprogrammering, og fungerer som en nøgleadgang til den personlige fejlfinding af bremsepresser.
Alle parametre i indstillingsmodus er opdelt i forskellige faner efter funktion og understøtter vandret skydning til skift mellem fanerne. Brugeren skal kun klikke på den relevante fane og det specifikke parameterpunkt for at justere de forskellige værdier. Driften logik er simpel og let at forstå, hvilket betydeligt reducerer indgangsbarrieren for parameterkonfiguration.
Generelle indstillinger
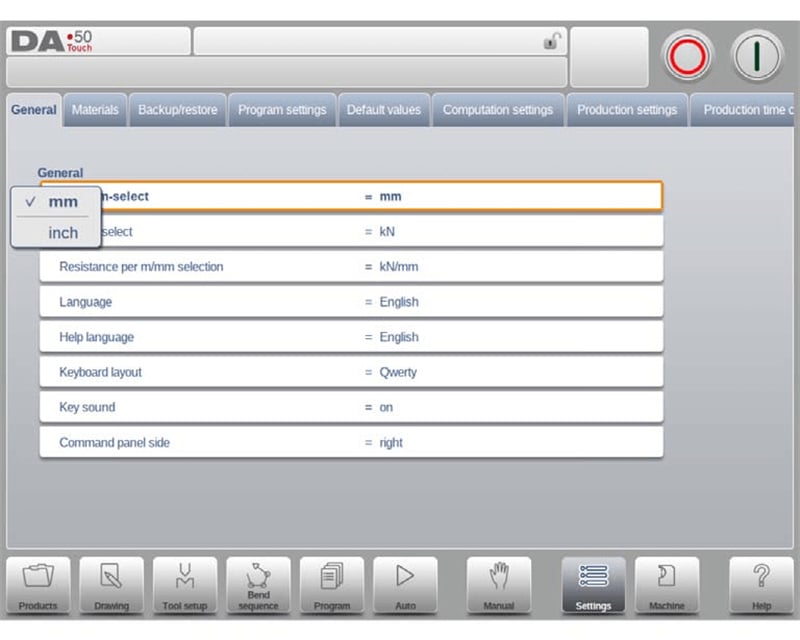
Generelle indstillinger-modulen i DELEM DA-58T understøtter brugere i at tilpasse de grundlæggende driftsparametre for udstyret, herunder valg af måleenhed (tommer/mm, ton/kN), sprog på betjeningsgrænsefladen, tastaturoplægning og lyd fra tasterne på indtastningspanelet. Den visuelle betjeningsgrænseflade gør valget af forskellige indstillinger mere praktisk, kan fuldt ud tilpasse sig driftsvanerne hos forskellige brugere og skabe en personlig brugeroplevelse.
Grænsefladesprog
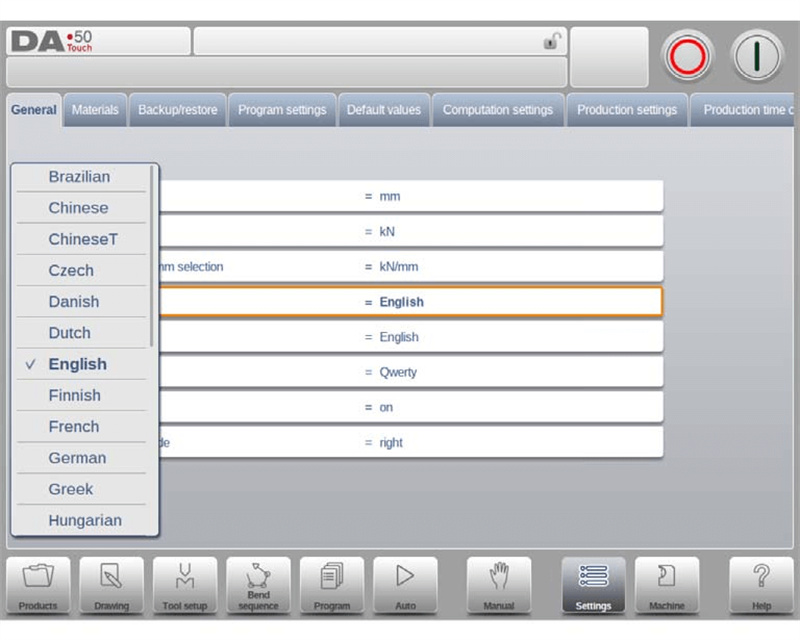
Visningssproget på betjeningsgrænsefladen kan vælges direkte fra systemlisten. Antallet af sprogtyper i listen er større end det antal, der oprindeligt vises. Brugere kan se alle tilgængelige sprog ved at trække listen op og ned og fuldføre sprogskiftet med et enkelt klik. Bemærk, at hvis der vælges et sprog, der indeholder særlige ikke-standard alfanumeriske tegn, genstarter styresystemet automatisk for at fuldføre konfigurationen.
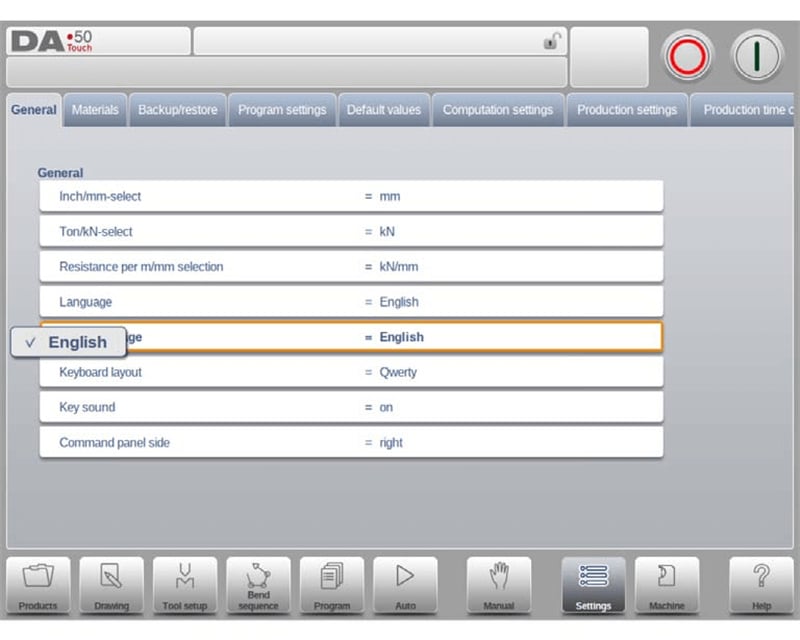
Hjælpedokumentsprog
Standardvisningssproget for den online hjælpefunktion er identisk med sprogindstillingen for brugergrænsefladen. Hvis der ikke findes et tilsvarende online hjælpedokument for det valgte sprog, skifter systemet automatisk til engelsk visning. Når brugeren vælger indstillingen 'Hjælpe-sprog', vises den udvidede funktion 'Tilføj hjælpe-sprog' på grænsefladen. Ny hjælpedokument-sprogpakker kan installeres i styresystemet via denne funktion. Før installationen skal du sikre dig, at de krævede sprogpakkefiler er gemt på udstyrets lokale disk, på en USB-nøgle eller på en tilgængelig netværkssti, og systemet identificerer og fuldfører installationen automatisk.
Tastaturlayout
Systemet understøtter skift mellem tre tastaturlayouts: Qwerty, Qwertz og Azerty. Standardkonfigurationen er Qwerty-layout, som er tilpasset indtastningsvanerne hos brugere i forskellige regioner.
Tastelyd
Lyden fra indtastningspanelet kan frit slås til eller fra. Systemet aktiverer lyden som standard, hvilket er praktisk for brugere, der skal bekræfte indtastningen af driftsinstruktioner.
Placering af kommandopanelet
Kommandopanelet kan skiftes til at vises på venstre side af skærmen, og systemet viser det som standard på højre side. Brugere kan justere det i henhold til deres brugsvaner.
Materielindstillinger
I fanen Materielindstillinger understøtter DELEM DA-58T-indstillingsmodus parameterprogrammering for op til 99 bearbejdningsmaterialer, og hvert materiale kan konfigureres uafhængigt med kernefysiske egenskaber såsom trækstyrke og elasticitetsmodul. Denne funktion muliggør en præcis bearbejdningstilpasning til forskellige materialer, sikrer, at bøjeoperationen er højst tilpasset materialeegenskaberne, og forbedrer bearbejdningspræcisionen.
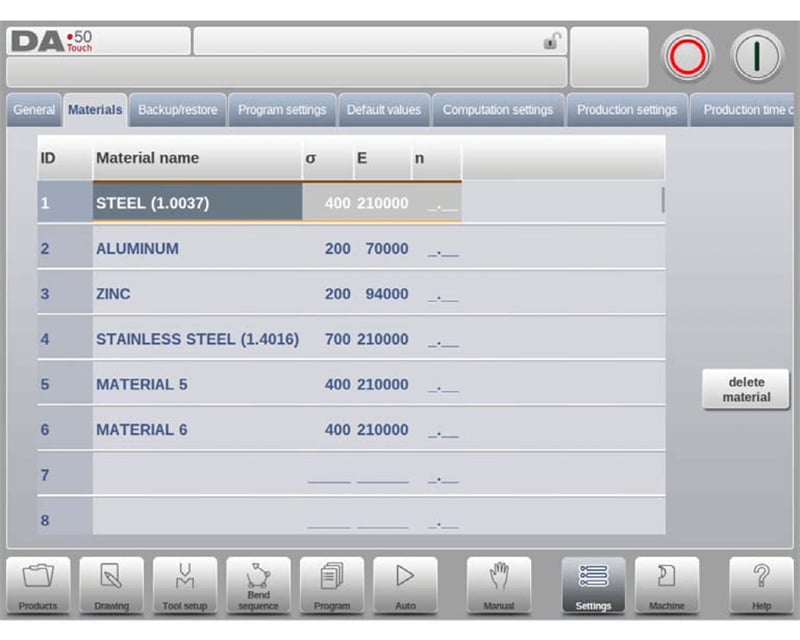
Systemet konfigurerer tre kerneegenskaber for hvert materiale, som kan vises og redigeres: Materialebetegnelse, trækstyrke og elasticitetsmodul. Materialebetegnelsen vises direkte på programmeringsgrænsefladen, med en maksimal navnlængde på 25 tegn, og skal begynde med et bogstav; trækstyrken og elasticitetsmodulet er direkte relateret til de fysiske bearbejdningsegenskaber for materialet og udgør vigtige grundlag for beregningen af bøjningsprocesparametre.
Materiallisten er oprindeligt sorteret efter materialenummer (ID) i den første kolonne. Brugere kan klikke på kolonneoverskriften for en hvilken som helst egenskab for at gen-sortere efter den pågældende egenskab. For at ændre parametrene for et eksisterende materiale vælger man blot den tilsvarende materiale-række for at justere værdierne; for at slette et materiale vælger man den ønskede række og klikker på "Slet materiale"; for at tilføje et nyt materiale vælger man den tomme række i listen og indtaster direkte værdierne for hver egenskab for at fuldføre konfigurationen.
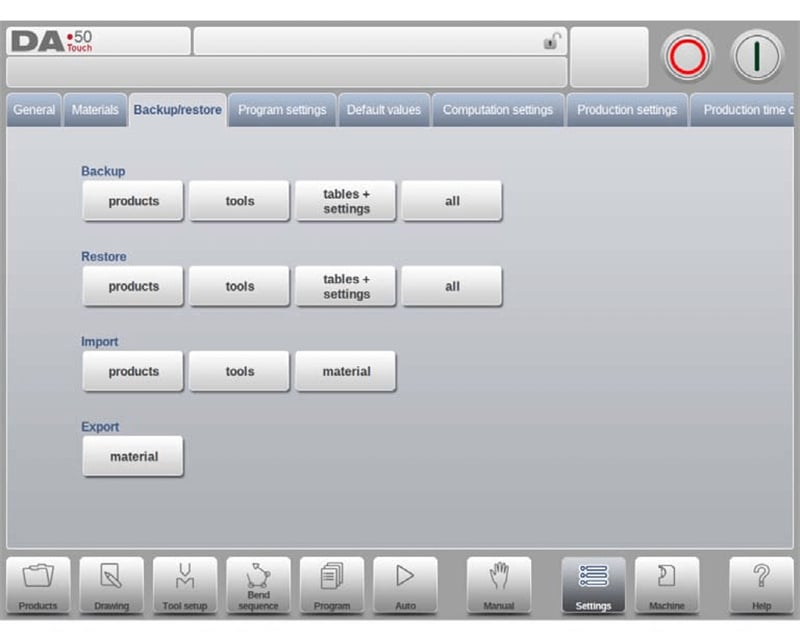
Funktion til sikkerhedskopiering og gendannelse af data
DELEM DA-58T-indstillingsmodus er udstyret med en omfattende sikkerhedskopierings- og gendannelsesfunktion, som kan udføre fulddimensionel sikkerhedskopiering og gendannelse af produktprogrammer, værktøjsparametre, systemindstillinger og forskellige konfigurationstabeller. Den sikrer ikke kun sikkerheden af produktionsdata, men muliggør også nahtløs dataoverførsel mellem forskellige typer styresystemer. For produkt- eller værktøjsdata i ældre styresystemer har denne modus også en indbygget importfunktion til hurtig integration af historiske data.
Driftsprocesserne for sikkerhedskopiering og gendannelse af produkt- og værktøjsdata er meget forenet. Uanset om dataoverførsel udføres via netværket eller en USB-nøgle, anvendes standardiserede driftstrin, hvilket reducerer brugernes driftsvanskelighed. Sikkerhedskopieringsmappen består af en valgt lagringsenhed (USB-nøgle, netværksdisk osv.) og en brugerdefineret mappe. Brugere kan oprette og vælge en eksklusiv sikkerhedskopieringsmappe i henhold til deres behov. Desuden kan sikkerhedskopieringsstierne for produkt- og værktøjsdata indstilles uafhængigt af hinanden for at opnå klassificeret datastyring.
Sikkerhedskopiering af produktdata
Vælg muligheden Produkter i sikkerhedskopieringsområdet på fanen Sikkerhedskopiering/Gendan for at starte diskens sikkerhedskopieringsproces for produktprogrammer. Når indstillingen af den første sikkerhedskopieringsmappe er fuldført, vil systemet automatisk gå ind i brugergrænsefladen til produktets sikkerhedskopiering. De specifikke driftstrin er som følger:
1. Vis produkter: Alle produktprogrammer i den valgte mappe kan vises i sikkerhedskopieringsgrænsefladen, og de grundlæggende funktioner, der svarer til Produkttilstanden, kan bruges til at gennemse og finde de produktprogrammer, der skal sikkerhedskopieres;
2. Kontroller stier: Øverst i grænsefladen vises kildestien for produktprogrammerne og den angivne sikkerhedskopieringslagringssti i realtid. Bekræft, at stierne er korrekte, før du udfører handlingen;
3. Vælg produkter: Klik på produktprogrammet i listen for at markere det som det, der skal sikkerhedskopieres, og systemet viser en sikkerhedskopieringsmarkering for at bekræfte valget; hvis der findes et produktprogram med samme navn på sikkerhedskopieringsstien, vises en dialogboks, hvor brugeren kan vælge, om det skal overskrives;
4. Masse-sikkerhedskopiering: Klik på knappen "Alle", for at sikkerhedskopiere alle produktprogrammer i listen på én gang og dermed forbedre sikkerhedskopieringseffektiviteten;
5. Ændr kilomappe: Hvis du skal justere kilomappen til de produktprogrammer, der skal sikkerhedskopieres, skal du klikke på indstillingen Kilomappe og vælge en ny kilosti via mappebrowseren;
6. Ændr sikkerhedskopimappe: Klik på indstillingen Sikkerhedskopimappe for at navigere til en ny lagringsplads og vælge den som målmappen til sikkerhedskopiering.
Gendannelse af produktdata
Vælg indstillingen Produkter i gendannelsesområdet på fanen Sikkerhedskopiering/Gendannelse for at gendanne produktprogrammerne fra disken til kontrolsystemet.

Når indstillingen af den oprindelige gendannelsesmappe er fuldført, åbnes grænsefladen til produktgendannelse. Fremgangsmåden er som følger:
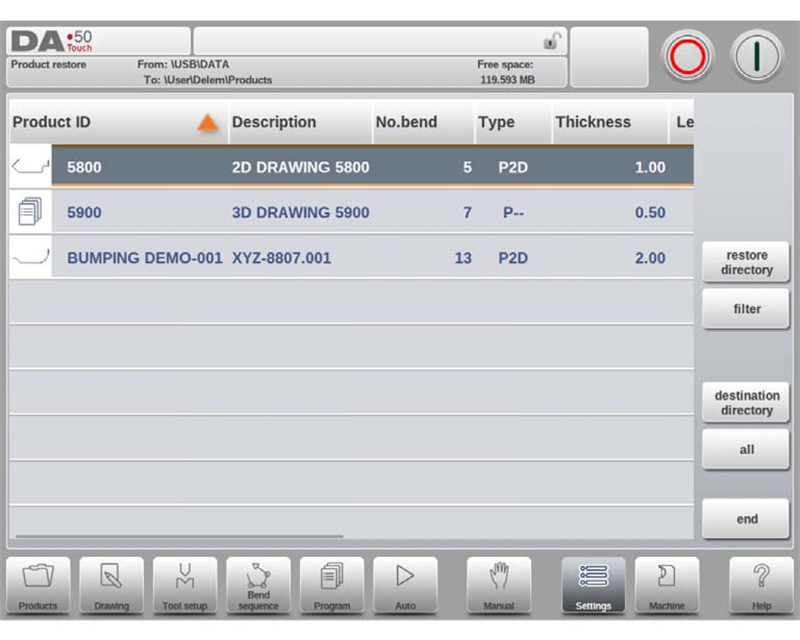
1. Adgang til gendannelsesgrænseflade: Se alle produktprogrammer i den valgte gendannelsesmappe;
2. Juster visning: Find hurtigt de produktprogrammer, der skal gendannes, ved hjælp af funktionen til justering af visning;
3. Verificer stier: Bekræft kilostien til produktprogrammerne, der skal gendannes, samt den målmappe på enheden, hvor de skal gemmes;
4. Vælg produkter: Klik på det ønskede produktprogram for at markere det til gendannelse;
5. Håndtér duplikatfiler: Hvis der findes et produktprogram med samme navn på enheden, vil systemet bede brugeren om at vælge, om det skal erstattes;
6. Skift kilomappe: Naviger efter behov til en ny kilomappe til gendannelse af produktprogrammer;
7. Angiv målmappe: Vælg lagringsmappen for de gendannede produktprogrammer på enheden.
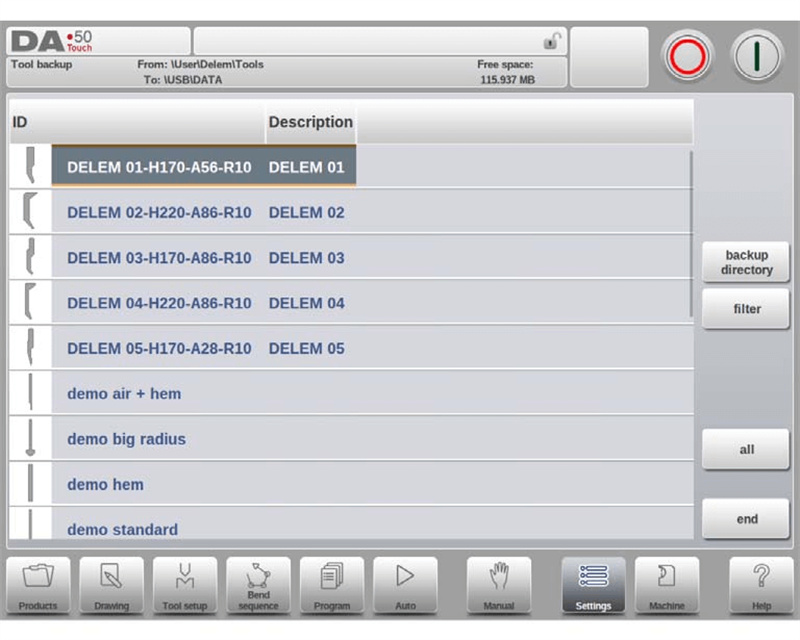
Værktøjsdata-sikkerhedskopiering
Vælg muligheden 'Værktøjer' i sikkerhedskopieringsområdet på fanen 'Sikkerhedskopiering/Gendannelse', for at starte diskbaseret sikkerhedskopiering af værktøjsparametre. Efter at have indstillet den oprindelige sikkerhedskopieringsmappe åbnes grænsefladen til værktøjsikkerhedskopiering.
Forskellige værktøjsparametre, såsom stansere, matricer og udstyrsformeværktøjer i styresystemet, kan sikkerhedskopieres på én fælles måde. Fremgangsmåden er identisk med den, der anvendes ved sikkerhedskopiering af produktdata, hvilket sikrer en ensartet brugeroplevelse.
Gendannelse af værktøjsdata
Gendannelsesprocessen for værktøjsparametre er identisk med gendannelsesprocessen for produktdata. Brugere kan udføre gendannelse af værktøjsdata i henhold til standardiserede trin og hurtigt gendanne bearbejdningens konfigurationsparametre for værktøjer.
Backup og gendannelse af tabeller og indstillinger
Fanen Sikkerhedskopi/Gendan er udstyret med dedikerede sikkerhedskopi- og gendannelsesfunktioner til brugerdefinerede systemindstillinger og forskellige konfigurationstabeller, og procesforløbet er identisk med sikkerhedskopi- og gendannelsesprocessen for produkt- og værktøjsdata. Systemet indeholder også funktionen "Alle". Når denne klikkes på, udføres der automatisk en komplet sikkerhedskopi eller gendannelse af produkter, værktøjer, tabeller og systemindstillinger i rækkefølge, hvilket betydeligt forbedrer effektiviteten af batchoperationer.
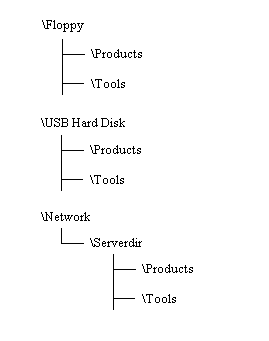
Mappe-navigation
Når der klikkes på Sikkerhedskopimappe, åbner systemet et listevindue med tilgængelige sikkerhedskopimapper. For at forenkle navigationen og administrationen af mapperne er de specifikke trin som følger:
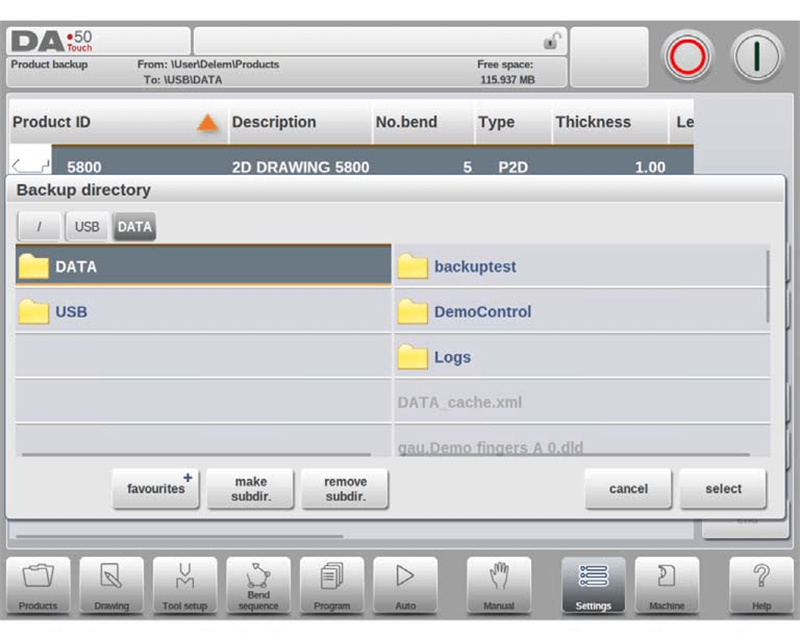
1. Gennemse mappestruktur: Klik på prik-ikonet for at åbne en undermappe, klik på ikonet for overordnet mappe for at vende tilbage til mappen på et højere niveau, og klik på Vælg for at bekræfte den aktuelle operationsmappe;
2. Enhedsskift: Klik gentagne gange på ikonet for overordnet mappe, indtil du når toppen af mappestrukturen, og vælg derefter på ny lagringsenheden og den tilsvarende undermappe;
3. Netværksadgang: Hvis enheden er forbundet til netværket, skal du først vælge muligheden Netværk, derefter vælge det ønskede netværksvolumen; efterfølgende navigationshandlinger er identiske med dem for den lokale lagringsenhed;
4. Undermappeadministration: Klik på Opret undermappe for at oprette en dedikeret lagringsmappe, og klik på Slet undermappe for at fjerne unødvendige mapper; efter at have åbnet en hvilken som helst undermappe klikker du på Vælg for at fuldføre bekræftelsen af mappen.
Programindstillinger
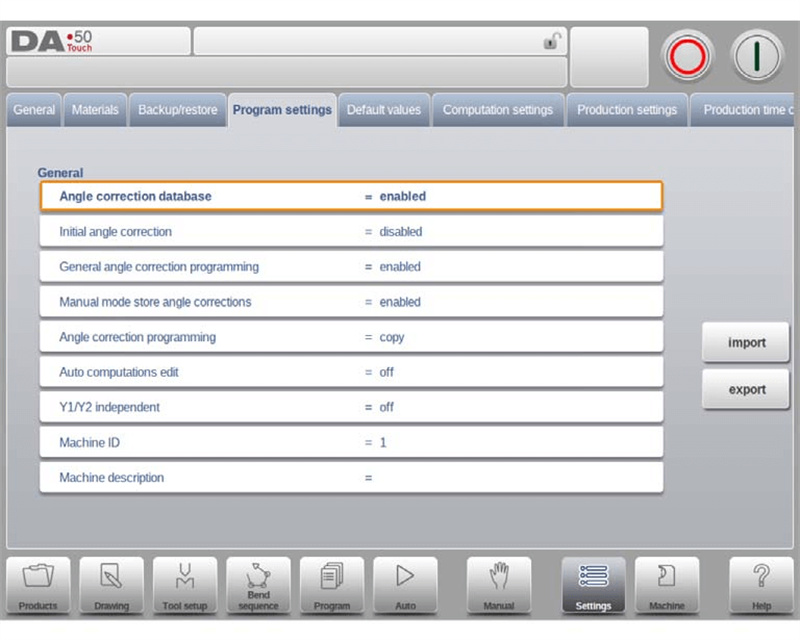
Vinkelkorrektionsdatabasen er en af de centrale funktioner i DELEM DA-58T-indstillingsmodus. Denne database kan gemme vinkelkorrektionsparametrene, der indtastes under produktionen i realtid, sikre konsekvensen i bearbejdelsespræcisionen for forskellige materialer og forskellige bøjetyper og er en afgørende konfiguration for at sikre bearbejdelsespræcisionen i produktprogrammering. For at udnytte funktionen af Vinkelkorrektionsdatabasen fuldt ud og optimere driftseffektiviteten i indstillingsmodus er de specifikke konfigurationspunkter som følger:
Vinkelkorrektionsdatabase
1. Aktivér database: Når denne parameter er aktiveret, vil databasen automatisk gemme de vinkelkorrektionsværdier, der indtastes i produktionsmodus (automatisk modus); under produktion vil systemet automatisk søge efter, om der findes korrektionsparametre for lignende bøjninger i databasen, og anvende dem direkte, hvis de findes, eller generere adaptive korrektionsværdier ved hjælp af interpolationsalgoritmen, hvis de ikke findes;
2. Regler for matchning af bøjenattributter: Systemet sammenligner flere kerneattributter for bøjeoperationen, herunder materialeegenskaber, pladetykkelse, stempelåbningsstørrelse, stempelradius, stempelradius og bøjevinkel. De første fem attributter skal være fuldstændigt identiske, og korrekturværdierne for bøjevinklen kaldes eller interpoleres ud fra ligheden;
3. Indledende vinkelkorrektion: Denne parameter er en uafhængig programmeringspost, som kun vises i automatisk tilstand og er velegnet til finjustering af små vinkler. Dens værdi lægges til den visualiserede korrekturværdi for at danne den endelige samlede vinkelkorrekturværdi;
4. Generel vinkelkorrektionsprogrammering: Denne korrekturparameter gælder for alle bøjeprocesser i et program, er ikke indstillet for en specifik bøjevinkel, og de relevante værdier gemmes ikke i vinkelkorrektionsdatabasen;
5. Manuel tilstand – korrekturværdilagring: Når denne funktion er aktiveret, gemmes vinkelkorrekturværdierne, der genereres i manuel tilstand, for at give datastøtte til efterfølgende produktprogrammering;
6. Vinkelkorrekturprogrammeringsmetoder: Når du justerer vinkelkorrekturværdierne, kan du vælge at kopiere de oprindelige værdier, bevare delta-værdierne eller uafhængigt justere de to kerneparametre Cα1 og Cα2 for at tilpasse dig forskellige bearbejdningskorrekturkrav.
Redigering af automatiske beregninger
Når materialetype, pladetykkelse, bearbejdningslængde eller stans- eller dørkonfiguration ændres, vil systemet automatisk genberegne de centrale bearbejdningsindikatorer, såsom bøjekraft, dekompressionsafstand og krydningssystemparametre, i henhold til specifikke scenarier såsom bøjemetoder, uden manuel beregning, og dermed forbedre programmeringseffektiviteten.
Uafhængig programmering af Y1 og Y2
Den understøtter indstilling af de to Y-akser til uafhængig programmeringsmode eller integreret programmeringsmode. Brugere kan vælge den adaptive programmeringsmode i henhold til præcisionskravene til bøjningsprocessen for at opfylde aksestyringsbehovene ved komplekse bøjningsoperationer.
Maskin-ID og beskrivelse
Et unikt maskin-ID kan konfigureres for hver bøjemaskine for at lette den fælles styring af produktionsprogrammer; samtidig kan maskinbeskrivelsesoplysninger tilføjes for at muliggøre hurtig identifikation og klassificering af udstyr i offline-programmeringssystemer som JUGAO og optimere produktionsstyringsprocessen.
Standard- og beregningsindstillinger
Denne modul kan konfigurere de grundlæggende standardværdier for bøjningsoperationen, herunder åbningsstørrelsen på Y-aksen, preshastigheden, ventetiden osv.; samtidig kan den justere de centrale beregningsparametre, såsom aktivering af bøjningstillægstabellen, konfiguration af dataforberedelse osv., så produktprogrammeringen fuldt ud kan tilpasses forskellige produktions- og bearbejdningsbehov og forbedre procesflexibiliteten.
Konfiguration af grundlæggende standardværdier
1. Y-åbning – standard: Indstil den initiale åbningsværdi for Y-aksen for at give grundlæggende aksekontrolparametre til bøjningsoperationen;
2. Preshastighed: Indstil den initiale preshastighed for det nyoprettede bearbejdningsprogram;
3. Vent på tilbagetrækning: Den initiale indstilling af funktionen 'Vent på tilbagetrækning' i bøjningsprogrammet er aktiveret (Ja);
4. Trin-skift-kode: Standardtrin-skift-koden er UDP;
5. Forsinkelsestid: Den standardmæssige ventetid for trin-skift på X-aksen er 0;
6. Opholdstid: Indstil standardopholdstiden for bøjningsprogrammet for at sikre effekten af bøjningsformningen;
7. Forbøjningsvinkel: Indstil standardforbøjningsvinklen til grafisk produktprogrammering;
8. Kantfoldningens åbning: Standardåbningen for kantfoldningen ved bjælkens position er 0,0 mm;
9. Dimensioner: Indstil standardgrunddimensionen (D1) til grafisk tegning.
Kernebereggningsparameterindstillinger
1. Aktiv bøjnetilladelsestabel: Der kan vælges mellem to beregningsmodi – én, hvor bøjnetilladelsen beregnes ved hjælp af standardformlen, og en anden, hvor der anvendes en korrektionstabel (tabellen kan redigeres direkte, hvis den findes). Denne indstilling muliggør præcisionskorrektion af X-aksen som følge af pladeforkortning;
2. Datatilberedelse – Bøjningstillæg: Den indeholder tre konfigurationsmuligheder. Hvis korrektion er slået fra, inkluderes bøjningstillægget ikke i programmeringsberegningen; hvis korrektion er slået til, vises og kan redigeres korrekturværdien under produktionen; denne indstilling påvirker ikke postbehandlingsprocessen i Tegningsmodus, og systemet inkluderer automatisk bøjningstillægget i beregningen, når der genereres et CNC-program i Tegningsmodus. Hvis bøjningstillægstabellen er aktiveret, kan tabelværdierne justeres i et nyt vindue via funktionen Rediger tabel. Under drift vælges redigeringsfeltet med Tab-tasten, indtastes den nye værdi og Enter-tasten trykkes for at bekræfte. Dette menuunderstøtter ikke oprettelse af nye tabeller. For detaljerede konfigurationsspecifikationer vedrørende bøjningstillæg henvises til den officielle DELEM-brugermanual. Hvis du skal hente andre tabeller, skal du finde og importere dem via funktionen Indlæs tabel;
3. Nedbøjningskraftfaktor: Den specifikke værdi af nedbøjningskraften kan beregnes ved at gange denne faktor med luftbøjekraften, hvilket giver et grundlag for konfigurationen af bøjetrykket;
4. Z-afstand: Denne parameter er afstanden fra fingerens kant til pladens hjørne. Hvis Z-aksen er monteret på enheden, beregner systemet automatisk den optimale driftsposition for fingeren for at forbedre positioneringens præcision.
Produktionsindstillinger
Produktionsindstillingsmodulet i DELEM DA-58T-indstillingsmodus er specielt designet til at optimere produktionseffektiviteten og understøtter brugerdefineret konfiguration af kerneparametre såsom lagerantalstilstand, trin for automatisk bøjeskifttilstand og parallelitetsforskydning. Brugere kan tilpasse produktionsprocessen efter de faktiske produktionsdriftskrav for at opnå en dobbelt forbedring af både bearbejdningseffektivitet og -præcision.
1. Lageroptællingsfunktion: Understøtter to tilstande – opoptælling og nedoptælling. Ved nedoptælling stopper systemet automatisk, når værdien når 0, og genopretter den oprindelige værdi efter genstart af enheden; dette er velegnet til produktionsopgaver med fast kvote. Ved opoptælling kan produktionsfremskridtet registreres i realtid, hvilket er velegnet til sporing af fremskridt ved batchbehandling.
2. Automatisk bøjningsændringsfunktion – trin: I deaktiveret tilstand kræves manuel valg og aktivering af parametrene for den næste proces; i aktiveret tilstand indlæser systemet automatisk parametrene for den næste proces, og enheden udfører automatisk positioneringen, når startknappen trykkes, hvilket muliggør nahtløs skift mellem processer.
3. Parallelitetsforskydning: Indstil den samlede parallelitetsparameter for Y-aksen, som træder i kraft under klemmepunktet (Y2 + forskydning), for at sikre pladens parallelitet under bøjningsprocessen;
4. Lås touchskærm ved start: Når denne funktion er aktiveret, låses touchskærmen under enhedens drift for at forhindre utilsigtede betjeninger, der kan påvirke produktionen;
5. Trykkorrektion: Opnå præcis styring af trykventilen via procentværdien af den beregnede bøjekraft for at tilpasse sig kravene til bøjetrykket for forskellige materialer;
6. Klemmekorrektion: Systemet beregner automatisk bjælkens position, når pladen klemmes. For at sikre en effektiv klemning af pladen kan det beregnede klemmepunkt justeres og forskydes via denne parameter. En positiv værdi flytter bjælkens position nedad, og en negativ værdi flytter bjælkens position opad;
7. Mellemrum-R for X-bevægelse: Indstil den midlertidige R-akse-position for at undgå kollision med enheden under X-aksens bevægelse; denne funktion kan kun aktiveres ved indstilling af en værdi forskellig fra nul;
8. Baglængdejustering og X-positionssikkerhed: I henhold til sikkerhedszonenes placering vil systemet automatisk vælge forskellige aksebevægelsesstrategier:
○ Både den gamle og den nye position ligger uden for sikkerhedszonen: X-aksen og Z-aksen bevæger sig synkront;
○ Den gamle position ligger uden for, den nye inden for sikkerhedszonen: Z-aksen bevæger sig først;
○ Den gamle position ligger inden for, den nye uden for sikkerhedszonen: X-aksen bevæger sig først;
○ Både den gamle og den nye position ligger inden for sikkerhedszonen: Flyt først X-aksen til mellempositionen, derefter Z-aksen og til sidst juster X-aksen til målpositionen.
Formel til definition af sikkerhedszone: SZ = X-sikker + SD (SD er sikkerhedsafstanden, der er indstillet af udstyrsleverandøren).
Tids- og netværksindstillinger
Tidsindstillinger giver brugere mulighed for at tilpasse visningsformatet for dato og klokkeslæt, så enhedens tid er synkroniseret med produktionsdriftsplanen; netværkskonfiguration kan kun aktiveres, efter at netværksfunktionen er installeret, hvilket gør det muligt at oprette forbindelse mellem enheden og andre systemer samt fuldføre tværsystemdeling af produktionsdata.
Beregning af produktionstid
I DELEM DA-58T-indstillingsmodus kan lageroptællingsmodus automatisk beregne produktionsomfanget under bøjenrækkefølgen ved at kombinere aksepositioneringshastigheden og produktbehandlingstiden, hvilket giver datamæssig støtte til udarbejdelsen af produktionsplaner. Tiden, der bruges på manuelle handlinger (f.eks. drejning af produktet), er direkte relateret til produktets størrelse. Små produkter i Z-retningen kræver mindre tid til drejning, mens produkter med lange dimensioner i X-retningen kræver mere tid til drejeoperationen.
Systemet indstiller tre niveauer af længdetærskler (grænse 1/2/3) som opdelingsstandard for produktstørrelse. Brugere kan selvstændigt konfigurere tidskrævende parametre for produktomdrejning for produkter i forskellige tærskelintervaller, så tidsberegningen bedre afspejler den faktiske produktions situation.
Grundlæggende tidsindstillinger
1. Visningstid: Indholdet i titellinjen kan indstilles og understøtter tre tilstande: visning af dato og klokkeslæt, kun visning af klokkeslæt eller skjul klokkeslæt;
2. Tidsformat: Understøtter skift mellem 24-timersformat og 12-timersformat for at tilpasse sig forskellige vaner for klokkeslætsvisning;
3. Datoformat: Understøtter tre visningsformater: dd-mm-åååå, mm-dd-åååå og åååå-mm-dd, som brugeren kan vælge efter behov;
4. Justér tid: Datoen og klokkeslættet på enheden kan justeres direkte, og det kalibrerede klokkeslæt opdateres synkront i Windows-operativsystemet på enheden for at sikre en fælles systemtid.
Netværkskonfiguration (tilgængelig kun efter installation af netværksmuligheden)
Netværksfunktionen er en valgfri modul. Efter installation kan den etablere forbindelse mellem enheden og det lokale netværk samt produktionsstyringssystemet og fuldføre tværenheds-overførsel og -deling af produktionsprogrammer og bearbejdningsdata. For specifik konfiguration henvises der til den officielle udstyrsvejledning.
Ofte stillede spørgsmål (FAQ)
Hvordan optimeres pressebremse-ydelsen via DELEM DA-58T-indstillingsmodus?
Kernen i optimeringen af pressebremse-ydelsen er at konfigurere de faktiske bearbejdningsdimensioner for produkterne og tidskrævende parametre for de enkelte operationer præcist i DELEM DA-58T-indstillingsmodus; samtidig skal udstyret kalibreres præcist for at sikre, at alle parameterindstillinger overholder specifikationerne og kravene til produktion og bearbejdning, således at udstyrets driftsparametre er højst kompatibelt med de faktiske produktionsbehov.
Hvordan indstiller man grænser for længdebegrænsning i DELEM DA-58T-indstillingsmodus?
Gå ind i området for længdegrænsekonfiguration i indstillingsmodus og indtast de specifikke værdier for grænse 1, grænse 2 og grænse 3 for at fuldføre indstillingen af længdebegrænsningsgrænserne. En rimelig konfiguration af de tre niveauer af grænser sikrer, at produkter af forskellig størrelse kan matches med præcise værdier for bøjningstid, hvilket forbedrer rationel tidsskønnelse og produktionsprocesser.
Konklusion
Generelt er DELEM DA-58T-indstillingsmodus et kerneværktøj til forbedring af betjeningsfunktioner og bearbejdningens præcision for bøjemaskiner. Dets omfattende funktionskonfigurationer og høje grad af tilpasselighed gør det muligt at optimere produktprogrammering og produktionsprocesser, og den udgør en vigtig garanti for finjusteret produktion af bøjemaskiner.
For at udnytte bøjenes ydeevne fuldt ud og forlænge udstyrets levetid er standardiserede parameterindstillinger og daglig vedligeholdelse af udstyret uundværlige. En rationel brug af de forskellige funktioner i denne indstillingstilstand kan effektivt reducere udstyrets nedetid og betydeligt forbedre produktionseffektiviteten. Hvis du har spørgsmål under brugen eller har brug for professionel teknisk support, kan du kontakte det relevante tekniske team til enhver tid; samtidig kan du også orientere dig i de tilhørende understøttende dokumenter for at udforske flere praktiske færdigheder til udstyrsoptimering og yderligere forbedre pressebøjens produktionsanvendelsesværdi.

