















































Poznámky k uspořádání laserového řezacího stroje
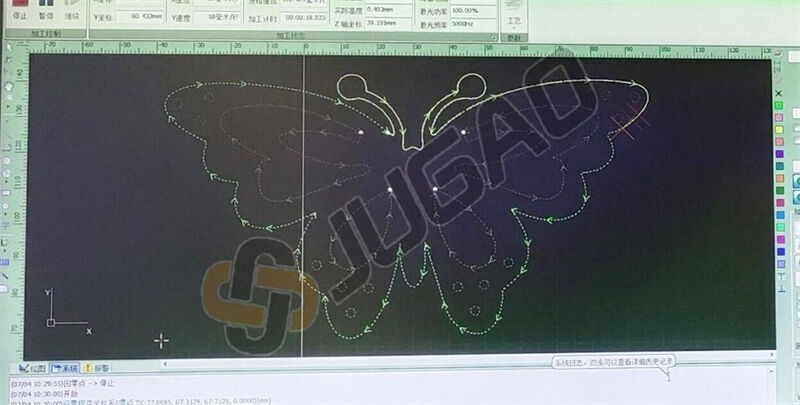
S rychlým rozvojem tržní ekonomiky a rychlým pokrokem ve vědě a technice se technologie laserového řezání široce uplatňuje v oblastech automobilů, strojírenství, elektrotechniky, kovodílny a spotřební elektroniky. Obecně před použitím laserového řezacího stroje importujeme připravené výkresy do programu a poté pomocí rozvrhového týmu rozmístíme grafiku na desku, aby laserový řezací stroj mohl zpracovávat výrobky sériově. Ačkoliv proces rozvrhování trvá velmi krátce, skrývá se v něm hodně znalostí. Pokud je rozvrhování nepatrně chybné, bude mít velký dopad na řezací efekt celé desky.

Při rozvržení je třeba věnovat pozornost následujícím záležitostem:
1. Roztavení rohů
Při zpomalování řezání rohu tenké ocelové desky může dojít k přehřátí a roztavení rohu laserem, čímž vznikne malý poloměr rohu. Aby bylo možné udržet vysokou řeznou rychlost laseru a vyhnout se přehřátí a roztavení ocelové desky během řezání rohů, dosáhne se tak lepší kvality řezu, sníží se čas řezání a zvýší produktivita.
2. Vzdálenost dílů
Obecně by při řezání tlustých a horkých desek měla být větší vzdálenost mezi díly, protože teplo z těchto desek má větší dopad. Při řezání rohů, ostrých hran a malých grafických prvků může dojít k vyhoření okrajů, což ovlivňuje kvalitu řezu.
3. Nastavení vedení
Při řezání silnějších plechů se za účelem zajistit dobré napojení řezné spáry a zabránit přepálení na začátku a na konci řezu obvykle nakreslí přechodná čára na začátku a na konci řezu, která se nazývá vstupní a výstupní oblouk. Tyto části nejsou pro samotný dílec užitečné, proto by měly být umístěny mimo jeho rozsah. Zároveň je třeba dávat pozor, aby vstupní oblouk nebyl umístěn v ostrých ztocích a jiných místech, kde se teplo špatně odvádí. Přechod mezi vstupním obloukem a řeznou spárou by měl být pokud možno vyveden jako kruhový oblouk, aby se stroj pohyboval hladce a aby se předešlo přepálení způsobenému zastavením v rohu.
4. Společné řezání hran
Spojení dvou nebo více dílců do společné hrany, pokud je to možné, použijte velké množství pravidelných geometrických tvarů. Společné řezání hran výrazně zkracuje dobu řezání a šetří surovinami.
5. Kolize dílců
Aby bylo možné maximalizovat výrobní efektivitu, je mnoho zařízení pro laserové řezání provozováno nepřetržitě 24 hodin denně a využívá neosobní automatizaci/zařízení na vykládání. Mohou poškodit řezací hlavu a přerušit výrobu, pokud narazí po řezání na převrácené díly, což způsobí velké ztráty. To vyžaduje, abyste při třídění věnovali pozornost výběru vhodné řezací cesty, obešli již narezané díly, snížili nárazy, zvolili nejvhodnější řezací trasu, minimalizovali dobu řezání a automaticky nebo manuálně spojili více malých dílů pomocí drobných spojení. Po řezání lze nevykládané části snadno odpojit od těchto drobných spojení.
6. Zpracování zbytkového materiálu
Po rozříznutí dílů je třeba co nejdříve odstranit kostru připomínající zbytkový materiál ze stolu laserového řezacího zařízení, aby se usnadnily následné řezací operace. U laserových řezacích zařízení bez automatického vyklápěcího zařízení lze kostru připomínající zbytkový materiál rozříznout na menší kusy pro rychlé odstranění a tak zabránit úrazům obsluhy způsobeným přemisťováním těžkých a ostře hranatých zbytků.
Výše uvedené jsou některé opatření při sestavování výkresu pomocí laserových řezacích strojů. Hlavní produkty společnosti JUGAO CNC MACHINE zahrnují laserové řezací stroje, CNC hydraulické lisy na ohýbání, laserové svařovací stroje, střihadla a ohýbačky trubek apod., které se používají při zpracování plechů, skříní a konstrukcí, osvětlení, mobilních telefonů, průmyslu 3C, domácího a kuchyňského vybavení, sanitárního zařízení, obrábění automobilových dílů a ve strojírenském průmyslu. Vítejte online konzultace pro více informací o strojích.

