















































Hlavní funkce režimu nastavení DELEM DA-69T
Obsah
1. Navigace v rozhraní nastavení DELEM DA-69T
2. Obecná nastavení
3. Správa materiálů
4. Funkce zálohování a obnovy
a. Zálohování produktu
b. Obnova produktu
c. Zálohování nástrojů
d. Obnova nástrojů
e. Zálohování a obnovení tabulek a nastavení
f. Automatické naplánované zálohy
g. Procházení adresářů
5. Nastavení programu
6. Výchozí hodnoty
7. Nastavení výpočtů
8. Nastavení výroby
9. Výpočet výrobního času
10. Nastavení času
11. Často kladené otázky (FAQ)
12. Závěr
Režim nastavení DELEM DA-69T je klíčovou součástí provozu ohýbacích strojů a nabízí pokročilé možnosti konfigurace, které uživatelům umožňují přesně řídit výkon stroje. Tato příručka popisuje základní funkce režimu nastavení DELEM DA-69T a vysvětluje, jak každá funkce optimalizuje provoz ohýbacího stroje a zvyšuje celkovou efektivitu výroby. Ať jste nový uživatel, který se teprve seznamuje se systémem, nebo zkušený operátor, který si chce prohloubit své znalosti, tato příručka poskytuje veškeré nezbytné informace potřebné k plnému využití potenciálu DELEM DA-69T.
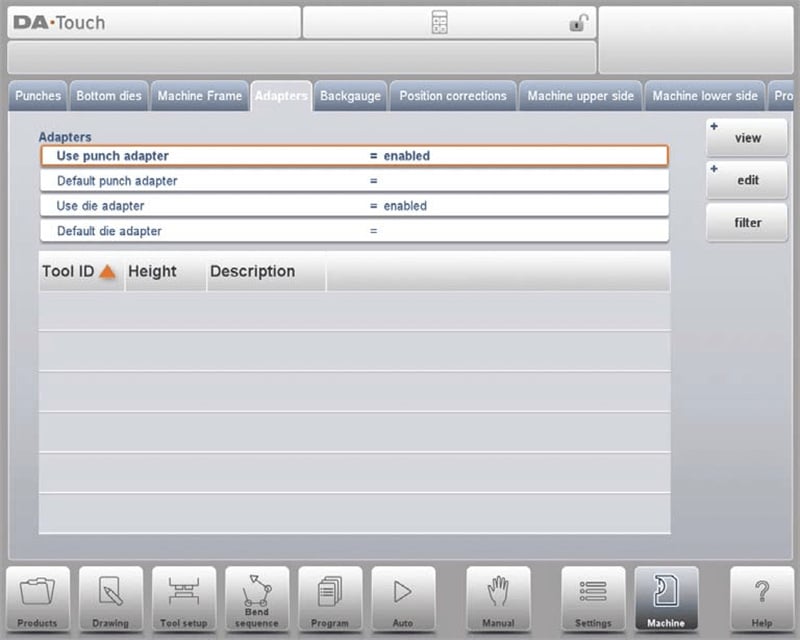
Navigace v rozhraní nastavení DELEM DA-69T
Přepněte ovládání do režimu nastavení klepnutím na tlačítko navigace Nastavení. Rozhraní je navrženo tak, aby bylo intuitivní, přičemž všechny možnosti konfigurace jsou logicky uspořádány do karet. Pokud se na obrazovce nevejdou všechny karty, jednoduše posuňte lištu karet vodorovně, abyste měli přístup ke všem dostupným nastavením.
Obecná nastavení
Karta Obecná nastavení umožňuje jemné doladění základních provozních parametrů, čímž se přímo zvyšuje výkon ohýbacího stroje prostřednictvím flexibilních a uživatelsky přívětivých možností úpravy:
Nastavení parametrů
Chcete-li upravit parametry, vyberte příslušnou kartu a klepněte na požadované nastavení. Pro zadání číselných nebo alfanumerických hodnot se objeví virtuální klávesnice, zatímco rozevírací seznamy umožňují rychlý výběr – pro delší seznamy je k dispozici svislé rolování.
Výběr jednotek
Přizpůsobte si jednotky měření tak, aby odpovídaly vašim provozním potřebám:
• Palec/mm: Přepínání mezi milimetry a palci pro lineární měření
• Tuna/kN: Výběr tun nebo kilonewtonů pro měření síly
• Odpor na m/mm: Výběr jednotek odporu na metr nebo na milimetr
Přizpůsobení rozhraní
• Jazyk: Vyberte z nabídky podporovaných jazyků rozhraní. Poznámka: Při přepínání na jazyky s nestandardními znaky se rozhraní může restartovat.
• Jazyk nápovědy: Výchozí nastavení odpovídá vybranému jazyku rozhraní, případně anglickému jazyku jako záložní možnosti. Další jazyky nápovědy lze nainstalovat prostřednictvím síťového připojení nebo USB klíče.
Nastavení vstupu
• Rozložení klávesnice: Vyberte rozložení QWERTY, QWERTZ nebo AZERTY podle zvyklostí uživatele
• Zvuk kláves: Zapnout nebo vypnout zvukovou zpětnou vazbu na vstupním panelu
• Strana panelu příkazů: Přepnout polohu panelu příkazů na libovolnou stranu obrazovky (výchozí: pravá strana)
Tyto přizpůsobitelné funkce činí režim nastavení DELEM DA-69T univerzálním nástrojem pro přizpůsobení nastavení stroje individuálním provozním požadavkům.
Správa materiálů
Režim nastavení DELEM DA-69T umožňuje efektivní programování, úpravu a mazání dat o materiálech s maximální kapacitou úložiště 99 položek materiálů. Pro každý materiál mohou uživatelé definovat tři základní vlastnosti:
1. Název materiálu: Zobrazuje se na obrazovkách pro programování, je omezen na 25 znaků a musí začínat písmenem
2. Mezní pevnost v tahu: Udává odolnost materiálu vůči tahovému namáhání
3. Modul pružnosti (E-modul): Určuje modul pružnosti materiálu
Exponent zpevnění při deformaci
Exponent zpevnění při deformaci (označovaný jako n) je klíčovou vlastností materiálu, která přímo ovlivňuje přesnost výpočtů ohýbání. Tento parametr poskytují dodavatelé materiálů společně s mezní pevností v tahu a E-modulem. Přesné zadání hodnoty n zpřesňuje výpočet vnitřního poloměru, což vede k přesným hodnotám hloubky ohýbání a přídatné délky pro ohýbání – a nakonec optimalizuje polohy zádržného rozměru (back gauge) a rozvinutou délku ohnutých dílů.
Ve výchozím nastavení je hodnota n neaktivní (nastavena na _.__) a lze ji nastavit v rozmezí od 0,01 do 1,00 (typická hodnota pro mírnou ocel je 0,21). Nastavením hodnoty na 0 se tento parametr úplně deaktivuje.
Výpočet exponentu zpevnění při deformaci
Hodnotu n lze vypočítat dvěma způsoby, v závislosti na tom, zda je k dispozici tabulka přídatné délky pro ohýbání:
1. Bez tabulky přídatné délky pro ohýbání
Proveďte zkušební ohyb v ručním režimu a poté stiskněte tlačítko „Vypočítat n“ v tabulce materiálů. Systém vypočítá hodnotu n na základě rozdílu mezi polohou na ose X a naměřenou délkou strany. Přesnost výpočtu závisí na přesném zadání tloušťky plechu, parametrů nástroje a měření délky strany.
2. S tabulkou přípustného ohybu
Hodnotu n lze přímo vyčíst z předkonfigurované tabulky. Vyberte příslušný materiál a klepněte na tlačítko „Vypočítat n“, aby se zobrazilo automaticky vypočtené výsledné číslo.
Správa dat o materiálech
Materiály jsou původně seřazeny podle jejich jedinečného čísla materiálu (ID) a lze je řadit podle libovolné vlastnosti za účelem zjednodušené navigace. Chcete-li materiál upravit nebo odstranit, jednoduše vyberte odpovídající řádek položky. Nové materiály lze přidat výběrem prázdného řádku a zadáním požadovaných hodnot vlastností.
Ovládnutí exponentu zpevnění v důsledku deformace a správy dat o materiálech je klíčové pro dosažení přesných a konzistentních operací zpracování kovů pomocí zařízení DELEM DA-69T.
Funkce zálohování a obnovy
Režim nastavení DELEM DA-69T nabízí robustní funkce zálohování a obnovy, které chrání integritu dat a zajišťují nepřerušovaný provoz ohraňovacích strojů. Systém podporuje zálohování a obnovu dat o výrobcích a nástrojích ve formátu souboru DLC, který je kompatibilní se staršími řídicími jednotkami DELEM – tím poskytuje flexibilitu pro snadnou ochranu kritických provozních dat.
Zálohování a obnova lze provádět pomocí různých úložných médií (např. USB klíčů, síťového úložiště) v závislosti na dostupných připojeních stroje. Uživatelé mohou podle potřeby vytvářet a vybírat vlastní adresáře, přičemž pro data o výrobcích a nástrojích jsou určeny samostatné umístění úložišť, aby bylo možné udržovat přehlednou správu souborů.
4.1 Zálohování výrobků
Chcete-li zálohovat výrobní programy na externí úložné zařízení:
1. Přejděte na kartu Zálohování/obnova a v části Zálohování vyberte položku Výrobky.
2. Po nastavení počátečního adresáře pro zálohování se načte obrazovka zálohování výrobků, která obsahuje následující klíčové funkce:
○ Zobrazení produktů: Všechny produkty ve vybraném zdrojovém adresáři jsou uvedeny, což odpovídá možnostem zobrazení v režimu Produkty pro intuitivní navigaci.
○ Viditelnost umístění: V horní části obrazovky je zobrazen aktuální zdrojový adresář a určené záložní umístění, čímž je zajištěna plná průhlednost při správě souborů.
○ Výběrová záloha: Dotkněte se produktu, abyste jej označili pro zálohování (značka zálohy potvrzuje výběr). Pokud již existuje produkt se stejným názvem v záložním umístění, systém vyzve uživatele k potvrzení přepsání.
○ Hromadná záloha: Funkce Vše umožňuje zálohování všech uvedených produktů jediným kliknutím, čímž se zjednodušuje ochrana dat pro více souborů.
○ Navigace ve zdrojovém adresáři: Použijte položku Zdrojový adresář k otevření prohlížeče adresářů a výběru jiného zdrojového umístění pro produkty.
○ Navigace v záložním adresáři: Použijte položku Záložní adresář k úpravě cílového úložného umístění pro zálohované produkty.
4.2 Obnovení produktů
Chcete-li obnovit výrobní programy do řídicí jednotky:
1. Přejděte na kartu Zálohování/obnovení a v části Obnovení vyberte produkty.
2. Po nastavení počátečního adresáře pro obnovení se na obrazovce pro obnovení produktů načtou základní funkce:
○ Intuitivní zobrazení: Produkty v vybraném adresáři pro obnovení jsou zobrazeny ve stejném formátu jako v režimu Produkty, což usnadňuje jejich identifikaci.
○ Viditelnost zdroje/cíle: V horní části obrazovky je uveden aktuální zdroj obnovení a umístění cílové řídící jednotky.
○ Přizpůsobení adresáře: Pomocí položky Adresář pro obnovení vyberte jiný zdroj a pomocí položky Cílový adresář zvolte cílové umístění na řídící jednotce.
○ Výběrové obnovení: Dotkněte se produktu, abyste jej označili pro obnovení (objeví se potvrzovací značka). Pokud na řídící jednotce již existuje duplicitní soubor, systém vyzve uživatele k potvrzení přepsání.
4.3 Zálohování nástrojů
Chcete-li zazálohovat data nástrojů (kruhové razítko, matrice, tvary strojů) na externí úložné zařízení:
1. Přejděte na kartu Zálohování/obnovení a v části Zálohování vyberte nástroje.
2. Po nastavení počátečního adresáře pro zálohu se načte obrazovka zálohování nástroje. Postup zálohování odpovídá krokům pro zálohování produktu, včetně stejných funkcí výběru jednotlivých položek nebo dávkového zálohování a navigace v adresářích.
4.4 Obnovení nástroje
Obnovení nástroje probíhá přesně stejným způsobem jako obnovení produktu, včetně stejného rozvržení uživatelského rozhraní, možností přizpůsobení adresářů a funkce upozornění na duplicitní soubory.
4.5 Zálohování a obnovení tabulek a nastavení
Karta Zálohování/obnovení poskytuje specializovanou funkci pro zálohování uživatelsky specifických nastavení a systémových tabulek; postup je identický s postupem pro zálohování a obnovení produktů a nástrojů. Funkce Vše automatizuje celý proces postupně – provede zálohování nebo obnovení produktů + nástrojů + tabulek + nastavení v jediném kroku za účelem maximální efektivity.
4.6 Automatické naplánované zálohy
Aby byla zajištěna konzistentní a bezpečná ochrana dat bez nutnosti ručního zásahu, režim nastavení DELEM DA-69T obsahuje funkci automatických naplánovaných záloh:
1. Přejděte na možnost plánování zálohování na kartě Zálohování/obnovení.
2. Nastavte interval zálohování (1 až 31 dní) pro automatickou akci zálohování všeho.
3. V nastavený čas a za předpokladu, že je zařízení nečinné, systém uživatele vyzve k okamžitému spuštění zálohování nebo k jeho odložení (s upomínkou nastavenou na 1 až 24 hodin).
4. Uživatelé mohou určit preferované výchozí umístění záloh pro všechny naplánované zálohy.
Tato automatická funkce zjednodušuje správu dat a zajistí, že jsou kritická provozní data pravidelně chráněna bez nutnosti ručního zásahu.
4.7 Procházení adresářů
Výběr adresáře pro zálohování otevře vyhrazené okno se seznamem všech dostupných adresářů pro zálohování a s intuitivními nástroji pro správu struktury úložiště:
• Procházení podadresářů: Klepnutím na tečkovou ikonu otevřete a zobrazíte obsah podadresáře.
• Přesun o úroveň výše: Klepnutím na ikonu (RODIČOVSKÝ ADRESÁŘ) se přesunete o jednu úroveň výše; opakujte akci, abyste dosáhli nejvyšší úrovně pro přepnutí zařízení.
• Výběr zařízení: Na nejvyšší úrovni vyberte požadované úložné zařízení (např. USB, síť) a poté zvolte příslušný podadresář.
• Síťové úložiště: Při aktivním síťovém připojení vyberte možnost Síť a z dostupných síťových svazků zvolte ten správný (navigace je stejná jako u místních zařízení).
• Správa podadresářů: Vytvářejte nebo odstraňujte podadresáře pomocí možností Vytvořit podadresář a Odstranit podadresář; dotkněte se libovolného podadresáře, abyste jej vybrali jako umístění zálohy.
Efektivní navigace v adresářích zajistí, že zálohovaná data zůstanou dobře uspořádána a snadno přístupná – to je základní pilíř účinné správy dat pro provoz ohýbacích lisů.
Nastavení programu
Režim nastavení DELEM DA-69T nabízí komplexní databázi korekcí úhlů a pokročilé programovací parametry, které zvyšují přesnost ohýbání a provozní konzistenci. Mezi klíčové funkce patří:
Aktivace databáze korekcí úhlů
Povolení tohoto nastavení ukládá všechny korekce úhlů zadané během výroby (automatický režim) do vyhrazené databáze. Korekce pro konkrétní ohyby jsou zachovány pro budoucí použití, čímž se zajišťuje konzistence napříč identickými nebo podobnými projekty a snižuje se čas potřebný na nastavení.
Automatické návrhy korekcí
Během výroby řídící jednotka kontroluje databázi, zda již existují korekce pro podobné ohyby:
• Přesné shody vyvolají automatický návrh korekce.
• Pro ohyby s rozdílem úhlu ≤ 10° oproti uloženým záznamům jsou poskytnuty interpolované návrhy korekcí.
• Pokud se korekce sousedních ohbů liší o více než 5°, žádný návrh není poskytnut (aby nedošlo k nepřesným úpravám).
Počáteční program korekce úhlů ming
Tento parametr umožňuje malé počáteční úhlové korekce, které jsou viditelné pouze na stránce korekcí v režimu Auto. Například základní korekce -8° může být upravena počáteční korekcí -6°, čímž se zobrazovaná korekce změní na -2°, aniž by se změnila celková efektivní hodnota korekce.
Obecné programování úhlových korekcí
Použije globální korekce na všechny ohyby v programu (nejsou uloženy v databázi úhlových korekcí). Lze povolit pro jednoosou (G-korekce α1) nebo dvouosou (G-korekce α1 a α2) korekci (výchozí konfigurace).
Ukládání úhlových korekcí v režimu Ruční
Povoluje zaznamenávání úhlových korekcí určených v režimu Ruční, které lze později použít při programování v režimu Auto za účelem zvýšení přesnosti ohýbání.
Parametry programování korekcí
• Úhlová korekce: Vyberte mezi kopírováním delta hodnot, zachováním pevných delta hodnot nebo nezávislými úpravami úhlových korekcí během výroby (výchozí nastavení: kopírovat korekce).
• Korekce X: Pro osy CX1 a CX2 vyberte mezi kopírováním korekčních hodnot, zachováním delta nebo nezávislými úpravami (stejné možnosti jako u korekce úhlu).
Nezávislé programování Y1/Y2
Umožňuje nezávislé programování os Y1 a Y2 pro extrémně přesnou regulaci (výchozí nastavení: programování jedné osy pro zjednodušený provoz).
Identifikátor a popis stroje
Přiřaďte každému stroji v zařízení jedinečný identifikátor a popisný název, abyste:
• Předešli chybám při programování při načítání dat ze zálohy.
• Zjednodušili provoz a organizaci profilů napříč více stroji řízenými systémem DELEM.
Tyto zaměřené programovací funkce zdůrazňují univerzálnost řídícího systému DELEM DA-69T a přímo zvyšují přesnost a produktivitu ohraňovacích lisy při složitých úlohách kovového zpracování.
Výchozí hodnoty
Výchozí hodnoty definují počáteční parametry všech funkcí ohraňovacího lisu, čímž zjednodušují programování a zajišťují konzistenci provozu – klíčová funkce pro optimalizaci účinnosti stroje. Mezi hlavní výchozí nastavení patří:
Výchozí otevření osy Y
Nastavuje počáteční hodnotu otevření osy Y v režimu programování, čímž se snižuje nutnost ručního zadávání parametrů pro nové programy a urychluje se nastavení.
Výchozí rychlost stlačování
Stanovuje standardní počáteční rychlost stlačování pro všechny nové programy, čímž zajišťuje jednotný provoz během výrobních šarží.
Výchozí čekání na zatažení
Určuje chování řídící jednotky při zatahování v ohýbacích programech (výchozí: Ano, konfiguruje se během postprocesingu a programování), což zjednodušuje provozní tok díky konzistentnímu časování zatahování.
Výchozí kód změny kroku
Určuje, kdy dochází ke změnám kroku v ohýbacím programu (výchozí: UDP, podrobná vysvětlení jsou k dispozici na stránce Volitelná data v režimu programování), což umožňuje strukturovaný a přesný postup skrz jednotlivé ohýbací kroky.
Výchozí doba zpoždění
Přednastavuje dobu čekání osy X během změny kroku za účelem vyhovění potřebám manipulace s výrobkem, čímž poskytuje flexibilitu pro přidání nezbytných pauz za účelem zlepšení přesnosti a manipulace s materiálem.
Výchozí doba zastavení
Nastavuje standardní dobu zastavení pro ohybové programy, což umožňuje řízený ohýbání pozastavením stroje v kritických fázích procesu ohýbání.
Výchozí předohybový úhel
Nastavuje počáteční předohybový úhel pro grafické výrobky, čímž usnadňuje přesné výpočty předohybu a přesné tvorby ohybu.
Výchozí šířka přehybu
Poskytuje počáteční hodnotu otevření pro umístění lemu u přehybových tvarů (počáteční hodnota: 0,00 mm), čímž zajišťuje žádnou mezeru mezi lemama a přesnou tvorbu přehybu.
Výchozí rozměry
Určuje, zda se u kreslení grafických výrobků používají vnější nebo vnitřní rozměry (D1), čímž se zvyšuje přesnost kreslení definováním preferencí pro rozměry již na začátku.
Po pochopení a přizpůsobení těchto výchozích hodnot konkrétním výrobním požadavkům mohou uživatelé optimalizovat nastavení stroje a dosáhnout efektivnějších a konzistentnějších provozů ohraňovacího lisu.
Nastavení výpočtu
Správa přídavku na ohyb je jádrem karty Nastavení výpočtů, což je klíčová funkce pro dosažení přesných ohýbacích operací. Přídavek na ohyb koriguje polohu na ose X, aby bylo zohledněno zkrácení plechu po ohybu, a řídicí jednotka DELEM DA-69T nabízí flexibilní možnosti výpočtu a korekce.
Výpočet přídavku na ohyb
K dispozici jsou dvě hlavní metody pro výpočet přídavku na ohyb:
• Výpočet: Řídicí jednotka používá svůj standardní vestavěný vzorec k automatickému výpočtu přídavku na ohyb, čímž poskytuje spolehlivý výchozí parametr pro všechny ohýbací operace.
• Tabulka: Využijte předkonfigurované tabulky přídavku na ohyb uložené v řídicí jednotce pro předdefinované korekční hodnoty, čímž dosáhnete vyšší přesnosti pro konkrétní materiály a parametry ohybu.
Příprava dat a korekce přídavku na ohyb
Zapněte nebo vypněte korekce přídavku na ohyb při přípravě programovacích dat s jasným označením jejich provozních dopadů:
• Korekce vypnuta: Při numerickém programování se neuplatňuje příplatek na ohyb – ideální pro projekty, kde výchozí parametry splňují požadavky na přesnost.
• Korekce zapnuta: Korekce příplatku na ohyb jsou začleněny do numerického programování, čímž se zajišťují přesné úpravy os v souladu s vypočtenými hodnotami. Všechny korekce jsou uloženy a lze je prohlédnout v režimu Výroba.
Poznámka: Toto nastavení ovlivňuje pouze programování výrobku; při post-processingu v režimu Výkres se příplatek na ohyb automaticky začleňuje do výpočtů CNC programu pro postupné kreslení.
Úprava tabulek příplatku na ohyb
U stávajících tabulek příplatku na ohyb vyberte parametr Aktivní tabulka příplatku na ohyb, čímž se otevře specializované okno pro úpravu. Funkce správy tabulek zahrnují:
• Úprava polí: K výběru polí v záznamu tabulky použijte klávesu Tab, zadejte nové hodnoty a zmáčknutím klávesy ENTER uložte provedené změny.
• Omezení tabulek: Tabulky nelze vytvářet přímo v režimu Nastavení – lze upravovat pouze předem načtené tabulky.
• Tabulky pro načítání: Vyberte možnost Načíst tabulku, abyste se přesunuli na umístění souboru a načetli předem vytvořenou tabulku povolení ohybu.
• Reference: Podrobné informace o tabulce naleznete v příručce DELEM vyhrazené speciálně pro tabulky povolení ohybu.
Další parametry výpočtu
• Koeficient síly pro dolní ohyb: Síla pro dolní ohyb se vypočítá vynásobením síly pro vzduchový ohyb tímto koeficientem, čímž se zajistí přesné uplatnění síly při operacích dolního ohybu.
• Úprava vzdálenosti Z: Definuje naměřenou vzdálenost od okraje prstu k rohu plechu. U strojů s automatickými osami Z se polohy prstů vypočítají automaticky vzhledem ke konci plechu za účelem dosažení maximální přesnosti a efektivity.
Tyto výpočetní funkce umožňují podrobnou přizpůsobitelnost výpočtů ohybu, čímž se přímo zvyšuje přesnost systému DELEM DA-69T pro individuální potřeby kovové výroby.
Nastavení výroby
Karta Nastavení výroby nabízí sadu pokročilých konfigurací, které optimalizují výrobní možnosti ohýbacího stroje s důrazem na přesnost, bezpečnost a provozní efektivitu. Klíčové funkce zahrnují:
Režim počítání zásob
Spravuje výrobní cyklus prostřednictvím konfigurovatelného čítače zásob (počítání nahoru nebo dolů):
• Počítání dolů: Ideální pro splnění pevně stanovených výrobních kvót – stroj se automaticky zastaví, jakmile je dosaženo cílového množství.
• Počítání nahoru: Pro sledování průběhu výroby – hodnota se zvyšuje po každém dokončeném výrobním cyklu.
Režim automatické změny ohýbání
Řídí automatické postupné načítání parametrů pro ohýbání:
• Zapnuto: Další sada parametrů pro ohýbání se načte automaticky – k pokračování výroby stačí stisknout tlačítko spuštění.
• Vypnuto: Je vyžadováno ruční vybrání a aktivace dalšího kroku, což poskytuje operátorovi větší kontrolu při složitých ohýbacích operacích.
Posun rovnoběžnosti
Nastaví globální hodnotu rovnoběžnosti pro zdvih osy Y, čímž zajišťuje konzistentní rovnoběžnost během výroby – zejména kritickou v místě upnutí pro dosažení rovnoměrné kvality ohybu.
Uzamknout dotykovou obrazovku po spuštění
Uzamkne dotykovou obrazovku během provozu stroje, aby se zabránilo náhodnému nastavení parametrů, čímž výrazně zvyšuje bezpečnost provozu a snižuje nákladné chyby výroby.
Korekce tlaku a upínání
• Korekce tlaku: Upravuje sílu aplikovanou tlakovým ventilem pro přesnou regulaci síly během ohýbání.
• Korekce upínání: Upravuje polohu nosníku tak, aby bylo zajištěno pevné upnutí plechu – základní požadavek pro přesné a konzistentní ohyby.
Nastavení podpory dílce
• Výchozí rychlost návratu: Nastavuje rychlost, kterou se podpora dílce stahuje po dokončení ohybu.
• Dodatečný úhel: Poskytuje další možnosti úhlových úprav během dekomprese, což umožňuje přesné manipulování a umísťování materiálu.
Bezpečnostní opatření pro osy X a Z
Kritické pro prevenci kolizí nástrojů a stroje:
• Bezpečnostní posun osy X: Vytváří vyhrazenou bezpečnostní zónu pro osu X, čímž se předchází kolizím s razícími nástroji, matricemi a dalšími nástroji.
• Prostřední poloha X pro pohyb osy Z: Definuje bezpečnou dočasnou polohu osy X pro plynulý pohyb osy Z – nezbytné při použití více velikostí matic.
• Prostřední poloha R pro pohyb osy X: Nastavuje dočasnou polohu osy R, aby nedošlo k interferenci matic při pohybu osy X.
Zobrazení poznámek
Nakonfiguruje stroj tak, aby v režimu Auto automaticky zobrazoval poznámky k jednotlivým ohybovým krokům, čímž zajišťuje, že operátoři mají v reálném čase přístup k důležitým pokynům pro každý ohybový krok.
Tyto robustní nastavení pro výrobu výrazně zvyšují výkon ohýbacího lisu a činí systém DELEM DA-69T neocenitelným nástrojem pro kovové zpracování vyžadující vysokou přesnost a vysokou účinnost.
Výpočet výrobního času
Výpočet výrobní doby je klíčovou součástí výpočtu posloupnosti ohýbání, přičemž celková výrobní doba pro výrobek je určena rychlostí polohování osy a časem manipulace s výrobkem – oba tyto parametry jsou ovlivněny fyzickými rozměry výrobku.
Malé výrobky (ve směru osy Z) umožňují rychlé převrácení shora dolů, zatímco protáhlé výrobky (ve směru osy X) vyžadují dodatečný čas na přeumístění materiálu. Režim nastavení DELEM DA-69T tento problém řeší možností nastavit vlastní časy převrácení prostřednictvím specializované tabulky, která kategorizuje časy převrácení do čtyř délkových intervalů pomocí tří uživatelem definovatelných hraničních hodnot.
Přizpůsobením časů převrácení pro různé rozsahy rozměrů výrobků mohou uživatelé optimalizovat nastavení stroje pro každý výrobní běh – tím zvyšují celkovou produktivitu a zajišťují přesné časování posloupnosti ohýbání.
Nastavení času
Karta Nastavení času konfiguruje zobrazení a úpravu data a času na řídicí jednotce DELEM DA-69T s plnou synchronizací s podkladovým operačním systémem Windows:
• Zobrazení času: Vyberte, zda se mají zobrazovat datum a čas, pouze čas nebo žádné datum/čas na titulním panelu.
• Formát času: Přepínání mezi 24hodinovým a 12hodinovým zobrazením času.
• Formát data: Vyberte zobrazení data ve formátu dd-mm-rrrr, mm-dd-rrrr nebo rrrr-mm-dd.
• Úprava času: Ruční aktualizace systémového data a času – změny se automaticky aplikují na operační systém Windows běžící na řídicí jednotce.
Často kladené otázky (FAQ)
Lze uložit vlastní profily nastavení v režimu nastavení DELEM DA-69T?
Ano. Režim nastavení DELEM DA-69T podporuje vytváření a ukládání vlastních profilů nastavení. Tato funkce umožňuje rychlé přepínání mezi různými konfiguracemi tak, aby odpovídaly konkrétním výrobním požadavkům, což výrazně zvyšuje provozní efektivitu a snižuje dobu nastavení stroje.
Co mám dělat, pokud narazím na chybu v režimu nastavení DELEM DA-69T?
Pokud dojde k chybě, nejprve použijte diagnostické nástroje integrované v nabídce nastavení k identifikaci a odstraňování problému. Pokud se problém přetrvává, konzultujte oficiální uživatelskou příručku DELEM nebo kontaktujte podporu JUGAO pro další pomoc.
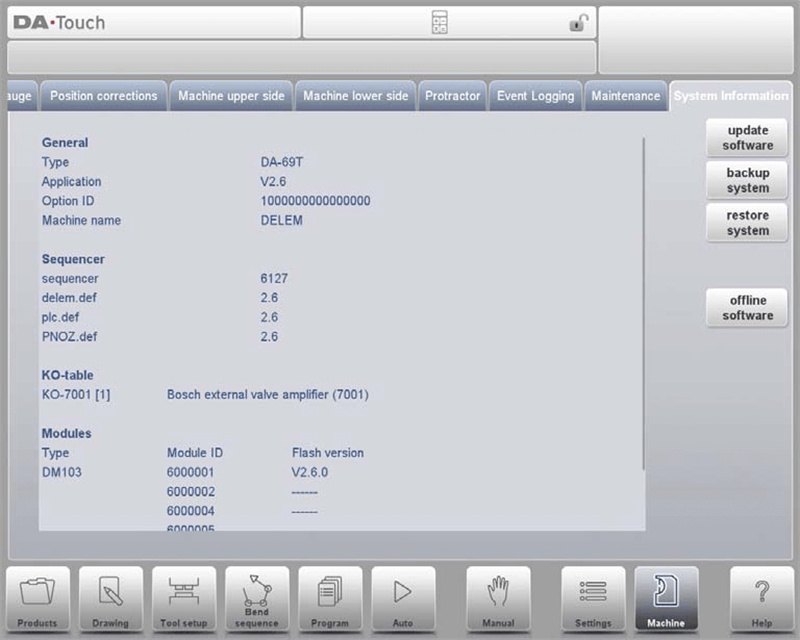
Je možné provádět aktualizace softwaru v režimu nastavení DELEM DA-69T?
Ano. Režim nastavení obsahuje vyhrazené možnosti aktualizace softwaru v části systémová nastavení. Uživatelé mohou zkontrolovat dostupnost aktualizací firmwaru/softwaru a nainstalovat je přímo, aby bylo zajištěno, že řídicí jednotka běží na nejnovější verzi – s přístupem ke zlepšeným funkcím, zvýšeným výkonovým parametrům a aktualizacím zabezpečení.
Závěr
Ovládnutí klíčových funkcí režimu nastavení DELEM DA-69T je nezbytné pro maximalizaci účinnosti, přesnosti a spolehlivosti vašich operací ohýbání na hydraulických lisech. Seznámením se s konfigurovatelnými parametry systému a přizpůsobením nastavení řídicí jednotky vašim konkrétním výrobním požadavkům můžete výrazně zvýšit výkon stroje, zlepšit kvalitu výstupu a minimalizovat nákladné prostojy způsobené nesprávnou konfigurací nebo provozními chybami.
Abyste plně využili možností DELEM DA-69T, doporučujeme tyto nastavení strategicky aplikovat a pravidelně provádět kontrolu zařízení, aby byl udržován optimální výkon. Pokud máte jakékoli otázky, potřebujete další pokyny nebo technickou podporu, je tým JUGAO připraven vám pomoci. Neváhejte se obrátit na komplexní podporu nebo prozkoumat další zdroje, které mohou dále zvýšit úroveň vašich operací ve zpracování kovů.

