















































Jaká je kladná a záporná ohnisková vzdálenost kovového laserového řezacího stroje?
Kovové laserové řezací stroje využívají k vysoké hustotě výkonu laserového paprsku, kterým skenují povrch materiálů, v krátkém čase zahřívají materiály na tisíce až desítky tisíc stupňů Celsia, taví nebo sublimují materiál a poté pomocí stlačeného plynu odstraní roztavený nebo sublimovaný materiál z řezu, aby bylo dosaženo cíle řezání materiálů.

Kovové lasery se používají v různých výrobních a zpracovatelských odvětvích, jako je zpracování plechů, letecký průmysl, kosmický průmysl, elektronika, domácí spotřebiče, náhradní díly pro metra, automobily, strojírenství, přesné komponenty, lodě, metalurgické zařízení, výtahy, domácí spotřebiče, řemeslné dárky, zpracování nástrojů, dekorace, reklama a externí zpracování kovů. Kovové lasery se hlavně používají pro rychlé řezání různých kovových materiálů, jako je uhlíková ocel, elektrolytická ocel, nerezová ocel, hliníkové slitiny, titanové slitiny, pozinkovaný plech, očištěný plech, plech s nátěrem z hliníku a zinku, měď atd.
Jaká je tedy kladná a záporná ohnisková vzdálenenost kovového laserového řezacího stroje? Jaký je vztah mezi ohniskovou vzdáleneností laserového řezacího stroje a materiálem?
Analýza vztahu mezi kladnou a zápornou ohniskovou vzdáleností kovových laserových řezacích strojů a materiály:
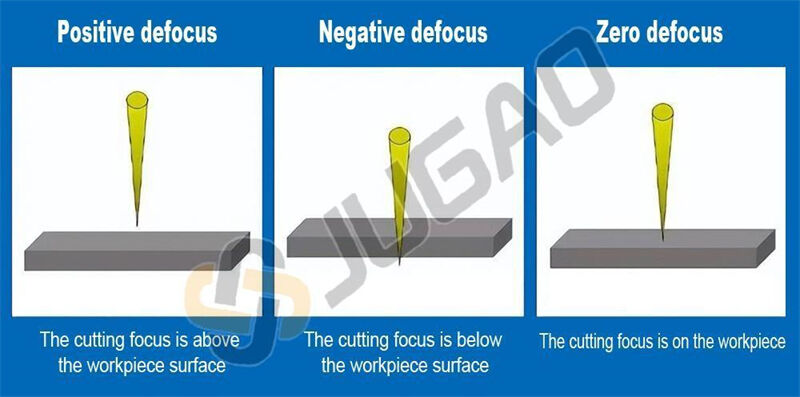
1. Ohnisko laserového řezacího stroje je na povrchu obrobku
Tato metoda je nejčastěji používanou polohou ohniska, známou také jako ohnisko nulové délky. Používá se často pro řezání obrobků, jako jsou SPC/SPH/SS41. Při použití je ohnisko řezacího stroje umístěno v těsné blízkosti povrchu obrobku. V tomto režimu mají horní a dolní povrch obrobku rozdílnou hladkost. Obecně je řezný povrch v blízkosti ohniska poměrně hladký, zatímco spodní povrch, který je od ohniska dále, je drsnější. Tento režim se volí v závislosti na požadavcích technologického procesu na horní a dolní povrch v konkrétní aplikaci.
2. Ohnisko laserového řezacího stroje je na obrobku
Tato metoda se nazývá záporná ohnisková vzdálenost, protože řezný bod není umístěn na povrchu řezaného materiálu ani uvnitř něj, ale nad řezaným materiálem. Toto zaostření se obvykle používá kvůli poměrně velké tloušťce plechu. Pokud by zaostření nebylo nastaveno tímto způsobem, mohlo by dojít k nedostatečnému přívodu kyslíku tryskou, což by způsobilo pokles řezné teploty a neschopnost řezat materiál. Významnou nevýhodou této metody však je, že řezný povrch je drsný a není vhodný pro přesné řezání.
3. Ohnisko řezání laserového řezacího stroje je uvnitř obrobku
Tato metoda se nazývá kladná ohnisková vzdálenost a obecně se používá při řezání materiálů, jako je nerezová ocel nebo hliníková ocelová deska, aby se ohnisko řezání nacházelo uvnitř obrobku. Hlavní nevýhodou této metody je, že amplituda řezání je větší než bod řezání na povrchu obrobku, a tento režim často vyžaduje silnější proudový vzduch, dostatečnou teplotu a delší čas řezání a průrazu. Proto se používá pouze při řezání tvrdých materiálů, jako je nerezová ocel nebo hliník.
Vliv ohniska na řezání:
1. Pozice ohniska je zpožděná, ostrý a krátký struska;
2. Pozice ohniska je předběžná, kulovitá struska;
3. Pozice ohniska je vhodná, bez strusky.

Uživatelé mohou podle různých účinků ohniska při řezání materiálů a vlastních požadavků na zpracování vybrat vhodnou metodu řezání s ohniskem, aby lépe využili výkonové výhody laserového řezacího stroje!
Výše uvedené je vztah mezi kladnou a zápornou ohniskovou vzdáleností laserových řezacích strojů na kov a materiály. Hlavní produkty společnosti JUGAO CNC MACHINE zahrnují laserové řezací stroje, CNC hydraulické lisy, laserové svařovací stroje, nůžky na plech a ohýbací stroje na trubky apod., které se používají při zpracování plechů, skříních, osvětlení, mobilních telefonů, výrobě 3C produktů, kuchyňských potřebách, sanitárním zařízeních, obrábění automobilových dílů a v kovodílnách. Vítejte online a získejte více informací o strojích.

