















































Proč je automatický režim DELEM DA-69S uživatelsky přívětivý?
V oblasti pokročilých operací ohýbacích lisech se režim DELEM DA-69S Automatic Mode vyznačuje uživatelsky přívětivým designem. Ať už jste zkušený technik nebo nováček v práci s ohýbacími lisy, tento článek vás provede klíčovými výhodami tohoto režimu a vysvětlí, jak zjednodušuje procesy tváření kovů a zvyšuje provozní efektivitu.
I. Intuitivní návrh rozhraní režimu DELEM DA-69S Automatic Mode
Návrh rozhraní je klíčový pro zvýšení použitelnosti. Režim DA-69S Automatic Mode zjednodušuje operační logiku a optimalizuje prezentaci informací, čímž komplexní ohybové operace zpřístupňuje širšímu spektru uživatelů.
1. Zjednodušené navigační menu
Navigační menu automatického režimu DA-69S je zjednodušené s jasnou provozní logikou:
• Stisknutím tlačítka „Auto“ přepněte řídicí systém do automatického režimu výroby.
• Stiskněte klávesu „Start“ a program postupně provede jednotlivé kroky ohýbání bez manuálního zásahu, čímž výrazně zvýší efektivitu.
• Při přepínání mezi různými výrobky v knihovně výrobků může automatický režim přejít přímo do výrobního stavu bez opakovaných nastavení.
• Při výběru nového ohýbacího programu systém zobrazí upozornění „kontrola nástrojů“, aby zajistil přesný model a polohu nástroje a předešel tak provozním chybám.

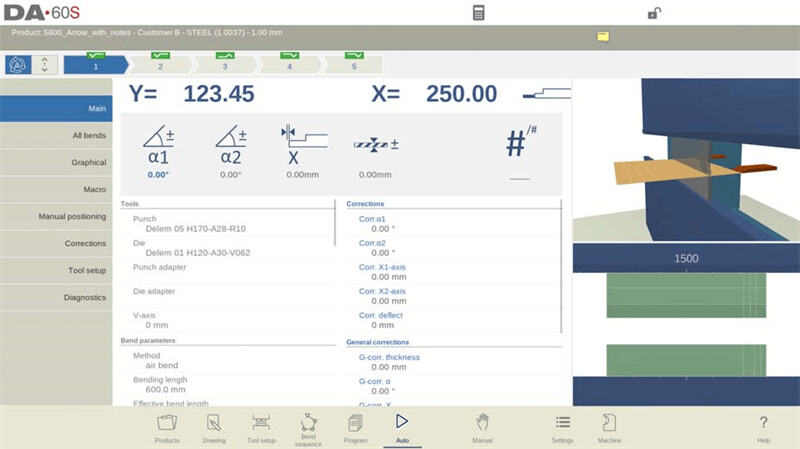
Kromě toho horní část obrazovky v automatickém režimu jasně zobrazuje aktuálně vybraný produkt a jeho popis pro rychlé potvrzení. Volič ohybů nahoře ukazuje všechny čekající kroky ohýbání; klepnutím na krok vyberete cílovou operaci a stisknutím tlačítka start spustíte výrobu od tohoto kroku, což zajišťuje větší flexibilitu. Velké ikony (tlačítka ve stylu dlaždic) nad menu umožňují rychlou úpravu často používaných parametrů a snižují tak počet operačních kroků.
2. Podrobná nastavení parametrů
Tento režim umožňuje přesnější úpravy parametrů, které lze přizpůsobit podle různých požadavků na ohýbání, aby byla zajištěna přesnost zpracování:
• Korekce úhlu (osy Y1/Y2): Úpravy lze provést samostatně pro levou a pravou stranu stroje. Například pokud programovaný úhel 90° vede k ohybu 92°, jednoduše nastavte korekční hodnotu -2°. Tato hodnota je automaticky uložena, aby zajistila konzistenci následných operací.
• Korekce os Y1/Y2: Platí pro absolutní programování nebo procesy dorážení. Korekční parametry jsou uloženy v aktuálně aktivním programu, což eliminuje potřebu opakovaného zadávání.
• Korekce pomocné osy: Tyto korekce jsou aktivovány na základě ohybové přídavky osy X a optimalizují přesnost ohýbání a zjednodušují pracovní postupy.
• Obecné korekce: Univerzální parametry, jako je tloušťka, úhel a úpravy osy X, jsou aplikovány na všechny kroky ohýbání v programu, přizpůsobují se variacím materiálů a chybám stroje a zajišťují rovnoměrnou kvalitu výstupu.
• Specializované korekce: Podporuje korekci průhybu a korekci osy podpory dílu (PST), čímž splňuje požadavky na přesnost složitých ohýbacích úloh.
• Parametry zásoby a opakování: Obsluha může efektivně spravovat počítadlo zásoby a nastavovat opakované zpracovací kroky pro optimalizaci výrobního rytmu.
• Režim kroků: Na rozdíl od nepřetržitého automatického režimu režim krok po kroku pozastaví po každém ohýbacím cyklu, což umožňuje obsluze zkontrolovat stav obrobku a provést včasné úpravy.
3. Intuitivní režimy zobrazení pro plynulý provoz
Režimy zobrazení mají uživatelsky přívětivé rozvržení, které umožňuje obsluze rychle přepínat funkce bez nutnosti učit se složité operace, čímž se snižuje doba přípravy. Při prvním vstupu do automatického režimu systém standardně přejde do hlavního zobrazení, další režimy zobrazení lze vybrat na pravé straně obrazovky. Přepínání zobrazení nemění ohýbací data ani nepřerušuje spouštěcí stav. Funkce jednotlivých zobrazení jsou následující:
• Hlavní zobrazení (Main): Zobrazuje číselná data a grafické informace (pokud jsou k dispozici) pro ohýbání. Podporuje přímé programování korekčních parametrů a přepínání mezi grafickým a číselným zobrazením. Polohu ohýbání lze kontrolovat pomocí funkcí přiblížení, posunu a otočení. Zobrazení nástroje automaticky upoutá pozornost na právě používaný nástroj a označí správnou pozici nástroje.
• Přehled všech ohybů (All Bends): Zobrazuje všechna data o ohýbání ve formě tabulky s možností zobrazit nebo skrýt grafický panel. Parametry jsou uspořádány do řádků pro snadné hromadné prohlížení.
• Grafické zobrazení (Graphical): Poskytuje celoobrazovkové grafické rozhraní procesu ohýbání, podporuje přepnutí do 3D zobrazení pro podrobnější sledování. Umožňuje také nastavení úhlu pohledu, měřítko zvětšení a kontrolu fotografií konkrétních kroků.
• Makro zobrazení (Macro): Zobrazuje hodnoty os v seznamu s velkým písmem, vhodné pro scénáře, kdy jsou operace prováděny mimo ovládací panel. Může současně monitorovat cílové i skutečné polohy všech os.
• Zobrazení ručního nastavení (Ruční pozicování): Zobrazuje hodnoty os velkou číslicí, podporuje ovládání a úpravu poloh os pomocí odměřovacího kolečka. Stisknutím šipky "učební indikátor" (umístěné mezi skutečnou a programovanou hodnotou) se aktuální hodnota osy zapíše do kroku programu. Pokud je k dispozici volitelný externí ruční terminál, umožňuje také dálkové ovládání odměřovacího kolečka pro učení os a ohybových pozic.
• Zobrazení korekcí (Korekce): Uvádí korekční hodnoty pro všechny ohybové kroky a podle potřeby upravuje podpěry. Po zadání korekční hodnoty α1 systém tuto hodnotu automaticky zkopíruje do α2, zachová rozdíl mezi oběma hodnotami nebo ponechá α2 beze změny, v závislosti na parametru „Programování korekce úhlu“. Sloupec „Uložená korekce“ (zobrazený po aktivaci databáze korekcí úhlů) označuje korekční hodnotu pro každý ohyb; prázdný záznam znamená, že v databázi není žádný záznam, a znak „>“ označuje shodné hodnoty ohybu. Kliknutím na „Vše z uloženého“ se synchronizují všechny korekční hodnoty ohybů v programu tak, aby odpovídaly hodnotám v databázi. Dále umožňuje přidávat záznamy do tabulky přídavků prostřednictvím funkce „Přídavek na ohyb“ a výpočet korekčních hodnot z naměřených úhlů (zadání jediné naměřené hodnoty úhlu se rovnoměrně aplikuje, zatímco zadání levých/pravých/středních hodnot umožňuje absolutní korekci zakřivení). Volitelný úhloměr může přímo vkládat naměřené hodnoty a korekční hodnoty jsou aktualizovány po novém ohybovém cyklu.
• Zobrazení nastavení nástroje (Nastavení nástroje): Zobrazuje konfiguraci nástroje vyžadovanou pro aktuální program, umožňuje kontrolu vlastností a pozic nástrojů, ale neumožňuje jejich úpravy. Pro úpravu nástrojů opusťte automatický režim a přejděte do nabídky „Nastavení nástroje“.
• Diagnostické zobrazení (Diagnostika): Primárně používáno pro údržbu, sleduje provozní stav samostatných os a stav I/O řídicího systému, poskytuje datovou podporu pro odstraňování závad.
II. Další funkce pro zvýšení přesnosti a produktivity
Kromě návrhu rozhraní je automatický režim DA-69S vybaven řadou praktických funkcí, které dále zvyšují přesnost opracování a výrobní efektivitu.
1. Funkce poznámek (Poznámky)
Operátoři mohou přidávat poznámky k výrobkům nebo programům v automatickém režimu:
• Poznámky mohou být obecné popisy nebo detaily pro konkrétní kroky ohýbání, lze také připojit referenční dokumenty ve formátu PDF.
• Ukazatel „Poznámky“ na obrazovce signalizuje přítomnost nových poznámek; klepnutím na něj lze poznámky zobrazit, čímž je klíčová informace stále přístupná.
2. Korekce ohybu po stupních / řetězení
Podporuje nastavení obecných korekčních parametrů pro kroky ohýbání po stupních nebo řetězení. Klepnutím na „Korekce ohybu po stupních“ nebo „Korekce řetězení“ se otevře samostatné okno pro zadání korekčních hodnot:
• Při úpravě obecné úhlové korekce jsou automaticky přepočítány všechny související jednotlivé korekční hodnoty a naopak.
• Osy α1 a α2 mohou mít nezávislé korekční hodnoty. Po zadání korekční hodnoty pro α1 systém automaticky synchronizuje tuto hodnotu pro α2, zachová rozdíl mezi oběma osami, nebo ponechá α2 beze změny, a to v závislosti na parametru „Programování úhlové korekce“. Pro úpravu α2 postupujte přímo v okně korekce ohybu po stupních / řetězení nebo upravte její jednotlivé korekční hodnoty.
3. Režim testovacího ohybu
Tento režim je speciálně navržen pro doladění a pomáhá obsluze optimalizovat parametry před formální výrobou:
• Po aktivaci zůstávají všechny osy po prvním ohybovém cyklu v retrakční pozici. Pokud je povolena podpora dílu, osa podpory udržuje svůj aktuální úhel.
• Osy Y se zastaví v horním mrtvém bodu (HMB), což umožňuje obsluze změřit ohybový úhel a provést opravy. Po dokončení oprav obnoví osa podpory dílu provoz, jakmile osa Y projde stanovenou pozicí, čímž se zajistí přesnost následujících ohybů.
4. Ovládání výrobního prostoru a funkce seznamu úloh
Zjednodušuje procesy řízení výroby a podporuje monitorování více sérií a sledování pokroku:
• Když je systém ve výrobě úloh, ukazatel "Stav úlohy" zobrazuje aktuální stav; klepnutím na něj lze úlohy prohlížet a spravovat.
• Při potřebě přepnout výrobní série v seznamu úloh stiskněte funkční klávesu "Aktivovat produkt", a systém se automaticky přepne na cílový produkt.
• Během výroby mohou operátoři aktualizovat „počet vyřazených výrobků“; systém automaticky upraví „počet vyrobených kusů“, který lze také manuálně změnit. Operátoři i vedoucí pracovních úkolů mohou přidávat záznamy nebo poznámky o výrobě do „pole komentáře“.
• Stav úkolu je rozdělen do čtyř kategorií:
◦ Nový: Zatím nebyl vyroben žádný výrobek této dávky;
◦ Nedokončeno: Cílový výstup této dávky nebyl dosažen;
◦ Probíhá: Tato dávka byla nahrána do stroje a je ve výrobě;
◦ Dokončeno: Výroba této dávky byla potvrzena jako dokončená.
• Úkol zůstává aktivní, dokud není v režimu „Výrobky“ vybrán nový výrobek nebo nový úkol. Po načtení nového výrobku je původní úkol automaticky deaktivován a v případě potřeby musí být znovu vybrán a spuštěn.
III. Často kladené otázky (FAQ)
1. Jak funkce Řízení výrobního prostoru podporuje Automatický režim DELEM DA-69S?
Funkce Řízení výrobního procesu umožňuje obsluze současně monitorovat více výrobních dávek, aktualizovat počty výrobků v reálném čase a přesně sledovat průběh výroby. to snižuje ruční statistickou práci a dále zvyšuje provozní efektivitu a přesnost dat v Automatickém režimu.
2. Jak přesně kalibrovat lisy při použití Automatického režimu DA-69S?
Nejprve se ujistěte, že je ohýbací lis vyvážený. Poté pomocí digitálního měřidla změřte úhel ohýbací matrice a upravte parametry podle kalibračních pokynů poskytnutých výrobcem. Po úpravě ověřte výsledek kalibrace, aby bylo zajištěno splnění požadavků na přesnost zpracování.
3. Jaká je frekvence údržby ohýbacího lisu, když je aktivován Automatický režim DA-69S?
Doporučuje se pravidelná údržba každých 500 provozních hodin. Ta zahrnuje kontrolu opotřebení klíčových komponent (např. osy a raznice), čištění stroje od nečistot a mazání pohyblivých částí za účelem udržení optimálních provozních podmínek v automatickém režimu.
IV. Závěr
Vysoká užitná hodnota automatického režimu DELEM DA-69S vyplývá ze dvou výhod: „intuitivní návrh rozhraní + vylepšené funkce přesnosti“. Rozhraní zjednodušuje operační logiku a snižuje náročnost naučení, zatímco dodatečné funkce zajišťují přesnost a efektivitu. Jak noví, tak zkušení operátoři jej mohou rychle ovládnout, čímž dochází ke zefektivnění procesu ohýbání ve dílně.
Pokud potřebujete další informace o konkrétní obsluze automatického režimu DA-69S nebo máte individuální dotazy, kontaktujte prosím naši podpůrnou skupinu. Můžete také využít další související zdroje k optimalizaci vašeho plánu kovodělné výroby.
Chcete, abych sestavil Přehledová tabulka základního provozu pro automatický režim DELEM DA-69S ? Upraví klíčové kroky navigační nabídky, nastavení parametrů a zobrazení do stručné tabulky, která usnadní rychlé vyhledávání a použití během provozu na místě.

